Elección de un metodo de Ensayo No Destructivo para la examinación (Guía)
•
0 recomendaciones•1,187 vistas

El documento describe los equipos y métodos típicos para la inspección visual, con líquidos penetrantes, partículas magnéticas, radiografía (rayos gamma y rayos X), ultrasonido, corrientes eddy y pruebas de fuga. Cada método se utiliza para detectar ciertos tipos de discontinuidades y tiene ventajas como la portabilidad y desventajas como limitaciones en la profundidad de detección.

Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Destacado
Destacado (13)
Similar a Elección de un metodo de Ensayo No Destructivo para la examinación (Guía)
Similar a Elección de un metodo de Ensayo No Destructivo para la examinación (Guía) (20)
Último
Último (20)
Elección de un metodo de Ensayo No Destructivo para la examinación (Guía)
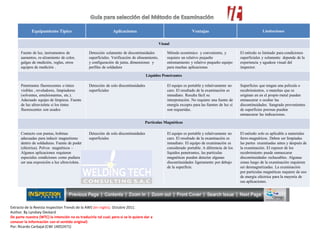
- 1. Equipamiento Típico Aplicaciones Ventajas Limitaciones Visual Fuente de luz, instrumentos de aumentos, re-alzamiento de color, galgas de medición, reglas, otros equipos de medición . Detección solamente de discontinuidades superficiales. Verificación de alineamiento, y configuración de junta, dimensiones y perfiles de soldadura Método económico y conveniente, y requiere un relativo pequeño entrenamiento y relativo pequeño equipo para muchas aplicaciones El método es limitado para condiciones superficiales y solamente depende de la experiencia y agudeza visual del inspector. Líquidos Penetrantes Penetrantes fluorescentes o tintes visibles , reveladores, limpiadores (solventes, emulsionantes, etc.). Adecuado equipo de limpieza. Fuente de luz ultravioleta si los tintes fluorescentes son usados Detección de solo discontinuidades superficiales El equipo es portable y relativamente no caro. El resultado de la examinación es inmediato. Resulta fácil su interpretación. No requiere una fuente de energía excepto para las fuentes de luz si son requeridas. Superficies que tengan una película o recubrimientos, o manchas que se originan en en el propio metal pueden enmascarar o ocultar las discontinuidades. Sangrado provenientes de superficies porosas pueden enmascarar las indicaciones. Partículas Magnéticas Contacto con puntas, bobinas adecuadas para inducir magnetismo dentro de soldaduras. Fuente de poder (eléctrica). Polvos magnéticos – Algunos aplicaciones requieren especiales condiciones como pudiera ser una exposición a luz ultravioleta. Detección de solo discontinuidades superficiales El equipo es portable y relativamente no caro. El resultado de la examinación es inmediato. El equipo de examinación es considerado portable. A diferencia de los líquidos penetrantes, las partículas magnéticas pueden detectar algunas discontinuidades ligeramente por debajo de la superficie. El método solo es aplicable a materiales ferro-magnéticos. Deben ser limpiadas las partes examinadas antes y después de la examinación. El espesor de los recubrimiento puede enmascarar discontinuidades rechazables. Algunas zonas luego de la examinación requieren ser desmagnetizadas. La examinación por partículas magnéticas requiere de uso de energía eléctrica para la mayoría de sus aplicaciones. Extracto de la Revista Inspection Trends de la AWS (en ingles). Octubre 2011. Author. By Lyndsey Deckard De parte nuestra (WTC) la intención no es traducirla tal cual; pero si se le quiere dar a conocer la información con el sentido original) Por: Ricardo Carbajal (CWI 14052471)
- 2. Equipamiento Típico Aplicaciones Ventajas Limitaciones Radiografía (Gamma) Fuente de rayos gamma, cámara de proyección de rayos gamma, sujetadores de película, película, pantallas de plomo, equipamiento para procesamiento de películas, pantalla para ver películas, instalaciones de exposición, equipos de monitoreo de radiación Detección de discontinuidades volumétricas como son poros, faltas de penetración, penetración incompleta, escorias, etc. También discontinuidades como fisuras, faltas de fusión pueden ser detectadas con un menor grado de exactitud. Pueden ser usados también en ciertas aplicaciones para evaluar requerimientos de dimensionamiento, como alineamiento, condiciones en la raíz, y espesores de pared. El método es generalmente no restringido por el tipo de grano o tamaño de grano. El método puede detectar discontinuidades superficiales y sub-superficiales. Las imágenes ayuda a la caracterización de las discontinuidades. La película proporciona un registro permanente para una revisión