Alimentos minimamente procesdos
•
3 recomendaciones•3,050 vistas

El documento describe los alimentos mínimamente procesados y sus características. Explica que son frutas y verduras frescas a las que se les aplican tratamientos suaves para mantener sus propiedades. También habla sobre los métodos para pre-enfriar estos alimentos, incluyendo el uso de agua, hielo y vacío.

Recomendados
Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Destacado
Destacado (11)
Similar a Alimentos minimamente procesdos
Similar a Alimentos minimamente procesdos (20)
Último
Último (20)
Alimentos minimamente procesdos
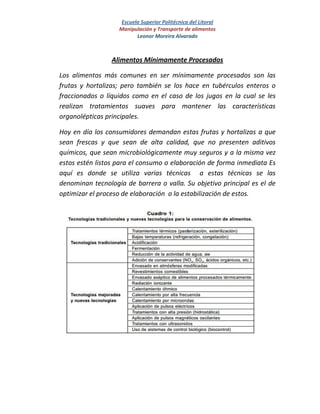
- 1. Escuela Superior Politécnica del Litoral Manipulación y Transporte de alimentos Leonor Moreira Alvarado Alimentos Mínimamente Procesados Los alimentos más comunes en ser mínimamente procesados son las frutas y hortalizas; pero también se los hace en tubérculos enteros o fraccionados o líquidos como en el caso de los jugos en la cual se les realizan tratamientos suaves para mantener las características organolépticas principales. Hoy en día los consumidores demandan estas frutas y hortalizas a que sean frescas y que sean de alta calidad, que no presenten aditivos químicos, que sean microbiológicamente muy seguros y a la misma vez estos estén listos para el consumo o elaboración de forma inmediata Es aquí es donde se utiliza varias técnicas a estas técnicas se las denominan tecnología de barrera o valla. Su objetivo principal es el de optimizar el proceso de elaboración o la estabilización de estos.
- 2. Escuela Superior Politécnica del Litoral Manipulación y Transporte de alimentos Leonor Moreira Alvarado Estas nuevas tecnologías lo que trata es que se disminuya los tratamientos térmicos ya que estos le hacen perder importantes valores nutricionales y provocan alteraciones metabólicas irreversibles; así también como el evitar el uso de tantos aditivos químicos. Además se procura lograr una gran estabilización del alimento en términos microbiológicos y así tratar de asegurar una elevada calidad sensorial y nutricional en el producto final que va al consumidor. A estos también se los conoce alimentos de cuarta gamma y presentan una vida útil corta que es de 7 a 10 días. Alimentos de acuerdo a su procesamiento se pueden clasificar en 5 categorías: Características de los productos mínimamente procesados Son de alta calidad organoléptica; es decir en sabor, textura y apariencia Son alimentos funciónales y fáciles de preparar. Las ventajas es que son muy parecidos al fresco claro con valor añadido, y están listos para comer, y que estos garantiza la seguridad de los mismos y una alta calidad nutritiva y sensorial. 1. Gama I: presentación tradicional. Vida comercial corta (días). 2. Gamma II: estas son las de grupo de conservas. Tienen larga caducidad (años) 3. Gamma III: productos congelados. Tienen caducidad media osea( meses) 4. Gamma IV: verduras y frutas listas para consumir (esten limpios, troceados y envasados). Tienen caducidad corta (7-10 días de vida útil). 5. Gamma V: Tratamiento termico más suave que las conservas y su caducidad es de 3 meses a temperatura ambiente
- 3. Escuela Superior Politécnica del Litoral Manipulación y Transporte de alimentos Leonor Moreira Alvarado Los productos mínimamente procesados son tejidos que respiran y están bioquímicamente activos. La refrigeración disminuye la actividad respiratoria Son alimentos muy susceptibles a alteraciones físicas, químicas y biológicas por los que se convierten en productos perecederos ya que tienen vida útil muy corta. Proceso de elaboración y sus puntos críticos OPERACIONES DE ACONDICIONAMIENTO Recepción, Selección y Clasificación: se realizan teniendo en cuenta la sanidad del producto.se eliminan hortalizas con daños mecánicos (golpes, cortaduras, hojas marchitas Etc.) ataques microbiológicos, o por insectos así como el material extraño, es decir palos, piedras hojas o granos distintos al producto en cuestión. Lavado: Con agua potable puede hacerse por simple inmersión o sin agitación ocombinando las técnicas de inmersión, aspersión y abrasión. Tratamiento con agua clorada:
- 4. Escuela Superior Politécnica del Litoral Manipulación y Transporte de alimentos Leonor Moreira Alvarado Las hortalizas ya sean enteras o cortadas seintroducen en una solución de hipoclorito de sodio en concentración de 30 ppm,durante 10 minutos, tiempo al cabo del cual se escurren y secan con aire frio.Este tratamiento contribuye a la reducción de la carga microbiana y a eliminar losfluidos liberados durante el corte. Muchas industrias hacen un uso incorrecto del cloro, utilizando dosis muy elevadas, sin conseguir la máxima efectividad. La actividad antimicrobiana del cloro depende de la cantidad de cloro libre, del pH, de la cantidad de materia orgánica y en menor medida de la temperatura. La materia orgánica procedente, generalmente, de suciedad, restos vegetales y exudados, así como también la materia inorgánica presente en el agua, van a requerir una demanda de cloro que se debe satisfacer para que quede cloro libre disponible para eliminar microrganismos. El cloro no producirá ningún efecto beneficioso si el agua de lavado no se mantiene relativamente libre de materia orgánica ya que a mayor contenido en materia orgánica, es necesaria una mayor concentración de cloro. El cloro en presencia de materia orgánica la oxida dando lugar a los llamados “productos de reacción o subproductos”. Para mantener la acción del desinfectante resulta imprescindible una renovación periódica del agua además del filtrado. Para el control del proceso de desinfección es necesario ajustar la dosis al tipo de proceso y producto manteniendo 1-3 mg L-1 de cloro libre y el pH entre 6,5-7,0. Alternativas al cloro Entre los tratamientosalternativos se incluye elagua electrolizadaque es una alternativa muy prometedora para la desinfección del agua de proceso, pudiendo ser empleada en el prelavado o en el aclarado. El ácido peroxiacéticotambién conocido como ácido peracético tiene un gran interés como alternativa al cloro porque da lugar a subproductos inocuos tras la descomposición espontánea como son el ácido acético, agua y oxígeno. Es importante señalar que la carga orgánica presente en el agua de proceso tiene mucha mayor influencia en la eficacia del cloro que en la del ácido peroxiacético. El ozono es otro higienizantes sobre el que se han obtenido resultados excelentes como desinfectante del agua de proceso, pero cuya aplicación en la planta de procesado en contacto directo con el producto vegetal es muy complejo. Esto es debido a su difícil incorporación y dosificación en el agua de lavado, teniendo que ser ajustada para cada producto y condiciones de trabajo, además de conllevar riesgos
- 5. Escuela Superior Politécnica del Litoral Manipulación y Transporte de alimentos Leonor Moreira Alvarado laborales y de corrosión de los equipos de la línea de procesado. Otros higienizantes que se presentan como alternativas al cloro sonlos ácidos orgánicos como el ácido láctico, el ácido cítrico y otras mezclas como la formada por bioflavonoides y ácidos orgánicos. La acción antimicrobiana de estos desinfectantes se debe generalmente a la reducción del pH, aunque su eficacia varía bastante dependiendo del tipo de ácido orgánico. En general los tiempos de exposición deben ser muy largos entre 5 y 15 min lo cual limita su aplicación además del grave inconveniente de aumentar el contenido en materia orgánica con un grave impacto en el agua de vertido además de poder conferir sabores y olores extraños en el producto. Fijación del color: La coloración amarilla anaranjada y roja se presenta enalgunas hortalizas, se debe a su contenido en Carotenoides, Xantofilas, Antocianinas, y la combinación de otros pigmentos; debido a su estructurainstaurada, estos pigmentos están sujetos a muchos cambios químicos inducidopor las diferentes condiciones de procesamiento (principalmente por las temperaturas, radiaciones electromagnéticas y de oxigeno) que se dan en la industria. Su transformación además de provocar cambios de color, también reducen el valor nutritivo debido a que este destruye la actividad de provitamina A su oxidación se acelera con el calor, las reacciones de cambio de color es catalizada por la presencia de algunos materiales de transición como Fe y Cu y por la luz y la disponibilidad de