![tadores: rebordes, pestanas, cinturas roscadas, agujeros fileteados,
etc. En algunos casos, ]os desmontadores se incorporan en la cons¬
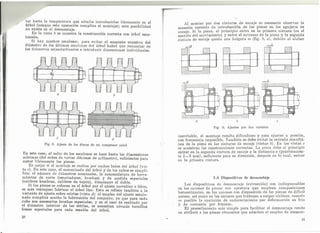
truccion de la pieza.
En la figura 10 se muestra el ajuste de un casquillo con apretura
en una pieza tipo armazon. La construccion a se desmonta con
Fig. 10. Dispositivos de extraccion
dificultad. El desmontaje puede simplificarse, aumentando la altura
de la pestana m (vista b), introduciendo la holgura anular h (vista c)
o la cavidad g entre la pestana y el cuerpo para la herramienta de
desmontaje (vista d), taladrando agujeros roscados s en el casquillo
(vista e) o t en el cuerpo (vista f) para los tornillos-extractores. Los
agujeros roscados deben ser no merios de tres (bajo un angulo de
120°) para que se garantice la extraccion de la pieza sin torceduras.
mma 1 ÿ] ( ( ( "T .—J(T Mm.
11
a b c d e f
Fig. 11. Dispositivos de extraccion para cubos encajados compactamente
En la figura 11 se representan dispositivos de desmontaje para
extraer cubos exactamente encajados desde las superficies cilindricas.
En las construcciones a y b, en el cubo se ha previsto una rosea
para el extractor. En las construcciones c y d, de extractores sirven
los retenes anulares colocados en el cubo.
En las construcciones e, / se ha aplicado el sistema de rosea dife-rencial.
La tuerca de apriete va dotada de dos cinturas de rosea con
distinto paso; al desenroscarse la tuerca saca el cubo de arbol.
En la figura 12 se exponen ejemplos de como se introducen los
elementos de extraccion en la construccion de piezas (los elementos
de extraccion estan designados con la cifra 1).
En la construccion del asiento de valvula metido a presion en el
cono (vista o), sustituir el asiento es practicamente imposible. La
union puede hacerse desmontable, si se aumenta el agujero en rela-cion
con los bordes del asiento (vista b) o se atribuye al asiento un
22
r'-n-
Fig. 12. Dispositivos de extraccion de piezas de la construccion de inaquinaria
tipo](data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7)
Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Destacado
Destacado (10)
Similar a 1.4 1.5-1.6-1.7-1.8-1.9
Similar a 1.4 1.5-1.6-1.7-1.8-1.9 (20)
1.4 1.5-1.6-1.7-1.8-1.9
- 1. tar hasta la temperatura que admita introducirlas libremente en el arbol (aunque esta operacion complica el montaje); esta posibilidad no existe en el desmontaje. En la vista b se muestra la construccion correcta con arbol esca-lonado. Si hay muchos escalones, para evitar el aumento excesivo del diametro de los ultimos escalones del arbol habra que renunciar de los diametros estandartizados e introducir dimensiones individuales. n JZ///7T////7f///7> tl ajP Y////%y/// ' d Fig. 8. Ajuste de los discos de un compresor axial En este caso, el salto de los escalones se hace hasta las dimensiones minimas (del orden de varias decimas de milimetro), suficientes para meter libremente las piezas. Es mejor si el montaje se realiza por ambos lados del arbol (vis¬ ta c). En este caso, el mecanizado del arbol y de los cubos se simpli-fica; el numero de diametros nominales, la nomenclatura de herra-mientas de corte (escariadores, brochas) y de medida especiales (calibres hembras, calibres de tapon), disminuye el doble. Si las piezas se colocan en el arbol por el ajuste corredizo o libre, es mas ventajoso fabricar el arbol liso. Esto se refiere tambien a la variante de ajuste sobre estrias (vista d): el empleo del ajuste escalo-nado complica mucho la fabricacion del conjunto, ya que para cada cubo son necesarias brochas especiales, y en el caso de centrado por el diametro interior de las estrias, se necesitan ademas tornillos fresas especiales para cada escalon del arbol. 