
Recomendados
Recomendados
Más contenido relacionado
Similar a 14. DOSSIER DE CALIDAD-TACO PARA FONDO CELDA OK-50.pdf
Similar a 14. DOSSIER DE CALIDAD-TACO PARA FONDO CELDA OK-50.pdf (20)
Último
Último (20)
14. DOSSIER DE CALIDAD-TACO PARA FONDO CELDA OK-50.pdf
- 1. SISTEMA DE ASEGURAMIENTO Y CONTROL DE CALIDAD Código: PL-CAL-F1-1 Revisión: 01 DOSSIER DE CALIDAD DE FABRICACIÓN Aprobado por: J.C Fecha: 05-06-2023 DOSSIER DE CALIDAD DE FABRICACIÓN DE TACO DE FONDO CELDA OK-50 AÑO DE FABRICACIÓN: 2024 PROYECTO: FABRICACIÓN DE TACO DE FONDO CELDA OK-50 CLIENTE: ABRATECH INGENIEROS S.A.C
- 2. SISTEMA DE ASEGURAMIENTO Y CONTROL DE CALIDAD DOSSIER DE CALIDAD DE FABRICACIÓN PROYECTO: FABRICACIÓN DE TACO DE FONDO CELDA OK-50 CLIENTE: ABRATECH INGENIEROS SAC ÍNDICE 1. PACKING LIST 2. PLAN DE CALIDAD DE FABRICACIÓN. 3. WPS PRECALIFICADO. 4. CERTIFICADO DE PERSONAL NDT. 5. HOMOLOGACIÓN DE SOLDADORES. 6. CERTIFICADOS DE CALIDAD DE MATERIALES E INSUMOS. 7. REGISTROS DERECEPCIÓN Y VEREFICACIÓN DE MATERIALES E INSUMOS. 8. REGISTRO DE CONTROL DIMENSIONAL. 9. REGISTROS DE CONTROL VISUAL DE SOLDADURA. 10. REGISTRO FOTOGRÁFICO 11. PLANOS
- 3. SISTEMA DE ASEGURAMIENTO Y CONTROL DE CALIDAD Código: F-CAL-PRO-C1 Revisión: 01 DOSSIER DE CALIDAD DE FABRICACIÓN Aprobado por: J.C. Fecha: 12-06-23 1. PACKING LIST.
- 4. Codigo: Revisión: Aprobado: Fecha: CKECK V° B° ALTURA (A) ACABADO 1 UND 100 -- PINTADO 2 UND 100 -- PINTADO 3 UND 100 -- PINTADO 4 UND 100 -- PINTADO 5 UND 100 -- PINTADO 6 UND 100 -- PINTADO 7 UND 100 -- PINTADO 8 UND 100 -- PINTADO 9 UND 100 -- PINTADO 10 UND 100 -- PINTADO 11 UND 100 -- PINTADO 12 UND 100 -- PINTADO pzas Nombre: -- TACO DE FONDO / TF-11 1 -- -- 250 -- TACO DE FONDO / TF-10 1 -- TACO DE FONDO / TF-12 1 -- -- 250 APROBACION FINAL: -- TACO DE FONDO / TF-5 1 -- 250 -- TACO DE FONDO / TF-7 1 -- 250 -- -- 250 -- TACO DE FONDO / TF-9 1 -- -- 250 LISTADO DE PRODUCTOS TACO DE FONDO / TF-2 1 -- 250 DIAMETRO (D) 250 LARGO (L) TACO DE FONDO / TF-1 1 -- Dimensiones en milimetros CANTIDAD UND DESCRIPCION DE ELEMENTOS ITEM -- -- DATOS GENERALES CFA-1242-24 CLIENTE: ABRATECH INGENIEROS S.A.C. FECHA: 20-02-2024 LP-CAL-F-1 1 J.C. 05-06-2023 Rev.: 0 -- PROYECTO: FABRICACION DE TACO DE FONDO CELDA OK-50 SISTEMA DE ASEGURAMIENTO Y CONTROL DE CALIDAD REGISTRO/PACKING LIST PESO TOTAL: -- 12 Metal Negro Vulcanizado Pintado Leyenda de condiciones de acabado: TACO DE FONDO / TF-3 1 -- TACO DE FONDO / TF-6 1 -- 250 -- 250 -- TACO DE FONDO / TF-8 1 -- -- 250 -- Fecha: 20/02/2024 TALLER DE FABRICACIÓN LUGAR DE LIBERACIÓN: LIBERADO POR: -- -- PESO (Kg.) COMENTARIOS ANCHO (H) -- -- -- -- TACO DE FONDO / TF-4 1 -- 250 -- -- CONTROL DE CALIDAD - C & P INGENIERÍA Y CONSTRUCCIONES S.A.C. Firma:
- 5. SISTEMA DE ASEGURAMIENTO Y CONTROL DE CALIDAD Código: F-CAL-PRO-C1 Revisión: 01 DOSSIER DE CALIDAD DE FABRICACIÓN Aprobado por: J.C. Fecha: 12-06-23 2. PLAN DE CALIDAD DE FABRICACIÓN.
- 6. SISTEMA DE ASEGURAMIENTO Y CONTROL DE CALIDAD Código: F-CAL-PRO-C1 Revisión: 01 PLAN DE CALIDAD DE FABRICACIÓN Aprobado por: J.C. Fecha: 12-06-23 PROYECTO: FABRICACIÓN DE TACO PARA FONDO CELDA OK-50 CLIENTE: ABRATECH INGENIEROS SAC PLAN DE CALIDAD Copia: Copia Asignado a: 01 ABRATECH INGENIEROS S.A.C REV. FECHA RESPONSABLES FIRMA 01 12-02-2024 ELABORADO POR: QA.QC - C & P INFAMIN SAC 01 12-02-2024 REVISADO POR: GERENTE DE OPERASIONES – C &P INFAMIN S.A.C. Luis Palacios 01 12-02-2024 APROBADO POR: GERENTE GENERAL – C & P INFAMIN S.A.C José Caisahuana E PLAN DE CALIDAD DE FABRICACIÓN PROYECTO: FABRICACIÓN DE TACO PARA FONDO CELDA OK-50
- 7. SISTEMA DE ASEGURAMIENTO Y CONTROL DE CALIDAD Código: F-CAL-PRO-C1 Revisión: 01 PLAN DE CALIDAD DE FABRICACIÓN Aprobado por: J.C. Fecha: 12-06-23 2 | P á g i n a ÍNDICE 1. OBJETIVO ..................................................................................................................................3 2. ALCANCE...................................................................................................................................3 2.1 Área Proyectos............................................................................................................3 2.2 Descripción técnico del suministro ..........................................................................3 3. OBJETIVOS................................................................................................................................3 4. TERMINOS Y DEFINICIONES...................................................................................................4 5. CÓDIGOS Y NORMAS DE REFERENCIA................................................................................4 6. ORGANIZACION........................................................................................................................5 7. RESPONSABILIDADES ............................................................................................................5 7.1 Control de la Calidad:.................................................................................................5 7.2 Jefe de Planta ..............................................................................................................6 7.3 Supervisor Mecánico...............................................................................................7 9. CONTROL DOCUMENTARIO ...................................................................................................8 9.1 CONTROL DE LOS REGISTROS................................................................................9 9.2. CONTROL DE MATERIALES Y EQUIPOS (control de materiales y bienes del cliente) 9 10. PLAN DE PUNTOS DE INSPECCION ..................................................................................10 11. CONTROL DE CALIDAD EN LOS TRABAJOS REALIZADOS ..........................................10 11.1 Revisión de Planos y Procedimientos ...............................................................10 11.2 Inspección de Materiales y Equipos...................................................................10 11.3 Proceso de Trazado, Corte y Habilitado...............................................................11 11.3.1 Trazado del material base.................................................................................11 11.3.2 Corte y Habilitado ..............................................................................................11 11.3.3 Uso de Equipo de Protección Personal..........................................................11 11.4 Control Dimensional.............................................................................................12 11.5 Registro de Proceso de Soldadura.....................................................................12 11.6 Exámenes e inspecciones finales ......................................................................12 13. DOSSIER DE CALIDAD.........................................................................................................13
- 8. SISTEMA DE ASEGURAMIENTO Y CONTROL DE CALIDAD Código: F-CAL-PRO-C1 Revisión: 01 PLAN DE CALIDAD DE FABRICACIÓN Aprobado por: J.C. Fecha: 12-06-23 3 | P á g i n a 1. OBJETIVO El presente Plan de Calidad establece los lineamientos y controles que se tendrán en cuenta durante el desarrollo de las actividades y comprendidas dentro del ámbito del proyecto “FABRICACIÓN DE TACO PARA FONDO CELDA OK-50” y que se encuentran estipulados dentro del Sistema de Gestión de Calidad de C & P INGENIERÌA Y FABRICACIONES PARA LA MINERÍA Y LA INDUSTRIA SAC, de manera que garantice, que cada actividad del servicio se ejecute cumpliendo los estándares de calidad y requerimientos contractuales, obteniendo un producto que satisfaga los requisitos y reglamentos aplicables, para obtener la satisfacción del cliente, a través de la aplicación eficaz del Sistema de Calidad, incluyendo los procesos para la mejora continua y el Aseguramiento de la Calidad. De acuerdo al avance del servicio y a las necesidades de mejora requeridas por el proceso constructivo, el Plan de Calidad puede ser objeto de actualizaciones posteriores. 2. ALCANCE Este plan de calidad describe las responsabilidades y procedimientos de todas las actividades realizadas por C & P INGENIERÌA Y FABRICACIONES PARA LA MINERÍA Y LA INDUSTRIA SAC. Durante el desarrollo de los trabajos establecidos en el ámbito del proyecto “FABRICACIÓN DE TACO PARA FONDO CELDA OK-50”. 2.1 Área Proyectos 2.2 Descripción técnico del suministro C & P INGENIERÌA Y FABRICACIONES PARA LA MINERÍA Y LA INDUSTRIA SAC, suministrara: - Plancha ASTM A-36 3/8” - Tubo Ø2” SCH40 - Plancha ASTM A-36 1” - Bocinas 3. OBJETIVOS El objetivo del presente plan de calidad, es establecer y definir los criterios de calidad a seguir en el desarrollo de la fabricación del servicio denominado “FABRICACIÓN DE TACO PARA FONDO CELDA OK-50” según establecido. Tenemos como objetivo y satisfacción para ambas partes, el cumpliendo las siguientes pautas: • Cumplir con los criterios técnicos establecidos por el cliente, para el proyecto. • Cumplir con el cronograma de desarrollo del proyecto. • Cumplir el plan de inspecciones establecido y normas que comprende el proyecto. • Cumplir con la entrega de la documentación solicitada (Registros, reportes, informes, etc.), según solicitud del cliente.
