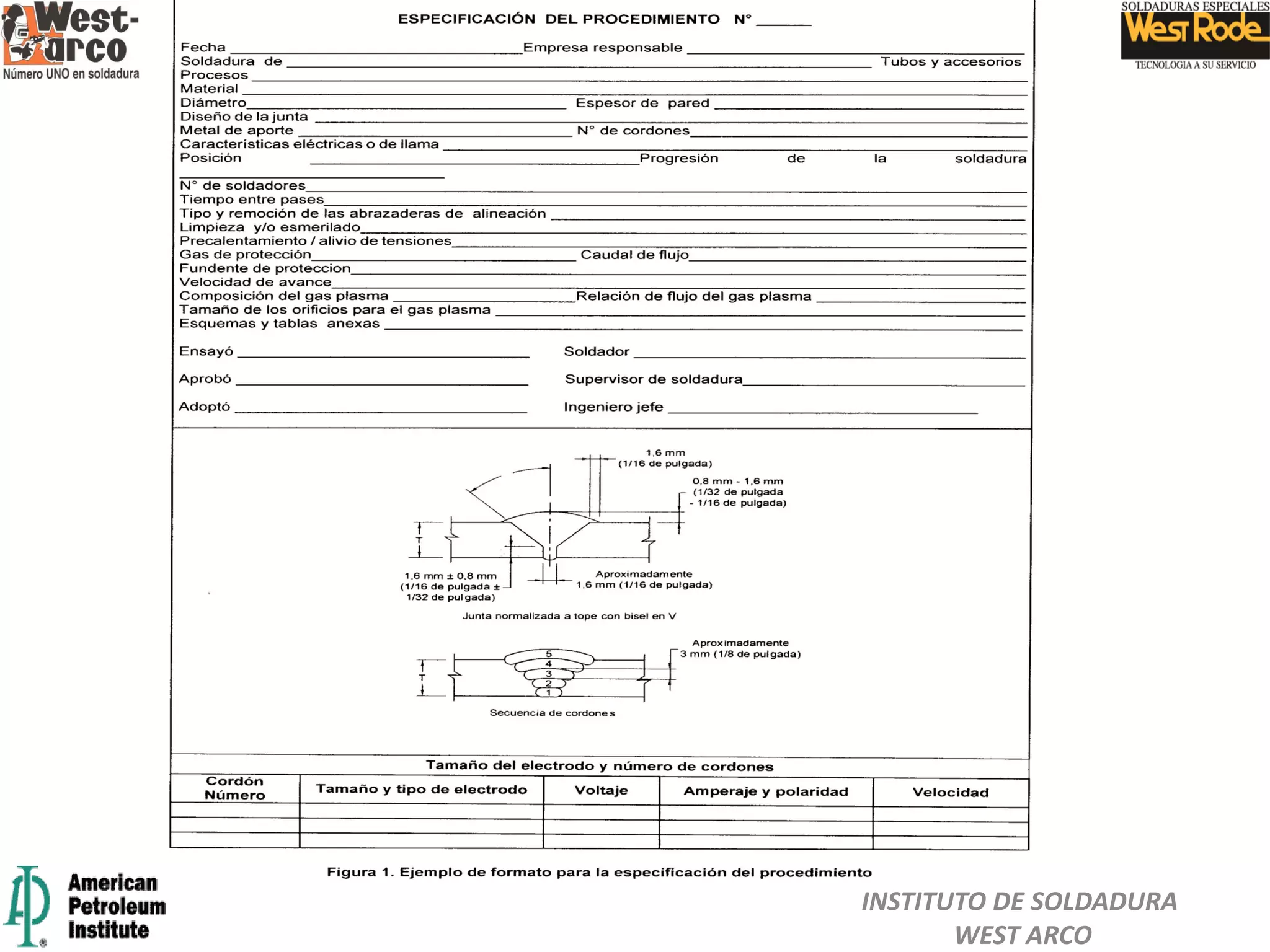
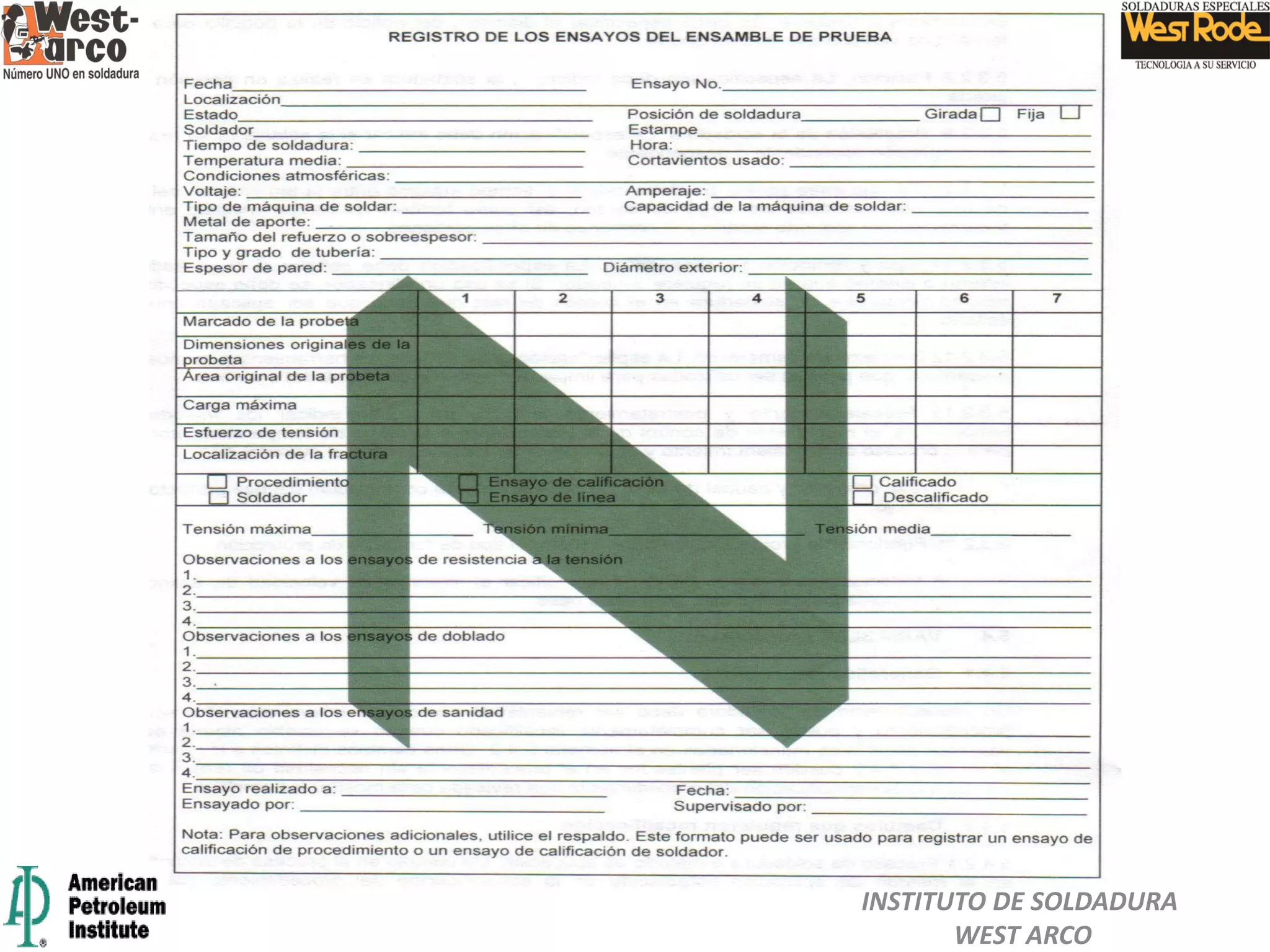
Este documento establece los estándares y especificaciones para la soldadura de tuberías y facilidades relacionadas para el transporte de gas y petróleo. Cubre temas como la calificación de procedimientos y soldadores, diseño de juntas, inspección y pruebas de soldaduras, y criterios de aceptación. Proporciona detalles sobre los materiales, equipos, procesos y parámetros de soldadura a considerar para garantizar soldaduras de alta calidad.