oxígeno. De igual manera las enzimas principalmente las lipoxigenasas, llevan a cabo esta transformación, que generalmente es indeseableEn otro grupo de hortalizas predomina la coloración verde, Generada por la clorofila, pigmento que se caracteriza por ser liposoluble. Su estructura química es muy compleja y fácilmente alterable por diferentes agentes como son los oxidantes, tanto oxigeno como peróxidos, las altas temperaturas, la luz, el pH, y algunas enzimas, es por ello que su degradación puede seguir varios caminos; en los alimentos mínimamente procesados, la clorofila puede degradarse principalmente por dos razones: Tratamiento térmico:durante este proceso seproduce la sustitución del átomo de magnesio presente en la clorofila por otro ion,principalmente hidrogeno, ocasionando la formación de color verde oliva; esto seobserva durante la cocción en agua o en vapor y en la esterilización. El calor provocaría la coagulación de una lipoproteína a la cual la clorofila estanormalmente fija y por la cual estaría protegida. La acción del calor se
- 6. Escuela Superior Politécnica del Litoral Manipulación y Transporte de alimentos Leonor Moreira Alvarado puedeanular utilizando tratamientos cortos a altas temperaturas o elevando el pH por medio de acción de bicarbonato de sodio. Acción de la clorofilasa(en productos noescaldados):Provoca la hidrólisis del enlace éster de la clorofila, produciendo fitoly clorofilina; esta reacción ocurre naturalmente durante la maduración, así comoen el almacenamiento de vegetales frescos.Con el fin de evitar que se produzca un cambio en la coloración de las hortalizasya sea por aplicación del escaldado o durante la vida de anaquel, se puedeadicionar, para el caso de los carotenoides, ácido cítrico, como medio de fijaciónde color en concentraciones de 0.5%; y para las hortalizas con pigmentaciónverde, el color se fija mediante la inmersión de una solución de bicarbonato desodio al 1%. Las hortalizas se dejan en estas soluciones por un lapso de 10minutos. Una de las principales desventajas del empleo de sales alcalinas es laposibilidad de inducir a cambios no deseados de consistencia. Una alternativa,consiste en utilizar sales neutras, tales como el cloruro de sodio, que ayuda amantener la clorofila sin provocar alteraciones de consistencia. Adición de cloruro de calcio al 0.2% durante 10 minutos para evitar elablandamiento excesivo y mejorar la textura, esta sal tiene un fuerte sabor amargo, por lo cual se debe utilizar en la concentración adecuada. Pre- enfriamiento: Los factores más importantes en pre enfriamiento son temperatura y tiempo, ya que una fruta o legumbre debe enfriarse menor tiempo posible (preferentemente en un lapso de 1 a 15 horas). El producto enfriando sigue una función logarítmica con un rápido enfriamiento inicial seguido por una velocidad más lenta. Ya que es muy difícil retirar todo el calor de campo, se recomienda un pre enfriamiento de 7/8 de la temperatura óptima de almacenamiento. El producto puede entrar a almacenamiento con 1/8 del calor, el cual puede removerse gradualmente con menos costo de energía. El tiempo requerido para los 7/8 de enfriamiento puede determinarse para un sistema específico al introducir una carga de muestreo en dicho sistema, midiendo la temperatura inicial, enfriando el medio a una temperatura predeterminada y midiendo el tiempo que se empleó en reducir la temperatura de producto al valor final. Estos valores pueden entonces se usan en la ecuación siguiente para determinar el 7/8 enfriando tiempo: Métodos más comunes de pre enfriamiento El pre enfriamiento con agua, enfría el producto por la inmersión o el riego del mismo con agua fría, en aparatos denominados hydrocooler, los cuales