- 9. SISTEMA DE ASEGURAMIENTO Y CONTROL DE CALIDAD Código: F-CAL-PRO-C1 Revisión: 01 PLAN DE CALIDAD DE FABRICACIÓN Aprobado por: J.C. Fecha: 12-06-23 4 | P á g i n a 4. TERMINOS Y DEFINICIONES C & P INGENIERÌA Y FABRICACIONES PARA LA MINERÍA Y LA INDUSTRIA SAC: Sistema de Gestión de Calidad: Conjunto de elementos relacionados y que interactúan para establecer la política y los objetivos para dirigir y controlar una organización con respecto a la calidad. Gestión Documentaria: Actividades coordinadas para controlar la emisión, difusión y conservación de toda la documentación emitida. Registro: Son todos aquellos documentos que representan resultados obtenidos o proporcionan evidencia de las actividades desempeñadas. Cambio de Ingeniería: Es todo cambio o variación al diseño de la Ingeniería del Servicio. Acción Correctiva: Acción tomada para eliminar la causa de una no conformidad detectada u otra situación no deseable. Trazabilidad: Capacidad para seguir la historia (origen de materiales y partes), la aplicación (historia del procesamiento) o la localización de todo aquello que está bajo consideración en el ámbito del servicio y/o instalación y considerado como entregable. Aplicado a soldadura, un defecto de soldadura corresponde a una discontinuidad relevante que sobrepasa los criterios de aceptación del código o norma con la que se evalúa el trabajo. 5. CÓDIGOS Y NORMAS DE REFERENCIA La elaboración de este documento se basa en la norma ISO 9001- 2015, según requerimientos de calidad de las especificaciones técnicas, manuales y documentos establecidos para el proyecto que a continuación se detallan: 5.1 Abreviaciones Organismos y abreviaciones aplicables para el proyecto que, C & P INGENIERÌA Y FABRICACIONES PARA LA MINERÍA Y LA INDUSTRIA SAC. Aplicara normas de referencia para la fabricación de los elementos metálicos que conforma el proyecto. 5.2 Códigos y Normas • AWS D1.1 Norma de fabricación de aceros estructural por soldadura. • CÓDIGO ASME SECCIÓN V Normas para inspección y ensayos no destructivos soldadura • ISO 13920 Norma de tolerancias para fabricación por estructura metálicos unidas por soldadura • ISO 2768 Norma de tolerancias para fabricaciones por mecanizado. • ISO 2859 Norma de control de calidad de productos por número de muestreo. Códigos y normas que son aplicables al servicio: • CÓDIGO ASME SECCIÓN V Métodos de inspección por ensayos destructivos y no destructivos.
- 10. SISTEMA DE ASEGURAMIENTO Y CONTROL DE CALIDAD Código: F-CAL-PRO-C1 Revisión: 01 PLAN DE CALIDAD DE FABRICACIÓN Aprobado por: J.C. Fecha: 12-06-23 5 | P á g i n a • ISO 13920 Estándar de tolerancias para construcción con soldadura. 6. ORGANIZACION Para el desarrollo del proyecto, C & P INGENIERÌA Y FABRICACIONES PARA LA MINERÍA Y LA INDUSTRIA S.A.C, ha dispuesto una organización, la cual tendrá a su cargo las funciones y responsabilidades inherentes a la calidad, con la finalidad de lograr el nivel de calidad previsto para el cliente. El personal asignado para el desarrollo del proyecto será conformado por personal calificado. Para la administración y ejecución del Plan de Calidad, C & P INGENIERÌA Y FABRICACIONES PARA LA MINERÍA Y LA INDUSTRIA S.A.C., ha asignado al supervisor de control de calidad, quienes llevaran a cabo todos los controles aplicables y procesos descritos en dossier de calidad de la producción. C & P INGENIERÌA Y FABRICACIONES PARA LA MINERÍA Y LA INDUSTRIA S.A.C., Efectuará los trabajos de control de calidad en concordancia con el plan de calidad establecido, de acuerdo al modelo del sistema de gestión de la calidad ISO 9001-2015. 7. RESPONSABILIDADES 7.1 Control de la Calidad: • Conocer los lineamientos del Plan de Calidad de fabricación. • Poner en práctica los procedimientos específicos del proyecto incluyendo los formatos de control definidos como parte del Sistema de Gestión de Calidad. • Implementar y verificar el cumplimiento de los procedimientos que exige los formatos de control sean adecuadamente seguidos en el campo. • Reportar al Gerente de operaciones sobre posibles modificaciones o cambios de los documentos contractuales previos al inicio y durante la ejecución de la obra, Informando además sobre los reclamos potenciales en relación a cambios en el alcance del proyecto. • Revisar los resultados de los documentos del programa para disponer medidas orientadas a que se logren los niveles de calidad esperados. • Controlar y distribuir a sus supervisores de Especialidad información técnica actualizada. • Responsable de cumplir y hacer cumplir con lo establecido en el presente Plan de Calidad, garantizando el aseguramiento de la calidad en cada operación desarrolladas por C & P INGENIERÌA Y FABRICACIONES PARA LA MINERÍA Y LA INDUSTRIA SAC. • Estar completamente familiarizado con el alcance del contrato, planos de construcción, especificaciones técnicas, códigos y normas aplicables, a fin de garantizar su cumplimiento durante el desarrollo de los trabajos. • Responsable de la implementación, mantenimiento y actualización de los procedimientos y protocolos de calidad utilizados en el servicio. • Planificar en coordinación con el Supervisor mecánico las actividades de inspección previendo los recursos necesarios en las distintas etapas de la fabricación.
- 11. SISTEMA DE ASEGURAMIENTO Y CONTROL DE CALIDAD Código: F-CAL-PRO-C1 Revisión: 01 PLAN DE CALIDAD DE FABRICACIÓN Aprobado por: J.C. Fecha: 12-06-23 6 | P á g i n a • Verificar el empleo de documentación, planos y demás especificaciones técnicas establecidas, que se encuentren debidamente aprobados y en última revisión. • Coordinar la calibración de todos los instrumentos y equipos de medición que se vienen utilizando en el servicio. • Identificar, informar y rechazar trabajos defectuosos, monitoreando la reparación o reconstrucción del trabajo rechazado y documentando las observaciones, mediante los Reportes. • Realizar todas las inspecciones indicadas en el Plan de Calidad y Plan de Puntos de Inspección, a fin de garantizar el Aseguramiento de la Calidad durante el desarrollo de todas las actividades. • Tiene la autonomía de funciones necesaria para detener el trabajo con causa, rechazar el trabajo defectuoso y reportar todo incumplimiento de calidad, proponiendo soluciones. • Compilar y mantener los registros de control de calidad del servicio. • Elaborar y presentar el Dossier de Calidad del servicio al Cliente o su representante, como entrega final o parcial del servicio. En planificación: • Liderar la planificación de la calidad de los trabajos a efectuar en la ingeniería del proyecto y la producción. • Dirigir, coordinar y controlar los procesos de la construcción de acuerdo a la planificación de obra. En el campo • Analizar e interpretar los siguientes documentos contractuales: planos, especificaciones técnicas, procedimientos, instrucciones de trabajo. • Asegurar que en todas las áreas de trabajo se cumplan los lineamientos establecidos por el Programa de Salud, Seguridad y Medio Ambiente del proyecto. • Coordinar con el representante del cliente las autorizaciones para el inicio de un trabajo. • Evaluar las prácticas, sistemas y métodos constructivos, estableciendo medidas correctivas cuando sea requerido. • Evaluar los índices de producción de grupos o cuadrillas de trabajo, estableciendo medidas de mejoramiento. • Revisión de la valorización mensual de los procesos que maneja. • Analizar el informe de producción y sugerir acciones preventivas y correctivas para los procesos que maneja. 7.2 Jefe de Planta • Revisar, evaluar y cumplir los requisitos del servicio aplicables del presenta plan de calidad.