20 Al montar por dos cinturas de encaje es necesario observar la sucesion correcta de introduccion de las piezas en los agujeros de encaje. Si la pieza, al principio entra en la primera cintura (en el sentido del movimiento) y entre el extremo de la pieza y la segunda cintura de encaje queda una holgura m (fig. 9, a), debido al alabeo 'mmm b c Fig. 9. Ajustes por dos cinturas inevitable, el montaje resulta dificultoso y para ajustes a presion, con frecuencia imposible. Tambien se debe evitar la entrada simulta-nea de la pieza en las cinturas de encaje (vistas b). En las vistas c se muestran las construcciones correctas. La pieza debe al principio entrar en la segunda cintura de encaje a la distanciaw (practicamen-te 2—3 mm), suficiente para su direccion, despues de lo cual, entrar en la primera cintura. 1.4 Dispositivos de desmontaje Los dispositivos de desmontaje (extraccion) son indispensables en las uniones de piezas con apretura que emplean composiciones hermetizantes, en las uniones con disposicion de las piezas de dificil acceso, asi como en las uniones que trabajan a cargas ciclicas, cuando es posible la aparicion de endurecimiento por deformacion en frio y de corrosion por friccion. El procedimiento mas simple para facilitar el desmontaje reside en atribuir a las piezas elementos que admitan el empleo de desmon- 21
- 2. tadores: rebordes, pestanas, cinturas roscadas, agujeros fileteados, etc. En algunos casos, ]os desmontadores se incorporan en la cons¬ truccion de la pieza. En la figura 10 se muestra el ajuste de un casquillo con apretura en una pieza tipo armazon. La construccion a se desmonta con Fig. 10. Dispositivos de extraccion dificultad. El desmontaje puede simplificarse, aumentando la altura de la pestana m (vista b), introduciendo la holgura anular h (vista c) o la cavidad g entre la pestana y el cuerpo para la herramienta de desmontaje (vista d), taladrando agujeros roscados s en el casquillo (vista e) o t en el cuerpo (vista f) para los tornillos-extractores. Los agujeros roscados deben ser no merios de tres (bajo un angulo de 120°) para que se garantice la extraccion de la pieza sin torceduras. mma 1 ÿ] ( ( ( "T .—J(T Mm. 11 a b c d e f Fig. 11. Dispositivos de extraccion para cubos encajados compactamente En la figura 11 se representan dispositivos de desmontaje para extraer cubos exactamente encajados desde las superficies cilindricas. En las construcciones a y b, en el cubo se ha previsto una rosea para el extractor. En las construcciones c y d, de extractores sirven los retenes anulares colocados en el cubo. En las construcciones e, / se ha aplicado el sistema de rosea dife-rencial. La tuerca de apriete va dotada de dos cinturas de rosea con distinto paso; al desenroscarse la tuerca saca el cubo de arbol. En la figura 12 se exponen ejemplos de como se introducen los elementos de extraccion en la construccion de piezas (los elementos de extraccion estan designados con la cifra 1). En la construccion del asiento de valvula metido a presion en el cono (vista o), sustituir el asiento es practicamente imposible. La union puede hacerse desmontable, si se aumenta el agujero en rela-cion con los bordes del asiento (vista b) o se atribuye al asiento un 22 r'-n- Fig. 12. Dispositivos de extraccion de piezas de la construccion de inaquinaria tipo
- 3. perfil conico-inverso (vista c). Entonces surge la posibilidad deextraer el asiento, aplicando esfuerzo desde el lado superior del asiento. Las cajas de prensaestopas (vista d) con frecuencia se pegan al fondo, debido a la penetracion de la guarnicion en la holgura entre la caja y el arbol. El dificil extraer la caja pegada del prensaestopas, si no se preve en la caja un elemento extractor, por ejemplo, una pestana (vista e). El mejor procedimiento reside en colocar un anillo reten en la tuerca de union (vista /). Con este tipo de construction la caja sale del prensaestopas simultaneamente con el desenrosque de la tuerca. En las vistas g, h se muestra el conjunto de enmangado de un casquillo en un arbol hueco. En la construccion g la extraccion del Fig. 13. Esquemas de extraccion hidraulica casquillo es posible solo deteriorandolo, por ejemplo, si se enrosca en el un vastago roscado conico. En la construccion h el casquillo se extrae con un tope en el extremo. Otros ejernplos de