- 7. Escuela Superior Politécnica del Litoral Manipulación y Transporte de alimentos Leonor Moreira Alvarado son más rápidos que el aire forzado y no deshidratan el producto. Puede usarse si el producto tolera humedecimiento y el empaque no es dañado por el escurrimiento de agua o desinfectantes que pueden incorporarse en aguas recirculadas. La limpieza del agua es crítica y las condiciones que debe soportar el empaque pueden elevar su costo. El agua es enfriada normalmente por refrigeración mecánica, pero si no se dispone de ésta puede usarse una fuente alterna de agua fría. Para este enfriamiento se recomiendan productos entre los que están el espárrago, fríjol (verde o instantáneo ), remolacha, brócoli, col de Bruselas, repollo, zanahoria, apio, maíz dulce, col, puerro, lechuga, melón, cebolla, perejil, guisante, papa, rábano, espinaca y nabo. El pre enfriamiento con hielo molido o en cubos puede ser usado en una diversidad de productos. En este proceso, el hielo es adicionado a los contenedores. El hielo es recomendado para productos como brócoli, zanahorias, maíz dulce, espinacas, col, melón, cebolla, perejil, fríjol (verde), rábano, espinaca y nabo y es particularmente efectivo en productos empacados que no puedan ser enfriados con aire forzado. Presenta además un efecto residual en productos con tasas de respiración altas. Desde el punto de vista de eficiencia en el consumo de energía del enfriamiento con hielo, una libra de éste puede enfriar cerca de 3 libras de producto de 85ºF a 40ºF. El pre enfriamiento en vacío es efectivo en productos que presentan alta relación área superficial/ volumen (como las habichuelas, col de Bruselas, repollo, coliflor, apio, maíz dulce y espinaca), que no pueden ser pre enfriados con otros métodos. El producto es colocado dentro de un cilindro metálico y el aire es evacuado. El vacío causa que el agua se evapore rápidamente de la superficie del producto, disminuyendo así su temperatura. El proceso puede causar marchitamiento de los frutos si se sobredimensiona debido al exceso de pérdidas de agua. Este tipo de enfriadores son muy eficientes pero su costo inicial y de operación es muy alto. El enfriamiento evaporativo es un medio efectivo para brindar a la atmósfera una temperatura baja con humedades relativamente altas, que convengan al producto que requiere refrigeración. Este tipo de enfriamiento trabaja mejor cuando la humedad del aire está por debajo del 65% y sólo puede reducir la temperatura del fruto en unos 10 a 15ºF, donde el producto puede no estar lo suficientemente frío. El enfriamiento con cuarto frío es simplemente la ubicación del producto en un cuarto equipado con unidades de refrigeración, donde se insufla aire con ciertas características. Puede ser usado en la mayoría de los productos, pero
- 8. Escuela Superior Politécnica del Litoral Manipulación y Transporte de alimentos Leonor Moreira Alvarado es muy lento cuando se requiere un enfriamiento rápido. Es efectivo para almacenar productos pres enfriados, pero en algunos casos no remueve la carga de calor de campo con la suficiente velocidad. Además un buen diseño del cuarto frío logrará que el sistema sea bastante eficiente, incluso desde el punto de vista económico. Obviamente este dimensionamiento dependerá de las condiciones particulares de cosecha, del producto y del empaque del mismo. Un cuarto frío que sea usado para almacenar producto que se ha pre enfriado, necesitará una unidad de refrigeraciónrelativamente más pequeña, mientras que el que se usa para retirar directamente todo el calor de campo requerirá unidades mayores. Este tipo de enfriamiento es recomendado para los siguientes productos: alcachofas, frijoles (verdes o secos), remolachas, repollo, flores cortadas, pepino, berenjena, ajo, yerbas, melones, cebolla, aliños, papas, calabazas, rábano, frutos envasadas, tomates y nabos. Los conceptos anteriormente referidos, se aclararán más puntualmente en el documento que trata del Diseño de cuartos fríos. En el enfriamiento con aire forzado puede ser usado efectivamente en la mayoría de los productos empacados y consiste en la adición de unos ventiladores al cuarto frío explicado anteriormente, para incrementar la velocidad de enfriamiento, haciendo circular aire por los productos, con lo que el método es más rápido en un 75 a 90% que el cuarto frío solo. Cuando se adicionan estos ventiladores a un cuarto frío ya construido, es necesario incrementar el tamaño de la unidad de refrigeración, para “acomodar” la carga inicial de calor. Es de gran utilidad equipar a los ventiladores con termostatos, que los apaguen antes de que se llegue a una temperatura que