- 12. SISTEMA DE ASEGURAMIENTO Y CONTROL DE CALIDAD Código: F-CAL-PRO-C1 Revisión: 01 PLAN DE CALIDAD DE FABRICACIÓN Aprobado por: J.C. Fecha: 12-06-23 7 | P á g i n a • Responsable de asignar los recursos, movilidad, comunicación y personal para cumplir con el Plan de Calidad. • Coordinar que todos los trabajos a realizarse dentro del servicio sean ejecutados cumpliendo lo indicado en el presente Plan de Calidad y que tenga su Dossier en el caso que lo amerite. • Coordinar y ejecutar el levantamiento de no conformidades y otras observaciones presentadas durante el servicio. • Coordinar los cambios y consultas de ingeniería con el responsable del cliente a cargo del proyecto. • Planificar y coordinar los trabajos a realizarse con el Supervisor de Calidad a fin de garantizar el cumplimiento de los puntos de inspección. • Verificar que los instrumentos y equipos utilizados en la ejecución de los trabajos tengan su certificado de calibración vigente, según el requerimiento de las especificaciones del contrato. • Verificar el empleo de documentación, planos y demás especificaciones técnicas, debidamente actualizados y aprobados para construcción. 7.3 Supervisor Mecánico • Seguimiento y verificación que este plan de calidad se cumpla. • Capacitación y programación de etapas de operación en fabricación. • Coordinación con el personal de fabricación para establecer funciones. • Revisión de planos de ingeniería para fabricación aprobada o en modificaciones que se presentan en coordinación y autorizadas por el jefe de planta. • Coordinación con el supervisor de calidad para programaciones de liberación de producto terminado por proceso. 7.5 Jefe de Logística • Cumplir con los requerimientos de insumos y materiales en el tiempo programado. • Asegurar y verificar que los materiales suministrados tengan certificados de calidad y/o fichas técnicas. • Verificar que los materiales solicitados sean de acuerdo a las especificaciones técnicas requeridas. • Recepción y Almacenamiento de materiales e insumos. • Coordinación con el supervisor de calidad para la liberación y conformidad del producto terminado. • Envelado y traslado de productos terminados. • Programación de despachos e entregas.
- 13. SISTEMA DE ASEGURAMIENTO Y CONTROL DE CALIDAD Código: F-CAL-PRO-C1 Revisión: 01 PLAN DE CALIDAD DE FABRICACIÓN Aprobado por: J.C. Fecha: 12-06-23 8 | P á g i n a 8. ACTIVIDADES Y PROCEDIMIENTOS DE QA/QC DURANTE EL PROCESO CONSTRUCTIVO DE FABRICACION. Las etapas para la gestión de calidad aplicables para la ejecución del proyecto se describen a continuación: 8.1 Planificar la Calidad Planificar la calidad es el proceso que consiste en identificar los requisitos de calidad y/o estándares para el proyecto y el producto; y documentar la manera en que el proyecto demostrará el cumplimiento con los mismos. Para cumplir con esta planificación se debe desarrollar los siguientes documentos: Plan de Calidad Formatos (protocolos y/o registros). Actualización de documentos. Revisión de Planos. Dossier de fabricación 8.2 Aseguramiento de la Calidad Para el aseguramiento de la obra se tendrá en consideración los siguientes: 8.2.1 Verificar Que se cumplan todos los procesos de gestión de calidad durante la obra. Que se cumpla con el levantamiento de los productos no conformes. Que se cumpla las acciones correctivas recomendadas. Que se cumplan los cambios solicitados. 8.2.2 Actuar Definir controles, responsabilidades y tratamiento del producto no conforme. Identificar y analizar las causas de las no conformidades tanto existentes como potenciales e implementar las acciones correctivas y/o preventivas a fin de eliminarlas o evitar su ocurrencia. 8.3 Control de Calidad Para el Control de Calidad se tendrá en cuenta los siguientes: dar seguimiento y registrar los resultados de la ejecución de las actividades de control de calidad, a fin de evaluar el rendimiento y recomendar cambios necesarios. Controles de calidad a desarrollarse por actividad. Control de ensayos y pruebas que cumpla con los requisitos de la obra. Controlar que los equipos y productos a emplearse en obra estén calibrados y certificados. 9. CONTROL DOCUMENTARIO Dentro del Sistema de Gestión de calidad, C & P INGENIERÌA Y FABRICACIONES PARA LA MINERÍA Y LA INDUSTRIA SAC se maneja un control de toda la documentación del servicio, tanto la propia de la gestión de C & P INGENIERÌA Y FABRICACIONES PARA LA MINERÍA Y LA INDUSTRIA SAC, como la recibida o enviada al Cliente.
- 14. SISTEMA DE ASEGURAMIENTO Y CONTROL DE CALIDAD Código: F-CAL-PRO-C1 Revisión: 01 PLAN DE CALIDAD DE FABRICACIÓN Aprobado por: J.C. Fecha: 12-06-23 9 | P á g i n a Las acciones que se tomaran para asegurar un correcto control documentario son las siguientes: • Asegurar que los documentos emitidos para su uso dentro del servicio hayan sido previamente revisados y aprobados por el gerente general. • Asegurar la identificación de los cambios y estado de revisión actual de los documentos. • Asegurarse de que los documentos de origen externo, que la organización determina que son necesarios para la planificación y la operación del sistema de gestión, se identifican y que se controla su distribución. • Prevenir el uso no intencionado de documentos obsoletos, y aplicar una identificación si son retenidos. • Asegurarse que los documentos sean legibles y fácilmente identificables. • Asegurar la presencia de toda la documentación aplicable al servicio, como son los Procedimientos, Instructivos, Consultas Técnicas, Planos para Construcción, Especificaciones Técnicas y demás documentación que sea necesaria, ordenado, en última revisión y disponible en los puntos de uso para cuando sea requerido por el Cliente o ante alguna Auditoría Interna. • Asegurar la correcta distribución de toda la documentación que se requiere en cada área, controlando la emisión de las copias con el sello de COPIA CONTROLADA y difundiendo cualquier cambio realizado. Toda la documentación emitida y que será entregada al Cliente tiene una codificación única para el servicio, la cual ha sido codificada con las iniciales según el siguiente documento para los registros de control: ver anexo. 9.1 CONTROL DE LOS REGISTROS Los Registros de Calidad son la evidencia de que las actividades han sido efectuadas satisfactoriamente y que el producto final ha sido obtenido como resultado del control de las actividades, el dossier de calidad deberá ser entregados al encargado de calidad del cliente en físico o digital, con el cargo de recepción firmada. Cada procedimiento define los registros de calidad requeridos para un proceso particular del servicio. El supervisor de Calidad es responsable de mantener estos registros, los cuales proveen una evidencia objetiva del cumplimiento de los requerimientos del servicio. El gerente de operaciones y el equipo del servicio de fabricación son responsables de mantener y velar por el cumplimiento de los requisitos en cuanto a los registros de calidad, siendo el encargado de su control y custodia del responsable de control de calidad de C & P INGENIERÌA Y FABRICACIONES PARA LA MINERÍA Y LA INDUSTRIA SAC, para su entrega final al Cliente. 9.2. CONTROL DE MATERIALES Y EQUIPOS (control de materiales y bienes del cliente) Los materiales y equipos que se utilizarán para el desarrollo de las actividades serán adquiridos, recibidos, almacenados, mantenidos y entregados al servicio, Durante el desarrollo del servicio,
- 15. SISTEMA DE ASEGURAMIENTO Y CONTROL DE CALIDAD Código: F-CAL-PRO-C1 Revisión: 01 PLAN DE CALIDAD DE FABRICACIÓN Aprobado por: J.C. Fecha: 12-06-23 10 | P á g i n a se controlará y verificará la calidad de cada uno de los materiales (perfiles, planchas, varillas, etc.) desde el proceso de adquisición, ingreso al almacén, y antes del uso en la operación. Para garantizar el cumplimiento de las disposiciones del contrato, especificaciones técnicas y requisitos de la Norma ISO 9001:2015, se realizará un control documentado de todo el proceso de recepción de los materiales y equipos, lo que permitirá el correcto empleo de las herramientas de calidad para lograr el Aseguramiento del Proceso. 10. PLAN DE PUNTOS DE INSPECCION Las inspecciones, pruebas y ensayos a realizarse durante la ejecución de los trabajos estipulados en el servicio, se ejecutarán cumpliendo los lineamientos y especificaciones técnicas establecidas en el contrato, las mismas que se ejecutarán en cada etapa del proceso de Montaje que sea necesario y que se encuentre especificado en el Plan de Puntos de Inspección y Ensayo aprobados por el Cliente. El Plan de Puntos de Inspección aplicable para el servicio se detalla en el documento Plan de Puntos de Inspección y Ensayo. Formato: F-CAL-PRO-PI3.01. 