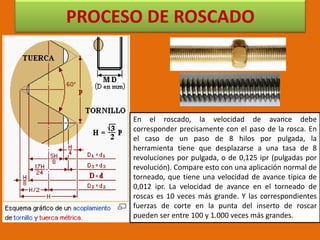
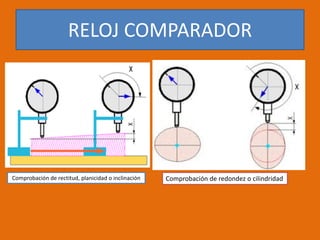
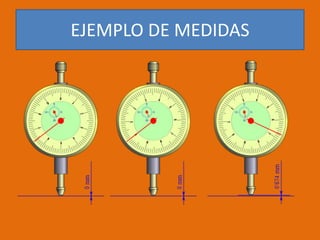
El documento describe las partes principales de un torno paralelo, incluyendo la bancada, el cabezal fijo, el contrapunto, el carro portaútil y el cabezal giratorio. También explica los movimientos del torno, tipos de torneado, herramientas de torneado, procesos de roscado y cálculos de velocidad y tiempo de maquinado.