
Recomendados
Más contenido relacionado
Similar a Metodología qc serigrafía
Similar a Metodología qc serigrafía (20)
Metodología qc serigrafía
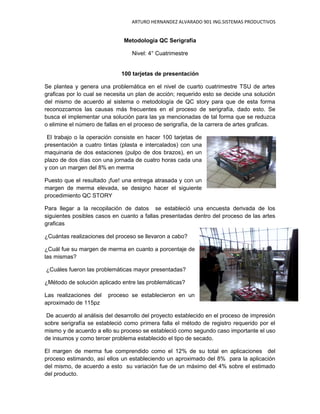
- 1. ARTURO HERNANDEZ ALVARADO 901 ING.SISTEMAS PRODUCTIVOS Metodología QC Serigrafía Nivel: 4° Cuatrimestre 100 tarjetas de presentación Se plantea y genera una problemática en el nivel de cuarto cuatrimestre TSU de artes graficas por lo cual se necesita un plan de acción; requerido esto se decide una solución del mismo de acuerdo al sistema o metodología de QC story para que de esta forma reconozcamos las causas más frecuentes en el proceso de serigrafía, dado esto. Se busca el implementar una solución para las ya mencionadas de tal forma que se reduzca o elimine el número de fallas en el proceso de serigrafía, de la carrera de artes graficas. El trabajo o la operación consiste en hacer 100 tarjetas de presentación a cuatro tintas (plasta e intercalados) con una maquinaria de dos estaciones (pulpo de dos brazos), en un plazo de dos días con una jornada de cuatro horas cada una y con un margen del 8% en merma Puesto que el resultado ¡fue! una entrega atrasada y con un margen de merma elevada, se designo hacer el siguiente procedimiento QC STORY Para llegar a la recopilación de datos se estableció una encuesta derivada de los siguientes posibles casos en cuanto a fallas presentadas dentro del proceso de las artes graficas ¿Cuántas realizaciones del proceso se llevaron a cabo? ¿Cuál fue su margen de merma en cuanto a porcentaje de las mismas? ¿Cuáles fueron las problemáticas mayor presentadas? ¿Método de solución aplicado entre las problemáticas? Las realizaciones del proceso se establecieron en un aproximado de 115pz De acuerdo al análisis del desarrollo del proyecto establecido en el proceso de impresión sobre serigrafía se estableció como primera falla el método de registro requerido por el mismo y de acuerdo a ello su proceso se estableció como segundo caso importante el uso de insumos y como tercer problema establecido el tipo de secado. El margen de merma fue comprendido como el 12% de su total en aplicaciones del proceso estimando, así ellos un estableciendo un aproximado del 8% para la aplicación del mismo, de acuerdo a esto su variación fue de un máximo del 4% sobre el estimado del producto.
- 2. ARTURO HERNANDEZ ALVARADO 901 ING.SISTEMAS PRODUCTIVOS La observación del producto terminado y envase alas experiencias dentro del proceso por los operadores demuestran la problemática fue establecida o mejor dicho generada por la falta de capacitación experimental dentro y de acuerdo al sistema de impresión establecida por el cliente Nuestro diagrama de causa y efecto se estableció de la siguiente manera Capacitación Registro La enseñanza teórica por docentes no a sido la adecuada Orden de impresión por no. De tintas Angulo de fuerza para la aplicación de tinta Método de impresión: Compra de material “Serigrafía” Uso de la brazos metálico sustrato “papel” en individual Uso de insumos adecuados para el sustrato (tintas) Maquinaria Insumos El plan de acción se basa en un nuevo curso de capacitación que contribuya a desarrollar sus capacidades dentro del uso o la adecuación en maquinaria presentada durante el proceso. De esta manera se impartirá una capacitación o enseñanza teórica del cuál debe ser el método de registro dentro de su proceso de acuerdo a un nivel estándar comprendido por los docentes y expertos de la industria, establecido en el manual: (http://www.senati.edu.pe/web/sites/default/files/publicaciones/senati_boletin_54.pdf).De esta misma forma se empleara la enseñanza de ciertas fichas técnicas en cuanto a insumos y sustrato se refiere por medio de catálogos ya que cada materia requiere de un trato específico según proveedores de insumos y materias primas “Grupos Sánchez” y Papelerías “Lozano” brinda el material para apoyo del mismo por contrato a la educación de las artes graficas. De esta forma nuestro proyecto de mejora planea recabar una disminución del 4% en cuanto a merma se refiere puesto que se han implementado métodos de solución para nuestras problemáticas más presentes dentro del proceso de impresión en serigrafía. El proceso de impresión se referirá al un numero de pruebas estableciendo así de esta forma un 8% de margen de tolerancia en error para la ejecución del mismo y tratando de eliminar escases de conocimiento teórico contemplando su capacitación dentro del margen educativo dividiendo de esta forma su tabla de tiempos TABLA ESTANDAR DE PROCEDIMIENTO PARA IMPRESIÓN EN SERIGRAFIA DIA 1 DIA 2 LUNES MIERCOLES