11. CONTROL DE CALIDAD EN LOS TRABAJOS REALIZADOS 11.1 Revisión de Planos y Procedimientos El cliente brindará la información necesaria (bases de diseño, especificaciones técnicas, planos base, etc.) para la realización de los trabajos especificados en el alcance del proyecto. Las ordenes de servicio y especificaciones emitidas por el cliente, serán revisadas por el Residente del proyecto para su adecuación y cumplimiento con los requerimientos aplicables, cualquier información adicional requerida, deberá ser coordinada con el cliente antes de comenzar los trabajos. El Proyectista del cliente, deberá coordinar con el jefe de planta, para decidir sobre los Procedimientos y procesos de soldadura aplicables, los cuales están incluidos dentro del presente Plan de Calidad y Plan de Puntos de Inspección y Ensayo. El Supervisor de Calidad, archivará los originales de todos los documentos, instructivos, procedimientos y los registrará en la carpeta de control documentario de C & P INGENIERÌA Y FABRICACIONES PARA LA MINERÍA Y LA INDUSTRIA SAC. El Supervisor de Calidad, es responsable de la revisión y distribución de los documentos, instructivos y procedimientos, de igual manera es el responsable de reemplazar, actualizar y de destruir o marcar como superados los procedimientos modificados. Se entregarán copias controladas a los supervisores y capataces de todos los frentes de trabajo. 11.2 Inspección de Materiales y Equipos Los trabajos de inspección de materiales y equipos se realizarán de acuerdo al a la orden de compra Todos los materiales requeridos durante la recepción deberán de contar con sus respectivos certificados de calidad, fichas técnicas, hojas de seguridad y manuales de los equipos. Para su verificación conjuntamente con la guía para su aprobación de recepción
- 16. SISTEMA DE ASEGURAMIENTO Y CONTROL DE CALIDAD Código: F-CAL-PRO-C1 Revisión: 01 PLAN DE CALIDAD DE FABRICACIÓN Aprobado por: J.C. Fecha: 12-06-23 11 | P á g i n a del suministro. Aprobado únicamente por el responsable de control de calidad. En coordinación con el jefe de planta. Las mediciones dimensionales de los materiales, deberán ser con sus respectivas herramientas de calibradas, según las indicaciones de la orden de compra. Todas estas verificaciones y custodia de toda la documentación que sustente las características técnicas solicitadas y verificadas durante la recepción, deberán ser custodiadas por el responsable de control de calidad. deberán ser registrados debidamente detalladas en las condiciones y características técnicas registradas por los responsables de control de calidad. Todos los materiales de recepción deberán ser almacenados e puestos en sus respectivas áreas y trazabilidad de almacenamiento adecuada y protección de los elementos estructuras. Formato: F-CAL-PRO-RM01.01 (Registro de Verificación de Materiales e Insumos). 11.3 Proceso de Trazado, Corte y Habilitado 11.3.1 Trazado del material base El proceso de trazado de los materiales es realizado por el personal calificado y entrenado para esa actividad, el trazado debe considerar las dimensiones indicadas, tolerancias establecidas para cada elemento y demás indicaciones establecidas en el plano. 11.3.2 Corte y Habilitado El corte de las tuberías y estructuras metálicas, se realizará con los equipos necesarios y adecuados para cada trabajo. Posteriormente se procederá a cepillar o esmerilar la superficie retirando las irregularidades del corte hasta lograr que la superficie se presente lisa y sin defectos superficiales e internas. El bisel para la soldadura a tope será preparado según los ángulos y dimensiones indicados en el procedimiento instructivo de inspección visual de soldadura aprobado de formato: F-CAL-PRO-IVS1.01, por C & P INGENIERÌA Y FABRICACIONES PARA LA MINERÍA Y LA INDUSTRIA S.A.C. Para asegurar la trazabilidad del material el Supervisor de Calidad o personal designado por él realizará el estampado con marcador metálico, que comprende una marca para identificar el material habilitado, el cual será indicado en su respectivo Registro. 11.3.3 Uso de Equipo de Protección Personal C & P INGENIERÌA Y FABRICACIONES PARA LA MINERÍA Y LA INDUSTRIA SAC, establece en su reglamento interno de seguridad y salud en el trabajo,
- 17. SISTEMA DE ASEGURAMIENTO Y CONTROL DE CALIDAD Código: F-CAL-PRO-C1 Revisión: 01 PLAN DE CALIDAD DE FABRICACIÓN Aprobado por: J.C. Fecha: 12-06-23 12 | P á g i n a Son de aplicación a todos los trabajadores de C & P INGENIERÌA Y FABRICACIONES PARA LA MINERÍA Y LA INDUSTRIA S.A.C., estableciendo funciones y responsabilidades con relación a la seguridad y salud ocupacional que deben cumplir obligatoriamente todos los trabajadores, proveedores, visitantes y otros, cuando se encuentren dentro de nuestras instalaciones. Las evaluaciones de riesgos, deberá ser evaluado antes de la ejecución de las actividades que compete el proyecto metalmecánico “FABRICACIÓN DE TACO PARA FONDO CELDA OK- 50”. 11.4 Control Dimensional El control dimensional de las estructuras metálicas se realizará siguiendo los lineamientos y criterios de aceptación de tolerancias admisibles normalizados. Los controles aplicados a las estructuras soldadas se deberán de aplicar para las tolerancias admisibles según la norma ISO 13920, para construcciones metálicas por soldadura. Formato: F-CAL-PRO-RD02.01 (Registro de control dimensional) 11.5 Registro de Proceso de Soldadura Esta sección describe los requerimientos para asegurar que la soldadura de fabricación tenga conformidad en base a ensayos superficiales por examinación por líquidos penetrantes visibles, para determinar la conformidad de las uniones soldadas aplicándose los instructivos de inspección visual, conjuntamente con los WPS/PRECALIFICADO e WPQ, respectivos del personal calificado, que serán adjuntados en el dossier de calidad de fabricación, El inspector de QC verificara el cumplimiento del WPS e Instructivos para inspección visual de soldadura registrando las inspecciones en los formatos: Formato: F-CAL-PRO-RV03.01 (Registro de inspección visual de soldadura). Formato: F-CAL-PRO-RL04.01 (Registro de líquidos penetrantes). 11.6 Exámenes e inspecciones finales Los exámenes e inspecciones finales serán realizados por el Inspector de Calidad o personal designado por él como medida de verificación final de los trabajos realizados. La inspección visual de soldadura se realizará durante la preparación, ejecución y finalización de los trabajos como indica el instructivo de inspección visual de soldadura, teniendo en cuenta los códigos y normas aplicables para cada trabajo. Una vez que la fabricación está terminada, el supervisor de Calidad o personal designado, realizará las inspecciones en las etapas antes, durante y después de las fabricaciones estructurales, verificando que los elementos fabricados estén de acuerdo con todos los requerimientos contractuales, especificaciones técnicas, código y normas aplicables. Después de completar las pruebas finales e inspecciones, el Inspector de Calidad deberá generar los registros de inspección de calidad, hacerlos firmar por la supervisión y archivarlos para su entrega final al cliente.
- 18. SISTEMA DE ASEGURAMIENTO Y CONTROL DE CALIDAD Código: F-CAL-PRO-C1 Revisión: 01 PLAN DE CALIDAD DE FABRICACIÓN Aprobado por: J.C. Fecha: 12-06-23 13 | P á g i n a 11.7 Inspecciones de ensayos finales C & P INGENIERÌA Y FABRICACIONES PARA LA MINERÍA Y LA INDUSTRIA SAC, Aplicara ensayos no destructivos por líquidos penetrantes para determinar la conformidad de las uniones soldadas en los elementos estructurales según lo establezca la normativa aplicable. Emitiéndose registros de conformidad de pruebas. 12. LIBERACION DE PRODUCTO TERMINADO Para la liberación y conformidad de los equipos fabricados, deberán cumplir con los parámetros según establece el manual de instalación, operación y mantenimiento de C & P INGENIERÌA Y FABRICACIONES PARA LA MINERÍA Y LA INDUSTRIA SAC, Las liberaciones de los equipos probados con sus respectivos registros de prueba validados por el responsable de calidad y a las áreas respectivas, determinadas en el registro protocolar. La liberación del producto, deberá ser comunicado a la jefatura de almacén para su disposición y conocimiento de la conformidad de fabricación como etapa final de termino de proyecto. El responsable de control de calidad deberá de emitir y registrar un listado de los productos liberados conformes según sus especificaciones técnicas dadas por ingeniería (oficina técnica). registradas en el formato: • Formato: F-CAL-PRO-RP05.01 (Packing List). 13. DOSSIER DE CALIDAD El Dossier de Calidad estará constituido por todos los documentos que sustenten el cumplimiento de los requerimientos del servicio, establecidos en el contrato. El dossier de calidad contendrá: • Documentos de Gestión (Plan de Calidad y Plan de Puntos de Inspección). • Planos de Fabricación • Calificación del personal de trabajos en caliente. • Certificados de Calidad de los materiales, accesorios y consumibles utilizados. • Registro de Inspección de todas las etapas controladas como visual de soldadura, dimensional, Líquidos penetrantes. • Entrega de Dossier de Fabricación, en físico y digital. 14. ANEXO Se detallan los formatos a Utilizar, para el control de fabricación.
