
Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Destacado
Destacado (20)
Similar a Presentación1
Similar a Presentación1 (20)
Último
Último (19)
Presentación1
- 1. Álvaro Plata Gómez 1ºA
- 2. 1) DEFINICIÓN. 2) PUNZONADORAS (PRIMER TIPO). 3) PUNZONADORAS (SEGUNDO TIPO). 4) TOLERANCIA DE CORTE DE LA MATRIZ. 5) PROBLEMAS DEL PUNZONADO (PRIMER Y SEGUNDO PROBLEMA) 6) PROBLEMAS DEL PUNZONADO (TERCER PROBLEMA) 7) PROBLEMAS DEL PUNZONADO (CUARTO Y QUINTO PROBLEMA) 8) PUNZONADO VS CORTE CON LÁSER 9) FIN
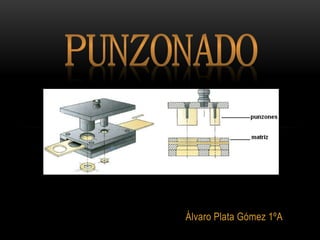
- 3. El punzonado es una operación mecánica que consiste en separar o seleccionar una pieza metálica plana con una forma predeterminada mediante una serie de herramientas diseñadas para cortar materiales duros. El punzonado se realiza en diversos tipos de prensas mecánicas. Los elementos básicos para realizar un punzonado son: el punzón, la matriz y un anillo de orientación.
- 4. Hay dos tipos de punzonadoras: Las punzonadoras de torreta y las monopunzón. • Punzonadoras de torreta: tienen un doble tambor (torreta superior e inferior) donde van alojados los utillajes de punzonado. El utillaje se compone de un contenedor (porta-punzón) que va montado en la torreta superior y que consta de una guía, un muelle, el punzón y el pisador. En la torreta inferior se montará la matriz. Esta torreta girará en función del programa para ir seleccionando los utillajes necesarios para realizar la pieza.
- 5. • Monopunzón: Tienen un almacén de utillaje. La punzonadora ira cogiendo y dejando los utillajes de ese almacén. Cada una de las posiciones del almacén dispone de un cassette donde están montados el punzón, el separador, la matriz y un anillo de orientación.
- 6. Para realizar un agujero de una dimensión concreta en una chapa de un espesor determinado el punzón debe tener la misma dimensión que el agujero deseado, y la matriz deberá tener una dimensión un poco mayor. Esa diferencia de dimensiones es conocida como «tolerancia de corte de la matriz». La tolerancia de corte adecuada es aquella que hace coincidir las fracturas de corte generadas por el punzón y por la matriz. Si utilizamos una matriz con tolerancia demasiado ajustada se crearán dos fracturas que no se encontrarán. A continuación veremos una tolerancia apropiada contra una muy ajustada: Podemos ver que en el primer caso el corte es limpio mientras que en el segundo no lo es.
- 7. A continuación, veremos los problemas que puede haber en el punzonado. 1) Problema de subida de retales. Este problema se da en las punzonadoras CNC o de torreta, debido a que, como las punzonadoras pueden dar muchos golpes por minuto, puede hacer que el retal del agujero punzonado suba hacia arriba, lo que puede ocasionarle a la maquina varios problemas. 2) Problemas de extracción. Debido a la elasticidad del material la chapa tiende a comprimirse contra las paredes del punzón. Por este motivo es necesario que algún elemento ejerza una fuerza ascendente suficiente para que ayude al punzón a salir de la chapa.
- 8. 3) Problemas de adhesión del material en el punzón. Este tipo de problema se produce debido a varios factores. Cuando se realizan varios punzonados la temperatura de punzón aumenta. Teniendo en cuenta que cuando se realiza un agujero hay parte del material que es arrancado, es normal que ciertas partículas de chapa queden sueltas. Si además, existe una compresión del material contra las paredes del punzón, es fácil que esas partículas se queden adheridas al punzón. Este tipo de problemas dependerá mucho del tipo de material que se esté punzonando; Si se punzona aluminio o inoxidable las probabilidades serán mayores que si se punzona acero.
- 9. 4) Problemas de tonelaje. Es importante saber qué tonelaje va a ser necesario cuando realicemos un agujero para no sobrepasar el tonelaje máximo de la punzonadora (en caso contrario podríamos ocasionar daños al utillaje o a la máquina). El tonelaje necesario depende del perímetro de corte del punzón, del espesor de la chapa y del esfuerzo de corte del material a punzonar. 5) Problemas del afilado y vida útil de la punzonadora. La mayoría de los problemas relacionados con la vida útil de la punzonadora están relacionados con las operaciones de mantenimiento y el tipo de montaje realizado por el operario. Se recomienda hacer una adecuada lubrificación del punzón, guías y chapa, rectificar los utillajes, aplicar recubrimientos para aumentar la dureza y verificar que haya una correcta alineación entre el punzón y la matriz. Vale la pena mencionar que la vida útil del utillaje está ligada al tipo de espesor de la chapa que se está punzonando, por lo que también es necesario asegurarse que la tolerancia esté repartida.
- 10. Aunque hoy en día el punzonado haya sido sustituido por el corte por láser, todavía tiene algunas ventajas con respecto al corte con láser: • Evolución de la herramientas: Existen herramientas que nos permiten cortar de modo progresivo, eliminando las marcas entre punzón y punzón, que consiguen una calidad similar a la del corte por láser. Además, el láser todavía no puede embutir y para ello se requiere de las punzonadoras. • Espacio ocupado: En la mayoría de los casos, el espacio ocupado por una punzonadora es menor al ocupado por un láser y el espacio es un factor importante en cualquier empresa. • Coste productivo: El coste de realizar una pieza en punzonadora es inferior a realizarlo en un láser. En espesores delgados y piezas de formas sencillas no hay láser que pueda competir con el coste de la punzonadora. Y, además, por lo general, la inversión inicial en la compra de una punzonadora es menor que en una máquina de corte por láser.