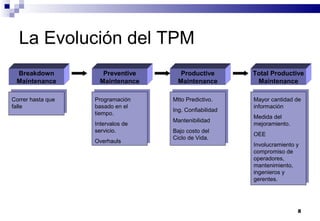




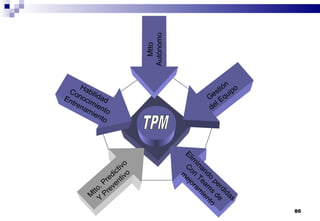

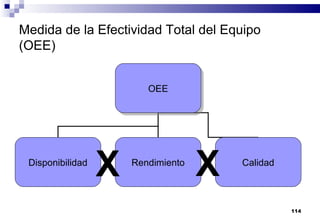
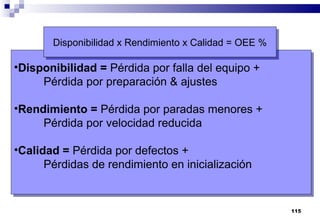
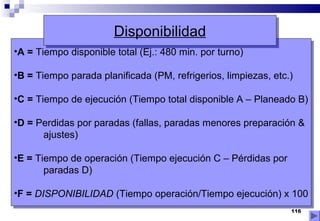
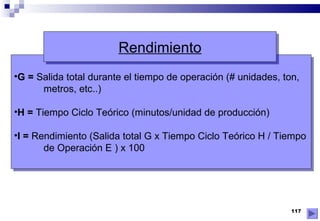
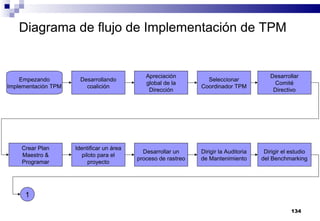
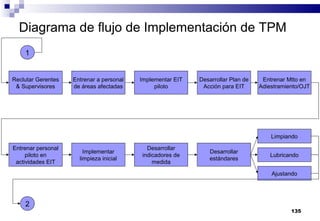
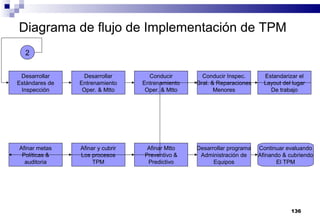

Este documento presenta una introducción al concepto de Mantenimiento Productivo Total (TPM). Explica los fundamentos del TPM, incluyendo sus metas y beneficios para la compañía, operadores y personal de mantenimiento. También describe las seis principales pérdidas que el TPM busca eliminar: fallas, preparación y ajustes, pérdida de tiempo y paradas menores, y reducción de velocidad y calidad. El documento provee una guía básica sobre los conceptos clave del TPM.



































