- 19. SISTEMA DE ASEGURAMIENTO Y CONTROL DE CALIDAD Código: F-CAL-PRO-C1 Revisión: 01 PLAN DE CALIDAD DE FABRICACIÓN Aprobado por: J.C. Fecha: 12-06-23 14 | P á g i n a 14.1 Registro de verificación de materiales e insumos Control de espesores Inspeccion dimensional DATOS GENERALES CLIENTE: FECHA DE RECEPCION: REGISTRO DE VERIFICACIÓN DE MATERIALES E INSUMOS Codigo:F-CAL-PRO-RM01.01 Revisón:01 Aprobado por:J.C. Fecha:01-10-2022 RESULTADO VERIFICACION DE DOCUMENTOS DE RESPALDO Certificado de Calidad GUIA de Remision ORDEN DE TRABAJO - PROYECTO ORDEN DE TRABAJO: GUIA de remision - PROVEEDOR: REGISTRADO POR: Orden de Compra ITEM DESCRIPCION CANT. RECIBIDA PROTOCOLO/CERTIFICADO DE CALIDAD/OTROS COLADA-HEAT/LOTE OBSERVACIONES APROBACION FINAL CONTROL DE CALIDAD- C & P INGENIERÌAY FABRICACIONES SAC GERENTE DE OPERASIONES - C & P INGENIERÌAY FABRICACIONES GERENTE GENERAL - C & P INGENIERÌAY FABRICACIONES VERIFICACION DE MATERIALES DE FABRICACION Firma: Firma: Firma: Nombre: Nombre: Nombre: Fecha: Fecha: Fecha:
- 20. SISTEMA DE ASEGURAMIENTO Y CONTROL DE CALIDAD Código: F-CAL-PRO-C1 Revisión: 01 PLAN DE CALIDAD DE FABRICACIÓN Aprobado por: J.C. Fecha: 12-06-23 15 | P á g i n a 14.2 Registro de control dimensional REV. COD. D2 C NC ITEM P.I : Punto de Inspección NA : No Aplica C : Conforme OBS : Observado NC : No Conforme R : Resultado de la Inspección Nombre: DATOS GENERALES ---- LEVANTAMIENTO DE OBSERVACIONES OBSERVACIONES RESULT. ---- --- --- FIRMA -- --- CORRECCIÓN FECHA Aprobación final de armado: Las dimensiones son evaluadas de acuerdo a: PLANO Nº REGISTRADO POR: TIPO/CÓDIGO DE ELEMENTO: DETALLES DIMENSIONALES F-CAL-PRO-RD02.01 01 CLIENTE: ORDEN DE TRABAJO: PROYECTO: J.C. Codigo: Revision: Aprobado: CONTROL DIMENSIONAL Fecha: 01-10-2022 APROBACIÓN FINAL LEYENDA: COMENTARIOS D1 : Dimension según plano D2 : Variación en la Reinspección APROBADO EVALUACIÓN DE PUNTOS DE INSPECCIÓN RESULTADO FINAL DE LA INSPECCIÓN NO APROBADO RESPONSABLE GERENTE GENERAL - C & P INGENIERIA Y CONSTRUCCIONES S.A.C. Nombre: Firma: Fecha: GERENTE DE OPERASIONES - C & P INGENIERIA Y CONSTRUCCIONES S.A.C. Nombre: Fecha: Firma: Fecha: Firma: CONTROL DE CALIDAD - C & P INGENIERIA Y CONSTRUCCIONES S.A.C. D1
- 21. SISTEMA DE ASEGURAMIENTO Y CONTROL DE CALIDAD Código: F-CAL-PRO-C1 Revisión: 01 PLAN DE CALIDAD DE FABRICACIÓN Aprobado por: J.C. Fecha: 12-06-23 16 | P á g i n a 14.3 Registro de inspección visual de soldadura Codigo: Revisión: Aprobado por: Fecha: OT: ITEM CODIGO DEL SOLDADOR C NC S6 S7 S8 Crateres, concavidad excesiva S9 Soldadura C/ diferencia de catetos S10 Overlap o convexidad excesiva Preparacion de Junta inadecuada S15 Falta de fusion S5 Soldadura irregular o de mal aspecto S13 Aprobación final CONTROL DE CALIDAD - C & P INGENIERIA Y CONSTRUCCÍONES S.A.C. GERENTE DE OPERACIONES - C & P INGENIERÍA Y CONSTRUCCIONES S.A.C. GERENTE GENERAL - C & P INGENIERÍA Y CONSTRUCCIONES S.A.C. S14 DEFECTO No conforme conforme INSPECCION VISUAL DE SOLDADURA S12 Falta Metal de Aporte WPS Se determina como NO CONFORME cuando presenta alguno de los siguientes defectos. (Indicar en la columna de Resultado de la Inspeccion) Descripción INSPE. FINAL Rev. IDENTIF. DE JUNTA Porosidad Excesiva Soldadura con filete bajo (under size) Overlap o convexidad excesiva S4 S2 Soldadura con socavacion S11 Escoria excesiva Leyendas: Datos generales ITEM FECHA DE INSPECCIÓN PROCESO DE SOLDADURA Levantamiento de observaciones CORRECCIÓN RESULTADO CODIGO SOLDADOR MAPEO DE JUNTA * Los datos son evaluados segun la Norma: FECHA F-CAL-PRO-RI01.01 1 J.C. 01-10-2022 S3 S1 Soldadura C/ diferencia de catetos Salpicaduras Crateres, concavidad excesiva FECHA: CLIENTE: PLANO: DESCRIPCION: Nombre: Firma: Fecha: Nombre: Firma: Fecha: Nombre: Firma: Fecha:
- 22. SISTEMA DE ASEGURAMIENTO Y CONTROL DE CALIDAD Código: F-CAL-PRO-C1 Revisión: 01 PLAN DE CALIDAD DE FABRICACIÓN Aprobado por: J.C. Fecha: 12-06-23 17 | P á g i n a 14.4 Registro de líquidos penetrantes CL : IPD: IFD : CP: CT : F: IP : IU: GP: WP: AP: Lugar de inspección: Cliente: INSPECCION POR LIQUIDOS PENETRANTES Codigo: F-CAL-PRO-RL01.1 Revision.: 01 Proyecto: Fecha: 01-10-2022 Aprobado por: J.C. INFORMACIÓN GENERAL Ident. Junta Tipo Material Tipo de Soldadura DATOS DEL ELEMENTO A INSPECCIONAR Linea/Pieza Código de Elemento Proceso Soldadura Filete Inspección (%) Diametro Estampa Soldador Cateto/ Sobremonta: Espesor Diseño de Junta Bisel ESPECIFICACION DE MATERIAL DE ENSAYO UTILIZADO Liquido Marca Codigo Tipo Metodo Tramo de Aplicación Forma de Aplicación Tiempo de Acción Iluminación Removedor Penetrante Tipos: I( Penetrante Fluorescente); II(Penetrante Visible) Métodos: A(Lavable con agua); C(removible por solvente) METODO DE INSPECCIÓN: CRITERIO DE ACEPTACIÓN SEGÚN NORMA: Revelador RESULTADO GRAFICO Y/O FOTOGRAFIA IDENTIFICACION Y EVALUACION: CÓDIGO DE JUNTA ESTAMPA DEL SOLDADOR PROCESO DE SOLDADURA WPS LOCALIZACION DE LA INDICACIÓN DIMENSIÓN DE LA INDICACION DISCONTINUIDAD OBSERVACIONES Fisura Longitudinal Falta de Penetración “High low” Falta de Fusión entre Pases Porosidad Anidada Observaciones: DESCRIPCION DE INDICACIONES APROBACION FINAL: CONTROL DE CALIDAD-C&P INGENIERÍA Y CONSTRUCCIONES S.A.C. GERENTE DE OPERACIONES - C & P INGENIERÍA Y CONSTRUCCIONES S.A.C. GERENTE GENERAL - C & P INGENIERÍA Y CONSTRUCCIONES S.A.C. Fisura Transversal Falta de Fusión Falta de Penetración Mordedura / Socavación Porosidad Aislada Porosidad Tubular Porosidad Alineada Nombre: Firma: Fecha: Nombre: Firma: Fecha: Nombre: Firma: Fecha:
- 23. SISTEMA DE ASEGURAMIENTO Y CONTROL DE CALIDAD Código: F-CAL-PRO-C1 Revisión: 01 PLAN DE CALIDAD DE FABRICACIÓN Aprobado por: J.C. Fecha: 12-06-23 18 | P á g i n a 14.5 Registro packing list Codigo: Revisión: Aprobado: Fecha: CENTRO DE COSTOS: CKECK V° B° PRODUCCION Nombre: Nombre: Nombre: Firma: Firma: Fecha: Fecha: ORDEN DE TRABAJO : CONTROL DE CALIDAD - C & P INGENIERÍA Y CONSTRUCCIONES S.A.C. CONTROL DE CALIDAD - C & P INGENIERÍA Y CONSTRUCCIONES S.A.C. CONTROL DE CALIDAD - C & P INGENIERÍA Y CONSTRUCCIONES S.A.C. APROBACION FINAL: DATOS GENERALES PLANO: CLIENTE: FECHA: F-CAL-PRO-RP01.01 1 J.C. 01-10-2022 Rev.: LISTADO DE PRODUCTOS DIAMETRO (D) 0 ANCHO (H) LARGO (L) Firma: Fecha: PACKING LIST PROYECTO: Metal Negro Vulcanizado Pintado Leyenda de condiciones de acabado: Dimensiones en milimetros CANTIDAD UND DESCRIPCION DE ELEMENTOS ITEM CONDICIONES DE ACABADO COMENTARIOS
- 24. SISTEMA DE ASEGURAMIENTO Y CONTROL DE CALIDAD Código: F-CAL-PRO-C1 Revisión: 01 DOSSIER DE CALIDAD DE FABRICACIÓN Aprobado por: J.C. Fecha: 12-06-23 3. WPS (PRECALIFICADO).
- 26. SISTEMA DE ASEGURAMIENTO Y CONTROL DE CALIDAD Código: F-CAL-PRO-C1 Revisión: 01 DOSSIER DE CALIDAD DE FABRICACIÓN Aprobado por: J.C. Fecha: 12-06-23 4. CERTIFICADO DE PERSONAL NDT EN ENSAYO POR LÍQUIDOS PENETRANTES .
- 29. SISTEMA DE ASEGURAMIENTO Y CONTROL DE CALIDAD Código: F-CAL-PRO-C1 Revisión: 01 DOSSIER DE CALIDAD DE FABRICACIÓN Aprobado por: J.C. Fecha: 12-06-23 5. HOMOLOGACIÓN DE SOLDADORES.
- 31. SISTEMA DE ASEGURAMIENTO Y CONTROL DE CALIDAD Código: F-CAL-PRO-C1 Revisión: 01 DOSSIER DE CALIDAD DE FABRICACIÓN Aprobado por: J.C. Fecha: 12-06-23 6. CERTIFICADOS DE CALIDAD DE MATERIALES.