- 3. ARTURO HERNANDEZ ALVARADO 901 ING.SISTEMAS PRODUCTIVOS TIEMP TIEMPO TIEM TIEMPO N N O DE ESTIMA ACTIVIDAD PO DE ESTIMA ACTIVIDAD O. O. CLASE DO CLASE DO PREPARACION DE 60 15 1 CLASE 1 INSUMOS 35 2 LAVADO 7 2 PRUEBAS PREPARACION DE 4 HORAS 4 HORAS 40 3 MARCO 180 4 IMPRESIÓN 30 4 RECESO 15 5 EXPOSICION 3 RECESO 30 30 6 LAVADO 5 SECADO 25 7 REGISTRO 8 6 ACABADOS TOT 240 AL MIN. 235 240 TABLA RESULTADOS DEL PLAN DE ACCION DIA 1 DIA 2 LUNES MIERCOLES TIE TIEM TIEM MP TIEM PO N N PO RESUL O PO RESUL DE O ACTIVIDAD O ACTIVIDAD ESTIM TADO DE ESTIM TADO CLAS . . ADO CLA ADO E SE PREPARACION 60 15 10 1 CLASE 60 1 DE INSUMOS 35 2 LAVADO 37 7 2 PRUEBAS 15 PREPARACION 4 HORAS 4 HORAS 40 3 DE MARCO 180 4 IMPRESIÓN 180 30 4 RECESO 60 15 5 EXPOSICION 15 3 RECESO 30 40 30 6 LAVADO 34 5 SECADO 25 7 REGISTRO 20 8 6 ACABADOS 15 240 TOTAL MIN. 235 226 240 240 260 PORCEN TAJE DE CUMPLI MIENTO 100 97.91 94.16 100 100 108.33 PORCEN TAJE DE REDUCCI ÓN 2.09 5.84 0 -8.33
- 4. ARTURO HERNANDEZ ALVARADO 901 ING.SISTEMAS PRODUCTIVOS CONCLUSION El proceso de producción en serigrafía está situada en un 70% el conocimiento teórico y un 30% la practica así también la distribución de las actividades puede desempeñarse de una mejor manera si creamos un análisis FODA para reconocer los lugares o áreas donde podremos desempeñar mejor nuestras fortalezas o capacidades que mejor se conocen como cualidades dentro del mismo. Así de esta misma forma cumplir al pie de la letra cada indicación por nuestro programa de educación y docentes. Bibliografía http://www.senati.edu.pe/web/sites/default/files/publicaciones/senati_boletin_54.pdf viernes 23 de noviembre 2012 12:54 http://www.idia.org.pe/web/articulos/AnalisisCausaRaiz.pdf viernes 23 de noviembre 2012 23:35 http://www.lozano.com.mx/pdfs/graficos/sanchez.pdf sabado24 de noviembre 2012 22:15
- 5. ARTURO HERNANDEZ ALVARADO 901 ING.SISTEMAS PRODUCTIVOS CONCLUSION El proceso de producción en serigrafía está situada en un 70% el conocimiento teórico y un 30% la practica así también la distribución de las actividades puede desempeñarse de una mejor manera si creamos un análisis FODA para reconocer los lugares o áreas donde podremos desempeñar mejor nuestras fortalezas o capacidades que mejor se conocen como cualidades dentro del mismo. Así de esta misma forma cumplir al pie de la letra cada indicación por nuestro programa de educación y docentes. Bibliografía http://www.senati.edu.pe/web/sites/default/files/publicaciones/senati_boletin_54.pdf viernes 23 de noviembre 2012 12:54 http://www.idia.org.pe/web/articulos/AnalisisCausaRaiz.pdf viernes 23 de noviembre 2012 23:35 http://www.lozano.com.mx/pdfs/graficos/sanchez.pdf sabado24 de noviembre 2012 22:15
- 6. ARTURO HERNANDEZ ALVARADO 901 ING.SISTEMAS PRODUCTIVOS CONCLUSION El proceso de producción en serigrafía está situada en un 70% el conocimiento teórico y un 30% la practica así también la distribución de las actividades puede desempeñarse de una mejor manera si creamos un análisis FODA para reconocer los lugares o áreas donde podremos desempeñar mejor nuestras fortalezas o capacidades que mejor se conocen como cualidades dentro del mismo. Así de esta misma forma cumplir al pie de la letra cada indicación por nuestro programa de educación y docentes. Bibliografía http://www.senati.edu.pe/web/sites/default/files/publicaciones/senati_boletin_54.pdf viernes 23 de noviembre 2012 12:54 http://www.idia.org.pe/web/articulos/AnalisisCausaRaiz.pdf viernes 23 de noviembre 2012 23:35 http://www.lozano.com.mx/pdfs/graficos/sanchez.pdf sabado24 de noviembre 2012 22:15
- 7. ARTURO HERNANDEZ ALVARADO 901 ING.SISTEMAS PRODUCTIVOS CONCLUSION El proceso de producción en serigrafía está situada en un 70% el conocimiento teórico y un 30% la practica así también la distribución de las actividades puede desempeñarse de una mejor manera si creamos un análisis FODA para reconocer los lugares o áreas donde podremos desempeñar mejor nuestras fortalezas o capacidades que mejor se conocen como cualidades dentro del mismo. Así de esta misma forma cumplir al pie de la letra cada indicación por nuestro programa de educación y docentes. Bibliografía http://www.senati.edu.pe/web/sites/default/files/publicaciones/senati_boletin_54.pdf viernes 23 de noviembre 2012 12:54 http://www.idia.org.pe/web/articulos/AnalisisCausaRaiz.pdf viernes 23 de noviembre 2012 23:35 http://www.lozano.com.mx/pdfs/graficos/sanchez.pdf sabado24 de noviembre 2012 22:15