construcciones incorrectas y correctas se dan en las vistas i,j (enmangado de un bulon) y k, I(colocacion del gene-rador de torbellino en un quemador). En las vistas m, n se muestran los procedimientos para aligerar el desmontaje de los cubos. En la construccion m, en el cubo se han previsto agujeros para el extractor. En la construccion n (instalacion del cubo en conos centradores) la pestana de la tuerca de apriete se La introducido en la ranura anular del cono separable. Al desenros-car la tuerca, esta retira al principio el cono que, apoyandose en el anillo de reten 2, extrae el cubo. Para aligerar el desmontaje de los retenes anulares de muelle instalados en los agujeros, se preven cavidades (vista o) o agujeros (vista p) para las pinzas. En la figura 12, q se muestra una chaveta guia con agujero para el tornillo-extractor. Para desmontar uniones a presion y tensadas se aplica el proce¬ dimiento de extraccion hidraulica (fig. 13, a), suministrando aceite 24 L a las superficies de encaje a una presion de 1500—2000 kgf/cm2. En la figura 13, b se muestra el procedimiento de extraccion hidraulica de un casquillo de un agujero ciego. En el agujero del casquillo, llenado previamente de aceite, se introduce un embolo bu-zo. Al aplicar al embolo buzo el esfuerzo de una prensa en la capa de aceite se desarrolla presion que extrae el casquillo del alojamiento de encaje. 1.5 Desmontaje de bridas El desmontaje de bridas de gran diametro colocadas entre juntas o con composiciones hermetizantes, o bien que trabajan a elevadas temperaturas, con frecuencia se dificulta debido a la sinterizacion de las superficies de empalme. En la figura 14 se muestran los dis-positivos de desmontaje mas sen-cillos. En una de las bridas (vistas a—c) se hacen unos salientes o cavi¬ dades (habitualmente tres bajo un angulo de 120°) que admitan la ap-licacion de esfuerzos axiales para separar las bridas. En las vistas d,—/ se muestran construcciones con salientes o cavidades en ambas bri¬ das que se pueden separar con un destronillador introducido en las cavidades. En la figura 15 se muestran dis-positivos de desmontaje mas per- Fig. 14. Dispositivos de extraccion para las bridas Fig. 15. SeparacioD de bridas valien-dose de tornillos-extractores fectos. En una de las bridas se hacen tres agujeros fileteados dispues-tos bajo un angulo de 120°. Las bridas sedesunen, enroscando en los agujeros tornillos de presion (vista a). Para evitar que se aplasten las superficies de empalme (particularmente en las piezas fabricadas de aleaciones ligeras) se colocan talones templados debajo de los tornillos de presion (vista fc); los agujeros para los tornillos se refuer-zan con una capa interior refractaria. 25
- 4. 1.6 Bases de montaje La posicion de ]as piezas en el montaje debe ser determinada um-vocamente por las bases de montaje. No deben admitirse las indeter-minaciones constructivas, con las cuales el montador debe realizar Fig. 16. Fijacion de piezas en el mon¬ taje el montaje a su modo. No son de-seables las construcciones que exigen la regulacion, ajuste y colocacion de acuerdo con el si-tio, etc. En la produccion, los errores del montaje pueden des-cubrirse por control. En el ser-vicio, sobre todo, si la maquina la monta personal inexperto no habra garantia de su montaje correcto. Gualquier indeterminacion en el montaje exige de los monta-dores y controladores, tiempo y trabajo complementario y redu¬ ce la productividad de las ope-raciones de montaje. En este ca-so, la calidad del montaje depen-de en mucho de la calificacion del personal. En la figura 16, a, se expone el ejemplo de una construccion in-correcta. El pinon se aprieta en el arbol por ambos lados con dos tuercas anulares 1. En esta construccion se carece de la base que determine la posicion axial del pinon y del arbol. En el montaje y en las revisiones del conjunto se tiene que gastar tiempo complemen- 26 tario para regular la posicion del pinon En manos inexpertas o nefe lio-entes el conjunto puede montarse incorrectamente. ° En la