- 32. 日钢营口中板有限公司 RIZHAO STEEL YINGKOU MEDIUM PLATE CO.,LTD. 辽宁省营口市老边区冶金街/115005 Yejinstreet,Laobiandistrict,Yingkou,Liaoning,P.R.China/115005 TEL:0417-3256081 FAX:0417-3256057 NO.:DT2101501/A 产 品 质 量 证 明 书 INSPECTION CERTIFICATE 订货单位 PURCHASER 收货单位 CONSIGNEE 技术标准/牌号 SPEC/GRADE 车 号 TRAINNO. 产品名称 PRODUCT 合同编号 CONTRACTNO. 交货状态 DELIVERYCONDITION 证明书编号 CERTFICATENO. 签发日期 DATE OF ISSUE SAMSUNGC&TCORPORATION SAMSUNGC&TCORPORATION ASTM A36/A36M-2019 ; ASTM A36 普通碳素结构钢 General carbon structural steel YGR1ZANN230284004-01 热轧(AR) 2 0 2 3 0 4 0 4 230404Z00289 分 析 区 域 A.A 化学成分 CHEMICALANALYSIS% C -3 ×1 0 S i -3 ×1 0 Mn -3 ×1 0 P -4 ×1 0 S -4 ×1 0 Cr -3 ×1 0 Ni -4 ×1 0 Cu -3 ×1 0 Mo -4 ×1 0 V -3 ×1 0 Ti -4 ×1 0 Nb -4 ×1 0 CEV -2 ×1 0 A 0A01 屈 服 强 度 MPa Rp0.2 A 0A02 抗 拉 强 度 MPa Rm A 0A03 断后 伸 长 率 % B 5 炉号 HEATNO. 批号 LOTNO. 钢板号 PLATENO. 规格 (MM) DIMENSION 数量 QTY 重量 WEIGHT kg 23105933A 2 3 4 0 5 1 8 23D0701005 12x1500x6000 1 8 4 8 L 合计(TOTAL): 1 2 10,372 1 7 6 1 9 0 5 5 5 2 4 0 8 9 1 6 7 0 1 1 1 0 1 1 0 2 0 2 7 2 6 5 4 3 3 2 8 23105933A 2 3 4 0 5 1 8 23D0701006 12x1500x6000 1 8 4 8 L 合计(TOTAL): 1 2 10,372 1 7 6 1 9 0 5 5 5 2 4 0 8 9 1 6 7 0 1 1 1 0 1 1 0 2 0 2 7 2 6 5 4 3 3 2 8 23105933A 2 3 4 0 5 1 8 23D0701007 12x1500x6000 1 8 4 8 L 合计(TOTAL): 1 2 10,372 1 7 6 1 9 0 5 5 5 2 4 0 8 9 1 6 7 0 1 1 1 0 1 1 0 2 0 2 7 2 6 5 4 3 3 2 8 23105933A 2 3 4 0 5 1 8 23D0701008 12x1500x6000 1 8 4 8 L 合计(TOTAL): 1 2 10,372 1 7 6 1 9 0 5 5 5 2 4 0 8 9 1 6 7 0 1 1 1 0 1 1 0 2 0 2 7 2 6 5 4 3 3 2 8 23105933A 2 3 4 0 5 1 8 23D0701009 12x1500x6000 1 8 4 8 L 合计(TOTAL): 1 2 10,372 1 7 6 1 9 0 5 5 5 2 4 0 8 9 1 6 7 0 1 1 1 0 1 1 0 2 0 2 7 2 6 5 4 3 3 2 8 23105933A 2 3 4 0 5 1 8 23D0701010 12x1500x6000 1 8 4 8 L 合计(TOTAL): 1 2 10,372 1 7 6 1 9 0 5 5 5 2 4 0 8 9 1 6 7 0 1 1 1 0 1 1 0 2 0 2 7 2 6 5 4 3 3 2 8 23105933A 2 3 4 0 5 1 8 23D0701011 12x1500x6000 1 8 4 8 L 合计(TOTAL): 1 2 10,372 1 7 6 1 9 0 5 5 5 2 4 0 8 9 1 6 7 0 1 1 1 0 1 1 0 2 0 2 7 2 6 5 4 3 3 2 8 23105933A 2 3 4 0 5 1 8 23D0701012 12x1500x6000 1 8 4 8 L 合计(TOTAL): 1 2 10,372 1 7 6 1 9 0 5 5 5 2 4 0 8 9 1 6 7 0 1 1 1 0 1 1 0 2 0 2 7 2 6 5 4 3 3 2 8 23105933A 2 3 4 0 5 1 3 23D0702021 12.7x1500x6000 1 8 9 7 L 合计(TOTAL): 1 2 10,372 1 7 6 1 9 0 5 5 5 2 4 0 8 9 1 6 7 0 1 1 1 0 1 1 0 2 0 2 7 2 6 0 4 3 4 2 9 23105933A 2 3 4 0 5 1 3 23D0702022 12.7x1500x6000 1 8 9 7 L 合计(TOTAL): 1 2 10,372 1 7 6 1 9 0 5 5 5 2 4 0 8 9 1 6 7 0 1 1 1 0 1 1 0 2 0 2 7 2 6 0 4 3 4 2 9 23105933A 2 3 4 0 5 1 3 23D0702023 12.7x1500x6000 1 8 9 7 L 合计(TOTAL): 1 2 10,372 1 7 6 1 9 0 5 5 5 2 4 0 8 9 1 6 7 0 1 1 1 0 1 1 0 2 0 2 7 2 6 0 4 3 4 2 9 23105933A 2 3 4 0 5 1 3 23D0702024 12.7x1500x6000 1 8 9 7 L 合计(TOTAL): 1 2 10,372 1 7 6 1 9 0 5 5 5 2 4 0 8 9 1 6 7 0 1 1 1 0 1 1 0 2 0 2 7 2 6 0 4 3 4 2 9 注释 NOTES 冶金技术处处长 DIRECTOROF METALLURGICAL DEPARTMENT 本产品已按照标准要求进行制造和检验,其结果符合要求,特此证明。 WEHEREBYCERTIFYTHATMATERIALDESCRIBEDHASMANUFACTUREDANDTESTEDWITHSATISFACTORYRESULTSINACCORDANCEWITHTHEREQUIR EMENTSOFTHEABOVEMATERIALSPECIFICATION 第1页,共1页 Page 1 of 1 L:熔炼成分SMELTINGCOMPOSITION 拉伸标距(GAUGE LENGTH) Lo=200 mm A0A01=YIELD STRENGTH A0A02=TENSILE STRENGTH A0A03=PRECENTAGEELONGATIONAFTERFRACTURE According to EN 10204 3.1
- 33. SISTEMA DE ASEGURAMIENTO Y CONTROL DE CALIDAD Código: F-CAL-PRO-C1 Revisión: 01 DOSSIER DE CALIDAD DE FABRICACIÓN Aprobado por: J.C. Fecha: 12-06-23 7. REGISTROS DE RECEPCIÓN Y VERIFICACIÓN DE MATERIALES E INSUMOS.
- 34. X X 1 Control de espesores X Inspeccion dimensional X Firma: Firma: Firma: Nombre: Nombre: Luis Palacios Nombre: Jose Caisahuana Fecha: 20/02/2024 Fecha: 20/02/2024 Fecha: 20/02/2024 OBSERVACIONES -- APROBACION FINAL CONTROL DE CALIDAD- C & P INGENIERÌA Y FABRICACIONES SAC GERENTE DE OPERACIONES - C & P INGENIERÌA Y FABRICACIONES GERENTE GENERAL - C & P INGENIERÌA Y FABRICACIONES VERIFICACION DE MATERIALES DE FABRICACION RESULTADO CONFORME VERIFICACION DE DOCUMENTOS DE RESPALDO Certificado de Calidad Guía de Remision NOMBRE DE PROYECTO: FABRICACIÓN DE TACO PARA FONDO CELDA OK-50 ORDEN DE TRABAJO: -- Nº DE GUÍA DE REMISIÓN - PROVEEDOR: 0001-0188939 TUBISA S.A.C REGISTRADO POR: Andres Diaz Orden de Compra PLANCHA ASTM A-36 12.7 mm 1 230404Z00289 23105933A ITEM DESCRIPCION CANT. RECIBIDA PROTOCOLO/CERTIFICADO DE CALIDAD/OTROS COLADA-HEAT/LOTE DATOS GENERALES CLIENTE: ABRATECH INGENIEROS S.A.C. FECHA DE RECEPCION: 19/02/2024 Codigo:RRM-CAL-F-1 Revisón:01 Aprobado por:J.C. Fecha:05-06-2023 REGISTRO DE VERIFICACIÓN DE MATERIALES E INSUMOS SISTEMA DE ASEGURAMIENTO Y CONTROL DE CALIDAD
- 35. SISTEMA DE ASEGURAMIENTO Y CONTROL DE CALIDAD Código: F-CAL-PRO-C1 Revisión: 01 DOSSIER DE CALIDAD DE FABRICACIÓN Aprobado por: J.C. Fecha: 12-06-23 8. REGISTROS DE CONTROL DIMENSIONAL.
