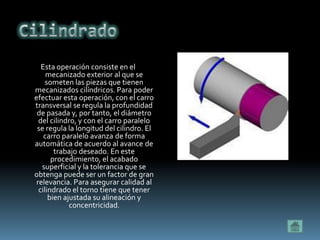
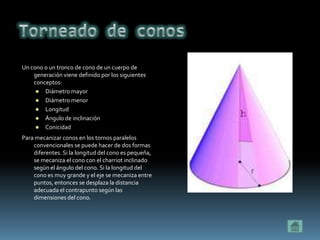
Este documento describe diferentes operaciones básicas de torneado como cilindrado, refrentado, ranurado, torneado de conos y moleteado. Explica que el cilindrado consiste en mecanizar el exterior de piezas cilíndricas regulando la profundidad y longitud del cilindro. El refrentado es un mecanizado frontal y perpendicular al eje para facilitar el ensamblaje. El ranurado mecaniza ranuras cilíndricas de anchura y profundidad variables. El torneado de conos define los parámetros de un con