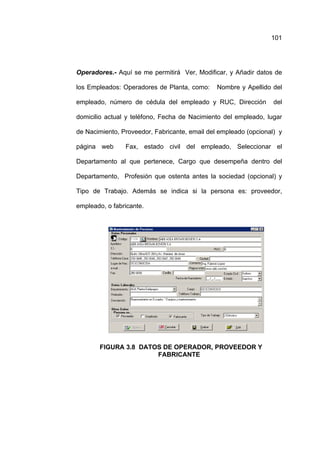
Este documento presenta un resumen de la tesis de grado de Iván Amado Acosta Lino titulada "Diseño del Plan de Mantenimiento Programado de la Primera Etapa del Sistema de Producción Criogénica de una Planta de Separación de Gases del aire". El objetivo principal de la tesis fue desarrollar un plan de mantenimiento programado para implementar en el software de mantenimiento de la planta de gases AGA en Guayaquil, Ecuador. Para lograr esto, se describieron los fundamentos teóricos del mantenimiento, se estudió