construccion b, se ha intentado fijar la posicion del pinon no con mucho exito. El cojinete fijador 2 se aprieta en el saliente m del arbol; el pinon se aprieta con apoyo en el anillo interiorÿ del cojinete. Si al principio se tensa el cojinete fijador y luego el pinon, la posicion de este ultimo resulta plenamente determinada, pero no esta por descartado que al principio se apriete el pinon a traves del cojinete 3, y, a continuacion, el cojinete 2. En este caso, el pinon puede desplazarse de la posicion nominal. En la construccion correcta c se ha creado una base rigida: el ri-bete n, sobre el cual se aprieta el cojinete y el pinon independiente-mente el uno del ot.ro. La posicion del pinon y del arbol esta absolutamente fijada y puede oscilar solo en los limites de las tolerancias para el tratamiento mecanico. En la figura 16, d, el pinon de con-sola se ha colocado en cojinetes de apoyo radial apretados en el cuerpo por ambos lados con tuercas anulares. Aqui, se care¬ ce de base; la posicion del pinon en el conjunto puede variar en los limites de la carrera de la tuerca. En la construccion correcta e la po¬ sicion de los pinOnes se ha fijado por la base (arandela roscada 4). En el conjunto de sujecion de la pa-leta en el rotor de un compresor axial (fig. 17, a) la posicion radial de las pale-tas en el rotor no se ha determinado con nada; para montar correctamente este conjunto es necesario un aditamen-to especial que asegure la colocacion Fig. 17. Colocacion de los alabes de un compresor axial de las paletas a igual distancia del centro del rotor. En la construc¬ cion b la posicion de las paletas se ha fijado por la base, aunque por un lado; la concentricidad de las paletas se mantiene durante el montaje por el tope de sus zocalos en la superficie cilindrica exterior del rotor. Las construcciones mas racionales son aquellas en las que las paletas se fijan rigidamente en sentido radial en ambos lados (fig. 17, c). 1.7 Exclusion de la posibilidad de un montaje incorrecto En muchos casos los errores diminutos a la vista y dificiles de descubrir de la colocacion de las piezas, pueden producir la altera-cion del funcionamiento del conjunto e incluso averias. En estos
- 5. casos no se puede recurir a semimedidas, por ejemplo, a la indicacion de la posicion correcta de las piezas en el montaje, valiendose de rayas, trazos, marcaciones, etc. La unica solucion correcta consiste en que con ayuda de medidas constructivas se asegure el montaje de las piezas solo en la posicion debida. En el conjunto de sujecion de la tapa de un cojinete (fig. 18), la tapa se ha fijado respecto del cuerpo con dos pasadores de control 1 (vista a). El error reside en la simetria de la disposicion de los pasa¬ dores: no esta por descartado que la tapa se ponga girada 180° en comparacion con la posicion inicial, como resultado de lo cual se alterara la cilindricidad del lecho y la coincidencia de los extremos, logradas durante el tratamiento mecanico precedente en conjunto. La disposicion asimetrica de los pasadores (vistas b, c) excluye la posibilidad de un montaje incorrecto. En el cojinete de contacto piano (vista d) los casquillos se ban colocado en un cuerpo separable: el superior en el manguito sumi-nistrador de aceite 2, el inferior en el pasador de control 3 del mismo diametro que el manguito. En el montaje se puede cometer un error, colocando el casquillo inferior arriba y el superior abajo. La posibili¬ dad de este error puede evitarse, si el manguito y el pasador de con¬ trol 3 se hacen de distinto diametro (vista e). En el conjunto de ajuste del manguito de cojinete (vistas /—i) el manguito debe ser colocado de modo que el agujero suministrador de aceite, en el cuerpo, coincida con el agujero en el manguito. Enla construccion / el manguito se puede girar erroneamente a 180°, como consecuencia de lo cual el agujero suministrador de aceite quedara obstruido. En la construccion g, la posibilidad del montaje erroneo puede excluirse introduciendo el pasador de control 4. Para disminuir