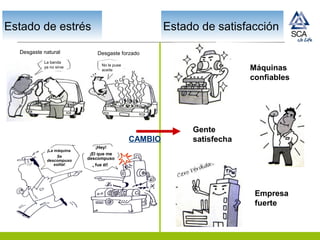
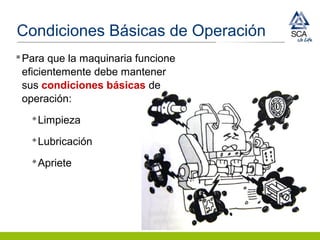
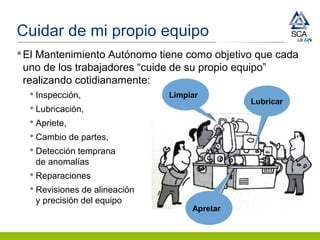
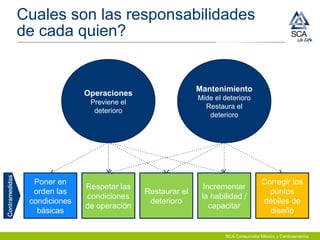
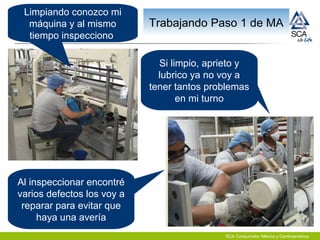
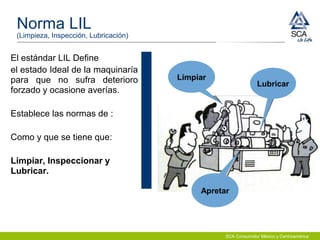
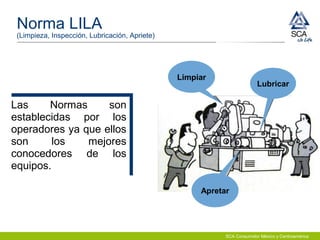
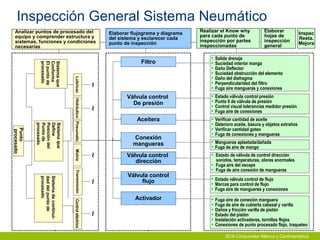
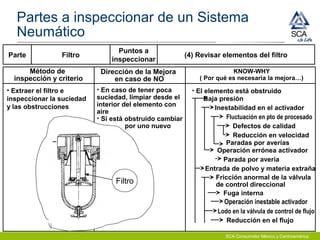
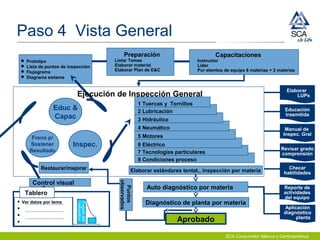
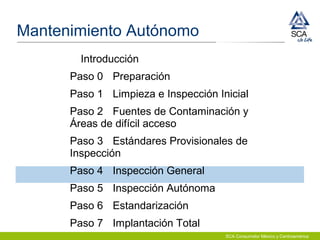
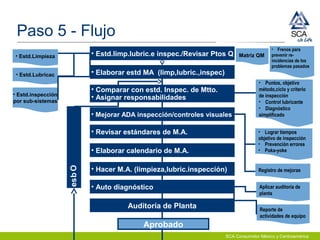
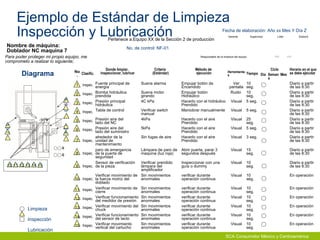
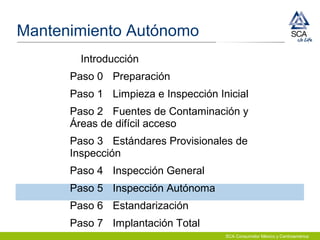
Este documento describe el concepto de Mantenimiento Autónomo y sus objetivos. El Mantenimiento Autónomo es un proceso mediante el cual los operadores se hacen responsables del mantenimiento básico de su maquinaria a través de actividades como limpieza, lubricación y apretado. Esto tiene como objetivo que cada operador cuide su propio equipo para prevenir deterioro forzado y mejorar la eficiencia y confiabilidad de la producción. El documento también explica las responsabilidades de los operadores y el mantenimiento en este proceso, así como las actividades













































![Mantenimiento Autónomo TPM 2012[108].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/mantenimientoautnomotpm2012108-220927140226-fc897d13-thumbnail.jpg?width=640&height=640&fit=bounds)





