- 36. REV. 0 PI D2 C NC A 0 C -- B 1 C -- C 0 C -- D 0 C -- E 0 C -- A 0 C -- B 0 C -- C 0 C -- D 0 C -- E 0 C -- A 0 C -- B 1 C -- C 0 C -- D 0 C -- E 0 C -- A 1 C -- B 1 C -- C 0 C -- D 0 C -- E 0 C -- ITEM P.I : Punto de Inspección NA : No Aplica C : Conforme OBS : Observado NC : No Conforme R : Resultado de la Inspección Nombre: 190 24 190 100 190 24 80 Aprobación final de armado: RESULTADO FINAL DE LA INSPECCIÓN Las dimensiones son evaluadas de acuerdo a: ISO 13920 (TOLERANCIAS PARA CONSTRUCCIONES ESTRUCTURALES POR SOLDADURA) 80 APROBADO EVALUACIÓN DE PUNTOS DE INSPECCIÓN ---- --- 80 190 250 Firma: Fecha: 20/02/2024 Firma: CONTROL DE CALIDAD - C & P INGENIERIA Y CONSTRUCCIONES S.A.C. GERENTE GENERAL - C & P INGENIERIA Y CONSTRUCCIONES S.A.C. Nombre: Jose Caisahuana Firma: Fecha: 20/02/2024 GERENTE DE OPERACIONES - C & P INGENIERIA Y CONSTRUCCIONES S.A.C. Nombre: Luis Palacios Fecha: 20/02/2024 NO APROBADO X 05-06-2023 REGISTRO DE CONTROL DIMENSIONAL APROBACIÓN FINAL -- LEYENDA: COMENTARIOS D1 : Dimension según plano D2 : Variación en la Reinspección RESPONSABLE RCD-CAL-F-1 01 CLIENTE: ORDEN DE TRABAJO: -- ABRATECH INGENIEROS S.A.C. PROYECTO: FABRICACIÓN DE TACO DE FONDO CELDA OK-50 J.C. Codigo: Revision: Aprobado: Fecha: SISTEMA DE ASEGURAMIENTO Y CONTROL DE CALIDAD DATOS GENERALES PLANO Nº TF-1 REGISTRADO POR: Andres Diaz TIPO/CÓDIGO DE ELEMENTO: TACO DE FONDO / TF-1 @ TF-4 CFA-124-2-24 DETALLES DIMENSIONALES D1 100 250 100 LEVANTAMIENTO DE OBSERVACIONES OBSERVACIONES RESULT. 24 TF-2 TF-3 TF-4 250 80 250 100 24 ---- --- --- FIRMA -- CORRECCIÓN FECHA A B C D E
- 37. REV. 0 PI D2 C NC A 1 C -- B 0 C -- C 0 C -- D 0 C -- E 0 C -- A 0 C -- B 0 C -- C 0 C -- D 0 C -- E 0 C -- A 0 C -- B 0 C -- C 0 C -- D 0 C -- E 1 C -- A 0 C -- B 0 C -- C 0 C -- D 0 C -- E 1 C -- ITEM P.I : Punto de Inspección NA : No Aplica C : Conforme OBS : Observado NC : No Conforme R : Resultado de la Inspección Nombre: ---- --- --- FIRMA -- CORRECCIÓN FECHA 100 250 100 LEVANTAMIENTO DE OBSERVACIONES OBSERVACIONES RESULT. 24 TF-10 TF-11 TF-12 PLANO Nº TF-9 REGISTRADO POR: Andres Diaz TIPO/CÓDIGO DE ELEMENTO: TACO DE FONDO / TF-9 @ TF-12 CFA-124-2-24 DETALLES DIMENSIONALES RCD-CAL-F-1 01 CLIENTE: ORDEN DE TRABAJO: -- ABRATECH INGENIEROS S.A.C. PROYECTO: FABRICACIÓN DE TACO DE FONDO CELDA OK-50 J.C. Codigo: Revision: Aprobado: Fecha: SISTEMA DE ASEGURAMIENTO Y CONTROL DE CALIDAD DATOS GENERALES NO APROBADO X 05-06-2023 REGISTRO DE CONTROL DIMENSIONAL APROBACIÓN FINAL -- LEYENDA: COMENTARIOS D1 : Dimension según plano D2 : Variación en la Reinspección RESPONSABLE Firma: Fecha: 20/02/2024 Firma: CONTROL DE CALIDAD - C & P INGENIERIA Y CONSTRUCCIONES S.A.C. GERENTE GENERAL - C & P INGENIERIA Y CONSTRUCCIONES S.A.C. Nombre: Jose Caisahuana Firma: Fecha: 20/02/2024 250 GERENTE DE OPERACIONES - C & P INGENIERIA Y CONSTRUCCIONES S.A.C. Nombre: Luis Palacios Fecha: 20/02/2024 Aprobación final de armado: RESULTADO FINAL DE LA INSPECCIÓN Las dimensiones son evaluadas de acuerdo a: ISO 13920 (TOLERANCIAS PARA CONSTRUCCIONES ESTRUCTURALES POR SOLDADURA) 80 APROBADO EVALUACIÓN DE PUNTOS DE INSPECCIÓN ---- --- 80 80 190 250 D1 250 100 24 190 24 190 100 190 24 80 A B C D E
- 38. REV. 0 PI D2 C NC A 0 C -- B 0 C -- C 1 C -- D 0 C -- E 0 C -- A 1 C -- B 0 C -- C 0 C -- D 0 C -- E 0 C -- A 0 C -- B 0 C -- C 1 C -- D 0 C -- E 0 C -- A 0 C -- B 0 C -- C 0 C -- D 0 C -- E 0 C -- ITEM P.I : Punto de Inspección NA : No Aplica C : Conforme OBS : Observado NC : No Conforme R : Resultado de la Inspección Nombre: ---- --- --- FIRMA -- CORRECCIÓN FECHA 100 250 100 LEVANTAMIENTO DE OBSERVACIONES OBSERVACIONES RESULT. 24 TF-6 TF-7 TF-8 PLANO Nº TF-5 REGISTRADO POR: Andres Diaz TIPO/CÓDIGO DE ELEMENTO: TACO DE FONDO / TF-5 @ TF-8 CFA-124-2-24 DETALLES DIMENSIONALES RCD-CAL-F-1 01 CLIENTE: ORDEN DE TRABAJO: -- ABRATECH INGENIEROS S.A.C. PROYECTO: FABRICACIÓN DE TACO DE FONDO CELDA OK-50 J.C. Codigo: Revision: Aprobado: Fecha: SISTEMA DE ASEGURAMIENTO Y CONTROL DE CALIDAD DATOS GENERALES NO APROBADO X 05-06-2023 REGISTRO DE CONTROL DIMENSIONAL APROBACIÓN FINAL -- LEYENDA: COMENTARIOS D1 : Dimension según plano D2 : Variación en la Reinspección RESPONSABLE Firma: Fecha: 20/02/2024 Firma: CONTROL DE CALIDAD - C & P INGENIERIA Y CONSTRUCCIONES S.A.C. GERENTE GENERAL - C & P INGENIERIA Y CONSTRUCCIONES S.A.C. Nombre: Jose Caisahuana Firma: Fecha: 20/02/2024 250 GERENTE DE OPERACIONES - C & P INGENIERIA Y CONSTRUCCIONES S.A.C. Nombre: Luis Palacios Fecha: 20/02/2024 Aprobación final de armado: RESULTADO FINAL DE LA INSPECCIÓN Las dimensiones son evaluadas de acuerdo a: ISO 13920 (TOLERANCIAS PARA CONSTRUCCIONES ESTRUCTURALES POR SOLDADURA) 80 APROBADO EVALUACIÓN DE PUNTOS DE INSPECCIÓN ---- --- 80 80 190 250 D1 250 100 24 190 24 190 100 190 24 80 A B C D E
- 39. SISTEMA DE ASEGURAMIENTO Y CONTROL DE CALIDAD Código: F-CAL-PRO-C1 Revisión: 01 DOSSIER DE CALIDAD DE FABRICACIÓN Aprobado por: J.C. Fecha: 12-06-23 9. REGISTROS DE INSPECCIÓN VISUAL DE SOLDADURA.
- 40. Codigo: Revisión: Aprobado por: Fecha: PROYECTO: OT: REVISIÓN: 1 19/02/2024 J1 W-FAT FCAW WPS-AC-01-23 C 2 19/02/2024 J2 W-FAT FCAW WPS-AC-01-23 C 1 19/02/2024 J1 W-FAT FCAW WPS-AC-01-23 C 2 19/02/2024 J2 W-FAT FCAW WPS-AC-01-23 C 1 19/02/2024 J1 W-FAT FCAW WPS-AC-01-23 C 2 15/02/2024 J2 W-FAT FCAW WPS-AC-01-23 C 1 19/02/2024 J1 W-FAT FCAW WPS-AC-01-23 C 2 19/02/2024 J2 W-FAT FCAW WPS-AC-01-23 C ITEM -- C NC S6 S7 S8 Crateres, concavidad excesiva S9 Soldadura C/ diferencia de catetos S10 Overlap o convexidad excesiva GERENTE GENERAL - C & P INGENIERÍA Y CONSTRUCCIONES S.A.C. S2 TF-2 TF-3 TF-4 Se determina como NO CONFORME cuando presenta alguno de los siguientes defectos. (Indicar en la columna de Resultado de la Inspeccion) Falta de fusion Crateres, concavidad excesiva Soldadura C/ diferencia de catetos Overlap o convexidad excesiva S12 Preparacion de Junta inadecuada S4 Soldadura con socavacion S11 Escoria excesiva No conforme Aprobación final Porosidad Excesiva Soldadura con filete bajo (under size) S15 Leyendas: RESULTADO CODIGO SOLDADOR MAPEO DE JUNTA RIV-CAL-F-1 FABRICACIÓN DE TACO DE FONDO CELDA OK-50 Datos generales ITEM 1 J.C. 05-06-2023 S3 S1 Salpicaduras REGISTRO DE INSPECCION VISUAL DE SOLDADURA SISTEMA DE SEGURAMIENTO Y CONTROL DE CALIDAD conforme -- CLIENTE: Firma: Nombre: Fecha: 20/02/2024 Firma: Nombre: Luis Palacios FECHA DE INSPECCIÓN Falta Metal de Aporte WPS DEFECTO FECHA ABRATECH INGENIEROS S.A.C PLANO: DESCRIPCIÓN/ CÓDIGO: AWS D1.1-2023 -- Levantamiento de observaciones TACO PARA FONDO / TF-1 @ TF-4 TF-1 CFA-124-2-24 CORRECCIÓN Descripción INSPE. FINAL IDENTIF. DE JUNTA * Los datos son evaluados segun la Norma: 0 PROCESO DE SOLDADURA Fecha: 20/02/2024 Firma: CONTROL DE CALIDAD - C & P INGENIERÍA Y CONSTRUCCÍONES S.A.C. GERENTE DE OPERACIONES - C & P INGENIERÍA Y CONSTRUCCIONES S.A.C. S5 Soldadura irregular o de mal aspecto S13 S14 Nombre: Jose Caisahuana Fecha: 20/02/2024 J1 J2