las exigencias a la exactitud de la disposicion del agujero en la entrada del agujero se ha previsto un rebajo piano. Otra solucion consiste en abrir en el manguito dos agujeros diame-tralmente opuestos con rebajos pianos (vista h). En la construccion ien el manguito se ha hecho una ranura anular que garantiza el suministro de aceite cualquiera que sea la posicion del manguito. En las vistas j—Ise muestra la tapa 5 que comunica por la ranu¬ ra extrema dos agujeros para el aceite en el cuerpo. La construccion / no es correcta: la tapa puede colocarse por equivocacion en los tor-nillos de sujecion, de modo que los agujeros en el cuerpo quedaran cerrados. Abriendo la ranura, no en la tapa, sino en el cuerpo (vista k) o sustituyendo la ranura en la tapa por un rebajo cilindrico (vista I) puede asegurarse el trabajo correcto del conjunto. En la figura 19, a—c se representa la colocacion de una brida con espaldon de sujecion interior m. En el caso de disposicion simetrica de los tornillos de sujecion (vista a), puede desplazarse el espaldon de la posicion angular debida. Para evitar esto es necesario colocar la brida con un pasador de control (vista b) o disponer los tornillos de sujecion asimetricamente. Basta el desplazamiento de uno de los Fig. 18. Prevencion del montaje incorrecto
- 6. tornillos al angulo a = 5 -r- 10° (vista c) para que se garantice el montaje correcto. En las vistas d—ise muestran las variantes de enrosque de espa-rragos en el cuerpo. En la construccion d los extremos de los esparra-gos tienen una misma rosea, pero distinta longit.ud de la parte file-teada: es posible la colocacion erronea del esparrago en el cuerpo. M18*2fi M18*2$ M18"2fi M18*2 M18*2j M18>. e X-A i m r Fig. 19. Prevencion del montaje incorrecto Ayuda poco la introduccion de sintomas distintivos, es decir, la atribucion de distinta configuracion a los extremos del esparrago, por ejemplo, aguzar uno de los extremos en forma de esfera (vista e) o no hacer la cintura lisa en el otro extremo (vista f). Se puede evitar la posibilidad del montaje incorrecto, si la rosea en los extremos del esparrago se ejecuta con distinto paso (vista g) o, mejor, con distinto diametro (vista h). Ademas, puede atribuirse a los extremos del esparrago una con¬ figuracion absolutamente identica e iguales dimensiones axiales (vista i), lo que hace que la posicion del esparrago en el montaje sea indiferente. El principio de montaje indiferente exclyue la posibilidad de erro-res y aumenta la productividad de las operaciones de montaje, libe-rando al montador de gastar tiempo en elegir la posicion correcta de la pieza. En la figura 19, se representa el enmangado en el cuerpo de un casquillo que tiene en un lado un chaflan entrante de pendiente sua¬ ve c para colocar los cojinetes de contacto rodante. En el montaje erroneo el chaflan resulta en el lado opuesto. como consecuencia de lo cual la instalacion del cojinete sera dificultosa. En la construc¬ cion k, donde los chaflanes se ban quitado de ambos lados, la posi¬ cion del manguito en el montaje resulta indiferente. Las tuercas de sujecion con claflan unilateral no son ventajosas (vistas I, n), ya que el montador debe observar que las tuercas se 30 coloquen correctamente; en condiciones del montaje mecanizado et, necesario el avance orientado de las tuercas hacia la herramienta para enroscar. Como regla general, conviene emplear tuercas con chaflan bilateral (vistas m, o) que pueden colocarse por cualquier lado. Igualmente se debe evitar el empleo de arandelas adicionadas de forma asimetrica (vistas Z, o). En el conjunto del sello de aceite con anillos de muelle secciona-dos (vista p) el cuerpo 1del sello (empaquetadura) debido a la asi-metria de su forma debe ser colocado solo en una posicion. Si se colo-ca mal (vista q) la construccion resulta sin capacidad de trabajar. En la construccion m el cuerpo se ha hecho simetrico; el trabaio co¬ rrecto del conjunto se asegura en cualquier disposicion del cuerpo. 