deseque el producto, logrando reducir los consumos de energía y las pérdidas de agua del producto. Se recomienda la aplicación de este método en productos como frijoles, bayas, brócoli, col de Bruselas, melón, coliflor, apio, pepino, uvas, setas, guisantes, cebollas, rábano y tomates. El enfriamiento con aire forzado puede ser muy eficiente y es una manera efectiva de incrementar la velocidad de remoción de calor del cuarto frío. Además del estudio de los métodos citados, debemos tener presente que el calor de campo puede ser reducido si se cosecha en las partes más frías del día y se evita la exposición directa a los rayos solares, reduciendo la carga de enfriamiento que requerimos para llevar el fruto a la temperatura de almacenamiento. Al mismo tiempo, son críticos los problemas que se observan con el enfriamiento en los vehículos de transporte, que en un
- 9. Escuela Superior Politécnica del Litoral Manipulación y Transporte de alimentos Leonor Moreira Alvarado reducido número, vienen equipados con sistemas de refrigeración. En Colombia, el transporte en este tipo de camiones no se emplea o se utiliza en forma inadecuada. Esta es otra deficiencia de manejo, ya que al transportar el producto de las zonas de producción a los Centros de comercialización ubicados en las grandes ciudades(que generalmente se encuentran demasiado lejos), se pueden presentar más de tres golpes térmicos en el producto, al pasar de zonas calientes a frías más de una vez, lo cual puede ocasionar un estrés en el producto que se transporta. Lo máximo que pueden hacer, aquellos que tienen sistemas de refrigeración, es mantener la temperatura a la cual el producto es cargado. Se plantea aquí el hecho de que cultivadores, transportadores y camioneros pueden contribuir a mejorar las temperaturas del producto y por lo tanto ocasionar pocas pérdidas durante el transporte, siguiendo estas reglas: · Pre enfriar el remolque antes de cargarlos, especialmente si el clima es templado. · Medir y registrar las temperaturas del producto durante la carga. · Mantener el remolque y la unidad de refrigeración en buen estado. · Cargar el producto de forma que asegure la máxima circulación de aire. · Reducir el tiempo de viaje al mínimo. Clasificación –acondicionamiento: se clasifica el alimento según su color textura tamaño entre todos los parámetros de clasificación hay una eliminación de la parte no comestible aproximadamente del 20-70%. Pelado:Esta operación se realiza solo en aquellas hortalizas que así lo requieren; se lo hace en forma manual, químico; algunas hortalizas no requieren de pelado, pero en cambio de operaciones de adecuación como el retiro de ³vainas´ y puntas de habichuela o de deshoje y retiro de vellosidades en el maíz. También puede que se necesite la técnica de abrasión o de vapor. Corte:El corte produce un efecto negativo en las hortalizas, por la libre liberación de fluidos celulares, haciendo al producto susceptible de deshidratación, al pardeamiento enzimático y al ataque microbiológico; estos aspectos hacen necesario que en una etapa posterior se apliquen tratamientos que contribuyan a efectuar los cambios anteriormente citados. El corte de las hortalizas se puede hacer de forma manual, mediante la utilización de cuchillos en acero inoxidable o mediante un procesador de alimentos, se puede incluir diferentes formas como cubos, rodajas y julianas etc. En el caso de hortalizas como el ulluco y la espinaca se recomienda
- 10. Escuela Superior Politécnica del Litoral Manipulación y Transporte de alimentos Leonor Moreira Alvarado incluirlos enteros en la formulación, debido a que es muy susceptible al pardeamiento y a la deshidratación. Lavado-tratamientos: En el lavado se utiliza de (5-10) litro agua/kg producto a 4°C y los métodos que más se utilizan ya mencionados antes es por ducha, inmersión, aspersión y abrasión.En los tratamientos se utilizan antioxidantes y texturizantes e higienizantes. Eliminación agua: Los métodos más utilizados es la centrifugación, por aire y escurrido. Mezcla-pesado: se lo hace en un tambor de mezcla en la cual en una balanza electrónica va dosificando el producto esto se hace más cuando es una ensalada fresca y en