- 41. Codigo: Revisión: Aprobado por: Fecha: PROYECTO: OT: REVISIÓN: 1 19/02/2024 J1 W-FAT FCAW WPS-AC-01-23 C 2 19/02/2024 J2 W-FAT FCAW WPS-AC-01-23 C 1 19/02/2024 J1 W-FAT FCAW WPS-AC-01-23 C 2 19/02/2024 J2 W-FAT FCAW WPS-AC-01-23 C 1 19/02/2024 J1 W-FAT FCAW WPS-AC-01-23 C 2 15/02/2024 J2 W-FAT FCAW WPS-AC-01-23 C 1 19/02/2024 J1 W-FAT FCAW WPS-AC-01-23 C 2 19/02/2024 J2 W-FAT FCAW WPS-AC-01-23 C ITEM -- C NC S6 S7 S8 Crateres, concavidad excesiva S9 Soldadura C/ diferencia de catetos S10 Overlap o convexidad excesiva GERENTE GENERAL - C & P INGENIERÍA Y CONSTRUCCIONES S.A.C. S2 TF-6 TF-7 TF-8 Se determina como NO CONFORME cuando presenta alguno de los siguientes defectos. (Indicar en la columna de Resultado de la Inspeccion) Falta de fusion Crateres, concavidad excesiva Soldadura C/ diferencia de catetos Overlap o convexidad excesiva S12 Preparacion de Junta inadecuada S4 Soldadura con socavacion S11 Escoria excesiva No conforme Aprobación final Porosidad Excesiva Soldadura con filete bajo (under size) S15 Leyendas: RESULTADO CODIGO SOLDADOR MAPEO DE JUNTA RIV-CAL-F-1 FABRICACIÓN DE TACO DE FONDO CELDA OK-50 Datos generales ITEM 1 J.C. 05-06-2023 S3 S1 Salpicaduras REGISTRO DE INSPECCION VISUAL DE SOLDADURA SISTEMA DE SEGURAMIENTO Y CONTROL DE CALIDAD conforme -- CLIENTE: Firma: Nombre: Fecha: 20/02/2024 Firma: Nombre: Luis Palacios FECHA DE INSPECCIÓN Falta Metal de Aporte WPS DEFECTO FECHA ABRATECH INGENIEROS S.A.C PLANO: DESCRIPCIÓN/ CÓDIGO: AWS D1.1-2023 -- Levantamiento de observaciones TACO PARA FONDO / TF-5 @ TF-8 TF-5 CFA-124-2-24 CORRECCIÓN Descripción INSPE. FINAL IDENTIF. DE JUNTA * Los datos son evaluados segun la Norma: 0 PROCESO DE SOLDADURA Fecha: 20/02/2024 Firma: CONTROL DE CALIDAD - C & P INGENIERÍA Y CONSTRUCCÍONES S.A.C. GERENTE DE OPERACIONES - C & P INGENIERÍA Y CONSTRUCCIONES S.A.C. S5 Soldadura irregular o de mal aspecto S13 S14 Nombre: Jose Caisahuana Fecha: 20/02/2024 J1 J2
- 42. Codigo: Revisión: Aprobado por: Fecha: PROYECTO: OT: REVISIÓN: 1 19/02/2024 J1 W-FAT FCAW WPS-AC-01-23 C 2 19/02/2024 J2 W-FAT FCAW WPS-AC-01-23 C 1 19/02/2024 J1 W-FAT FCAW WPS-AC-01-23 C 2 19/02/2024 J2 W-FAT FCAW WPS-AC-01-23 C 1 19/02/2024 J1 W-FAT FCAW WPS-AC-01-23 C 2 15/02/2024 J2 W-FAT FCAW WPS-AC-01-23 C 1 19/02/2024 J1 W-FAT FCAW WPS-AC-01-23 C 2 19/02/2024 J2 W-FAT FCAW WPS-AC-01-23 C ITEM -- C NC S6 S7 S8 Crateres, concavidad excesiva S9 Soldadura C/ diferencia de catetos S10 Overlap o convexidad excesiva Fecha: 20/02/2024 Firma: CONTROL DE CALIDAD - C & P INGENIERÍA Y CONSTRUCCÍONES S.A.C. GERENTE DE OPERACIONES - C & P INGENIERÍA Y CONSTRUCCIONES S.A.C. S5 Soldadura irregular o de mal aspecto S13 S14 Nombre: Jose Caisahuana Fecha: 20/02/2024 Descripción INSPE. FINAL IDENTIF. DE JUNTA * Los datos son evaluados segun la Norma: 0 PROCESO DE SOLDADURA ABRATECH INGENIEROS S.A.C PLANO: DESCRIPCIÓN/ CÓDIGO: AWS D1.1-2023 -- Levantamiento de observaciones TACO PARA FONDO / TF-9 @ TF-12 TF-9 CFA-124-2-24 CORRECCIÓN Firma: Nombre: Fecha: 20/02/2024 Firma: Nombre: Luis Palacios FECHA DE INSPECCIÓN Falta Metal de Aporte WPS DEFECTO FECHA 05-06-2023 S3 S1 Salpicaduras REGISTRO DE INSPECCION VISUAL DE SOLDADURA SISTEMA DE SEGURAMIENTO Y CONTROL DE CALIDAD conforme -- CLIENTE: RESULTADO CODIGO SOLDADOR MAPEO DE JUNTA RIV-CAL-F-1 FABRICACIÓN DE TACO DE FONDO CELDA OK-50 Datos generales ITEM 1 J.C. No conforme Aprobación final Porosidad Excesiva Soldadura con filete bajo (under size) S15 Leyendas: Overlap o convexidad excesiva S12 Preparacion de Junta inadecuada S4 Soldadura con socavacion S11 Escoria excesiva GERENTE GENERAL - C & P INGENIERÍA Y CONSTRUCCIONES S.A.C. S2 TF-10 TF-11 TF-12 Se determina como NO CONFORME cuando presenta alguno de los siguientes defectos. (Indicar en la columna de Resultado de la Inspeccion) Falta de fusion Crateres, concavidad excesiva Soldadura C/ diferencia de catetos J1 J2
- 43. SISTEMA DE ASEGURAMIENTO Y CONTROL DE CALIDAD Código: F-CAL-PRO-C1 Revisión: 01 DOSSIER DE CALIDAD DE FABRICACIÓN Aprobado por: J.C. Fecha: 12-06-23 10.REGISTRO FOTOGRÁFICO.
- 44. Codigo: RFT-CAL-F-1 Rev. 01 Aprobado por: J.C fecha: 05-06-2023 Proyecto: Cliente: REGISTRO N° : PLANO N°: APROBACIÓN: CONTROL DE CALIDAD-C&P INGENIERÍA Y CONSTRUCCIONES S.A.C. GERENTE DE OPERACIONES - C & P INGENIERÍA Y CONSTRUCCIONES S.A.C. GERENTE GENERAL - C & P INGENIERÍA Y CONSTRUCCIONES S.A.C. Fecha: 20/02/2024 Fecha: 20/02/2024 Fecha: 20/02/2024 Nombre: Nombre: Luis Palacios Nombre: Jose Caisahuana Firma: Firma: Firma: FECHA DE INSPECCION: 20/02/2024 OBSERVACIONES SISTEMA DE ASEGURAMIENTO Y CONTROL DE CALIDAD REGISTRO FOTOGRÁFICO INFORMACIÓN GENERAL FABRICACIÓN DE TACO DE FONDO CELDA OK-50 CFA-1242-24 ELEMENTO/EQUIPO: TACO DE FONDO / TF-1 @ TF-12 PROCESO DE FABRICACIÓN EN TALLER ABRATECH DATOS DEL ELEMENTO INSPECCIONADO Montaje: Fabricacion: ⛝ N°-001 CORTE Y TRAZADO PREPARACION SUPERFICIAL PINTURA EMBALADO Y DESPACHO
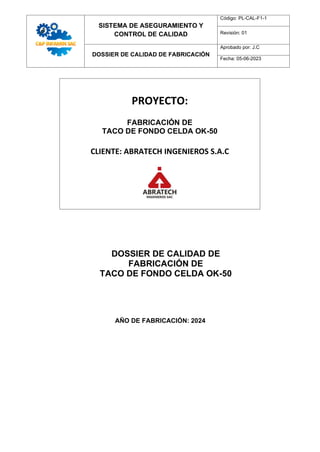
- 45. SISTEMA DE ASEGURAMIENTO Y CONTROL DE CALIDAD Código: F-CAL-PRO-C1 Revisión: 01 DOSSIER DE CALIDAD DE FABRICACIÓN Aprobado por: J.C. Fecha: 12-06-23 11.PLANOS.
- 46. 238 12,7 74,6 12,7 100 80 45° 45° 90° Ø190 x x Ø24 DETALLE "X-X" 12,7 224,6 250 0 f m c v d 3 6 d d d d d d 3 d 6 PROYECTO: CLIENTE: NUEVO PROYECTO: NOMBRE FECHA FIRMA M. MENESES G. NAVARRO M. RAMOS REV. DIB APROB. FORMATO: A3 DIMENSIONADO HOJA: MEDIDAS EN : MATERIAL: mm. y pulg. - N° DE PLANO: ESTE PLANO Y LA INFORMACION CONTENIDA EN EL SON PROPIEDAD DE ABRATECH INGENIEROS S.A.C SU USO Y REPRODUCCION SIN AUTORIZACION ESTA PROHIBIDA ABRATECH INGENIEROS S.A.C SOLUCIONES Y TECNOLOGIA ABRASIVA EN POLIMEROS PARA LA MINERIA E INDUSTRIA LIMA-PERU ESCALA REV. NOTA GENERALES 1. Medidas sin unidades considerar en milimetros (mm.) 2. Material: ASTM A36 Desviaciones admisibles respecto al nominal (mm) ISO 2768-m 0.5 30 120 30 400 120 1000 400 1000 4000 2000 2000 DESCRIPCIÓN FINA MEDIA GROSERA MUY GROSERA Clase de Tolerancia `0.05 `0.05 `0.1 `0.2 `0.2 `0.1 `0.3 `0.2 `0.1 `0.5 - - - `0.5 `1 `0.15 `0.3 `0.8 `1.5 `0.5 `1.2 `2.5 `0.3 `0.8 `2 `4 `0.5 `1.2 `3 `6 `2 `4 `8 - - - - TACO DE FONDO CELDA OK-50 AI0074VCM CFA-1242-24 07/10/23 1 1 TACO DE FONDO OK-50 Acero ASTM A36 13.02 kg ELEMENTO CTDAD N° PIEZA MATERIAL MASA LISTA DE PARTES