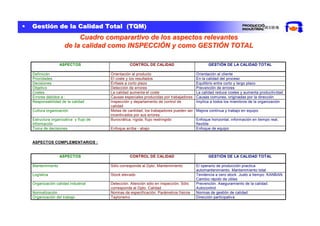
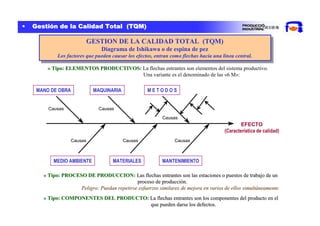
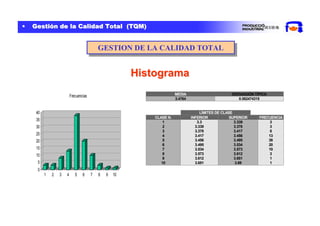
El documento describe los conceptos de control de calidad e inspección frente a la gestión de la calidad total. Explica las siete herramientas clásicas para la implantación de la calidad, como hojas de recogida de datos, histogramas, diagramas de Ishikawa y Pareto. También cubre el análisis de causas de defectos mediante diagramas de dispersión, y la mejora continua a través del control estadístico de procesos y el análisis de causas raíz.