otras las combinaciones de frutas. Envasado: En atmosferas modificadas la composición se ajusta al envasar y ya no se lleva a cabo ningún tipo de control o corrección de la misma. Uno de ellos es tipo de envasado en películas plásticas de permeabilidad definida en la cual existe una modificación natural de la atmosfera ene le interior del envase debido a la permeabilidad del envase a los gases y permite la respiración del producto En el cuadro siguiente se muestra el equilibrio de O2 y CO2 Envasado al vacío se elimina el aire. Envasado atmosferas controladas; la composición de la atmosfera se mantiene constante durante todo el tiempo que dura el almacenamiento mediante un control continuo
- 11. Escuela Superior Politécnica del Litoral Manipulación y Transporte de alimentos Leonor Moreira Alvarado Factores que se deben tomar a consideración cuando se envasa Intensidad respiratoria del producto Sensibilidad del producto a baja concentraciones de O2 y altas de CO2 –– Atmósfera no adecuadas: desarrollo de sabores o aromas extraños resultantes de un metabolismo fermentativo. –– Se recomiendan niveles de O22--8%: • La tasa respiratoria es menor • Se retrasa la velocidad de las reacciones responsables de la maduración y la senescencia de los productos • Se inhiben el crecimiento de microorganismos aerobios • Se precisa una cierta cantidad de oxígeno para conservar las propiedades sensoriales para evitar la respiración anaerobia en que se generan etanol y acetaldehído que dan origen a sabores y olores extraños • Condiciones de anaerobiosis pueden favorecer el crecimiento de Clostridium botulinum Factores a tener en cuenta para el envasado en atmósferas Modificadas pasivas de vegetales • Actividad respiratoria del producto • Permeabilidad a los gases del film de envasado • Relación cantidad de producto/ superficie del film • Temperatura de almacenamiento FACTORES A TENER EN CUENTA EN LA SELECCIÓN DE PELÍCULAS PLÁSTICAS Permeabilidad a los gases como O2, CO2, etileno y vapor de agua Las películas plásticas más utilizadas: PVC Polietileno Polipropileno Poliestireno
- 12. Escuela Superior Politécnica del Litoral Manipulación y Transporte de alimentos Leonor Moreira Alvarado Almacenamiento: Se debe tener un ambiente en el almacen de 2 a 4°C duarante 48 horas Ventas:También se debe tener un ambiente en el almacen de 2 a 4° y su tiempo en exhibicion es de 7-10 dias . la temperatura lineal critica es 8-10°C Los factores que afectan la calidad son los siguientes: Factores geneticos Factores precosecha Estado de madurez en el procesado Proceso de elaboracion: en el pelado y en el cortado la herida provoca
- 13. Escuela Superior Politécnica del Litoral Manipulación y Transporte de alimentos Leonor Moreira Alvarado
- 14. Escuela Superior Politécnica del Litoral Manipulación y Transporte de alimentos Leonor Moreira Alvarado
- 15. Escuela Superior Politécnica del Litoral Manipulación y Transporte de alimentos Leonor Moreira Alvarado Conclusión Estas nuevas tendencias en el procesamiento de alimentos IV Gamma proponen un producto lo más parecido a un alimento fresco haciendo que el consumidor se sienta satisfecho al conseguir productos más naturales y saludables para su consumo. Sin embargo este campo es muy amplio ya que debe conocerse muy de fondo el mecanismo de inactivación de microorganismos o de inhibición de reacciones químicas que ocurren naturalmente en un alimento que hace que la industria de alimentos esten diseñando equipos y también formulando otros métodos más favorables para que el producto final sea confiable tomando en cuenta los aspectos de seguridad, calidad y costo de los AMP(alimentos mínimamente procesados ) son desafíos que se presentan dentro de esta área. Referencias Kader A. Tecnología Postcosecha de Cultivos Hortofrutícolas. Universidad de Davis. California. 570 pag. Del Valle JM y Palma MT. 1997. Preservación II. Atmósferas controladas y modificadas. En: Temas en Tecnología de Alimentos. Ed. JM Aguilera. México, D.F. CYTED, IPN. Vol. 1. http://industriaalimentaria.org/docu/bb/Jugo.pdf http://calidad.fundacionidea.com/iiicongreso/comunicaciones/x1100.pdf http://www.horticom.com/revistasonline/extras/extra09/52_57.pdf