1.8 Aeceso para la herramienta de montaje Para simplificar el montaje y desmontaje hay que garantizar un comodo acceso de la herramienta de montaje a las piezas de sujecion. En la figura 20, a se expone el ejemplo de una construccion no satis-factoria (conjunto de instalacion de la polea de transmision por ÿn d I I e f Fig. 20. Acceso de la herramienta de montaje a, d, e, construcciones incorrectas; b, c, /, g, construcciones correctas correa cuneiforme con prensaest.opas). Para llevar la llave a los tornillos del manguito de fondo hay que sacar previamente la polea del arbol. En la construccion b se ha corregido este error, alejandola polea a la distancia s, suficiente para introducir la llave cerrada a la cabeza de los tornillos. En la construccion c, en el disco de la polea se ha abierto el agu-jero n que admite el apriete de los tornillos del manguito de fondo con una llave tubular (de muletilla). En las vistas d—g se muestra la sujecion del cilindro de un motor de enfriamiento por aire. La construccion d no es correcta: la holgu-ra hx entre el nervio inferior y los extremos de los esparragos de suje¬ cion, que queda despues de colocar el cilindro en los esparragos, es menor que la altura h de las tuercas de sujecion. Este conjunto puede montarse por un solo procedimiento extremadamente improductivo: 31
- 7. levantar un poco el ©ilindro en los esparragos (vista e), colocar en su lugar las tuercas y, a continuacion, enroscar sucesivamente todas las tuercas. Para el montaje productive hay que prever entre el nervio inferior y el extremo del esparrago la holgura h2, que sobrepase la altura de la tuerca h (vista /), o hacer en los nervios inferiores los rebajos m para la tuerca (vista g). Como regla general, se recomienda asegurar la posibilidad del enrosque de las tuercas y los tornillos con Haves tubulares que son mas comodas en el trabajo, elevan la productividad del montaje, deterioran menos las facetas de las tuercas y permiten aumentar la Fig. 24. Enroscado de tuercas fuerza de apriete. El enroscado de las tuercas por el extremo es obli-gatorio en el montaje mecanizado empleando entuercadoras electri-cas o neumaticas. En la figura 21 se exponen ejemplos del cambio de las construc-ciones de los conjuntos de sujecion con el fin de pasar al montaje mecanizado. En la construccion a las tuercas pueden enroscarse solo con llave cerrada. En la construccion b se ha previsto la holgura s que admite el enrosque con llave tubular. El montaje mas comodo es el de la construccion c, donde las tuercas se han previsto en la superficie abierta de la pieza. En el conjunto de sujecion del soporte (vista d) el enrosque desde el extremo puede asegurarse disponiendo los tornillos a la distancia s (vista e) del resalte del soporte o con los tornillos de sujecion por el lado opuesto a la disposicion del soporte (vista f). 32 En el conjunto de sujecion de la tubuladura angular (vista g) es dificil el acceso a la tuerca interior; aqui no es posible el empleo de ]a llave tubular para enroscar la tuerca. En la construccion h se ha corregido el error, girando la brida 90° respecto al eje de la tubula¬ dura. Es aun rnejor la construccion i, donde las tuercas se han pre¬ visto por encima de la superficie de la tubuladura. En el caso de disposicion de las tuercas en sitios estrechos es necesario designar holguras minimas para la llave en corresponden-cia a las dimensiones de las entuercadoras y a las cabezas-llave inter-cambiables. Las cabezas de los tornillos deben fijarse contra su giro durante el apriete, por ejemplo, apoyando el hexaedro en un redan (fig. 22, a, b), Fig. 22. Fijacion de tornillos contra el giro y el desplazamiento axial con rebajos pianos (vista c), con aletas (vista d), etc., para evitar la necesidad de sujetar la cabeza con la llave al enroscar la tuerca. No es menos importante prevenir el desplazamiento axial de los tornillos durante el apriete y excluir la posibilidad de que caigan los tornillos, particularmente si estos se montan en posicion verti¬ cal. La fijacion de los tornillos con reten anular (vista e) no es razo-nable, ya que la ranura para el reten debilita el tornillo. Las cons-trucciones /, g, son mejores. Para aligerar la colocacion de las tuercas durante el enrosque mecanizado, en los extremos de las piezas de sujecion se deben pre¬ ver chaflanes de entrada con pendiente suave. 1.9 Trabajos de cabulleria Hay que asegurar la posibilidad de los trabajos de cabulleria de los grupos y piezas pesados para el transporte interior de la fabri-ca, asimismo de la maquina en conjunto para su transportacion y colocacion en el sitio. 33 3—977