futura. Discontinuidades planares debe estar favorablemente alineadas con el rayo de radiación a fin de que sean confiablemente detectadas. La Radiación posee un potencial peligro para el personal. El costo por el equipo de radiografía, instalaciones, programas de seguridad, y licencias relacionadas son relativamente caros o altos. Se requiere un tiempo relativamente largo entre el exposición, procesado hasta la disponibilidad de los resultados . Una accesibilidad por ambos lados es necesaria. Uso de químicos para el procesado Radiografía (Rayos- x) Fuente de rayos – x (maquinas), fuente eléctrica de poder, equipo en general similar al equipamiento usado en las fuentes por rayos gamma. (citado anteriormente). La misma aplicación que lo citado anteriormente Similar a lo citado anteriormente, excepto que los rayos –x pueden ser ajustados a diferentes niveles de energía y generalmente producen una alta calidad radiográfica comparadas a las radiografías gamma. El proceso también goza de las mismas ventajas que lo citado anteriormente Costo inicial alto en un equipo de rayos – x. No es generalmente considerado portable. También goza de las mismas limitaciones citadas anteriormente. Ultrasonido Instrumento Pulo-eco instrumento capaz de excitar un material piezo - eléctrico y generando energía ultrasónica que pasa a través de la soldadura., y un adecuado tubo de rayos catódicos o pantalla digital capaz de recibir magnitudes de ondas o recibir ondas de sonido como energía. Bloques de calibración, liquido acoplan te El método puede detectar muchas discontinuidades en la soldadura incluyendo, fisuras, inclusiones de escoria, y fusión incompleta. También puede ser usado en la verificación de espesores. El método es sensible a discontinuidades de tipo planares . El resultado de la examinación puede ser conocido inmediatamente. El método es portátil, y muchos instrumentos detectores de fallas por ultrasonido operan mediante batería. El método tiene gran capacidad de penetración. El método puede ser usado y permitido aun accediendo por un solo lado de la junta. La condición superficial debe ser la adecuada para el acoplamiento de los transductores. Un liquido acoplante es requerido . Pequeñas y estrechas soldaduras pueden ser difíciles de inspeccionar. Estándares de referencia y habilidades relativas en el operador son requeridos. Materiales con un largo tamaño de grano que conforman la estructura pueden dificultar la inspección. El método es menos sensible para discontinuidades redondeadas.
- 3. Equipamiento Típico Aplicaciones Ventajas Limitaciones Corrientes Eddy Un instrumento capaz de inducir campos electromagnéticos dentro de la soldadura con un sensibilidad en la resultante de las corrientes eléctricas( Eddy), la cual es inducida por sondas o un detector. Patrones de calibración. Discontinuidades sobre o cercanas a la superficie. Contenido de aleaciones o tratamiento térmicos podrían afectar resultados Equipamiento usado con sondas superficiales, generalmente de peso liviano y portable. Soldaduras pintadas o recubiertas pueden ser inspeccionadas. El método pude ser parcial o completamente automatizado para una mayor rapidez, es una examinación relativamente no cara. Examinaciones prelativamente poco profundas. Mucho materiales y variables de examinación pueden afectar las señales. Leak Testing (Prueba de Fuga) Leak Testing requiere de un gas o un medio liquido, una bomba para aplicar un diferencial de presión de un lado de un componente soldado y un dispositivo para contener la presión si la soldadura es de estructura no cerrada. Un instrumento de detección de si el medio de penetración de la soldadura no se puede detectar visualmente también puede ser necesaria Detección de discontinuidades pasantes. (Discontinuidades a través del espesor) Relativamente barato y fácil de hacer si la inspección es favorable a llevarse visualmente. Medios especiales como el Helio requieren un equipamiento mas sofisticado. Sin embargo un leak testing por Helio es mas sensible. Se requiere de una fuente como el agua u otro medio, principalmente de la disposición del medio y el componente soldado debe dejarse limpio luego de la examinación. Extracto de la Revista Inspection Trends de la AWS (en ingles). Octubre 2011. Author. By Lyndsey Deckard De parte nuestra (WTC) la intención no es traducirla tal cual; pero si se le quiere dar a conocer la información con el sentido original) Por: Ricardo Carbajal (CWI 14052471)