- 8. Si la configuracion de la maquina lo permite, los cables y agarres se atari en las patas, salientes (fig. 23, a), rebordes (vista 6), aguje-ros (vista c) o barras colocadas en los agujeros (vista d). Si en la maquina no hay tales elementos, es necesario colocar cancamos. T~~ Fig. 23. Suspension de piezas en trabajos de cabulleria Suspender la maquina o una pieza de grandes dimensiones en un punto, puede hacerse solo en el caso que el centro de gravedad se encuentre muy bajo y la linea del centro de gravedad pase por el Fig. 24. Cancamos punto de sujecion, es decir, en el caso de piezas altas con seccion pequena (vista e). La suspension en un punto de piezas de considerable anchura (vista /) puede provocar el torcimiento y el volqueo de la pieza. Las piezas de esta forma se deben sujetar, por lo menos, en dos puntos " (vista g). Para las piezas bajas de gran anchura y longitud no se deix admitir la sujecion en uno y en dos puntos (vistas h, i). En el caso general, estas piezas deben suspenderse en tres puntos, mejor aun en cuatro (vista Las piezas cib'ndricas del tipo de arboles se suspenden en cancamos enroscados en agujeros fileteados (fig. 24. a), habitualmente unifi-cados con los alojamientos de centrado (GOST 14034—68). Lo que mas frecuentemente se emplea son los cancamos anulares (vista b). Las dimensiones de estos se eligen de las normales, sobre la base de la magnitud de las cargas que actuan en el cancamo. Para la colocacion lateral se emplean cancamos de consola cilindri-cas con gargantas para los cables y los agarres (vista <:ÿ)• En la figu-ra 24, d, se muestra la construccion de un cancamo de consola para grandes cargas. Al proyectar cancamos no estandartizados hay que tener mucha precaucion, ya que si la construccion resulta incorrecta puede ser la causa de la caxda de la maquina del aparejo, del deterioro de la maquina y de victimas humanas. Los cancamos se deben calcular con gran margen de seguridad. Hay que evitar el empleo de cancamos de fundicion. Las partes de contacto de los cancamos con los cables deben ser suavemente redondeadas. 1.10 Transmisiones por engranajes cilmdricos Al fabricar las ruedas dentadas estas se controlan por. elementos que determinan la correccion del engrane (espesor del diente, paso, batimiento radial de la corona dentada, correccion de la evolvente, etc.), o complejamente, comprobando las ruedas en el engrane de uno o dos perfiles con el piiion patron. En el ultimo caso se determina la exactitud cinematica de la transmision, la suavidad de marcha, la holgura lateral en el engrane y el contacto de los dientes. La rueda a comprobar se pone en rotacion por un piiion patron, al principio en un sentido, luego en sentido opuesto frenando ligeramente la rueda. El aparato automatico registrador registra en el perfilograma las desviaciones de la marcha de la rueda en comparacion con la rueda de control precisa que, a su vez, esta engranada con el piiion patron. La magnitud A de oscilacion maxima de la velocidad angular de la rueda en una revolucion (fig. 25) es el indice de exactitud cinematica. Esta magnitud refleja principalmente el batimiento del cilindro primitivo respecto de las superficies base de la rueda (munones, agujeros de encaje). E1 indice de suavidad de marcha. es el valor medio aritmetico de los errores ciclicos en una revolucion de la rueda /ÿp _ ai+a2~r - -f n ' que refleja sumariamente los errores del espesor de los dientes del paso y de la evolvente. 3* 35 m