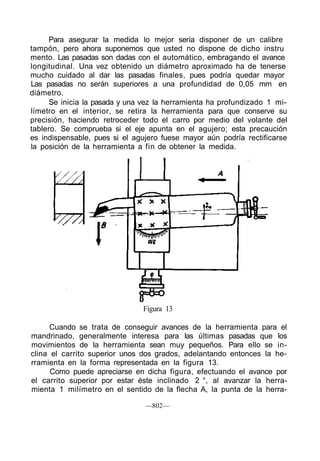
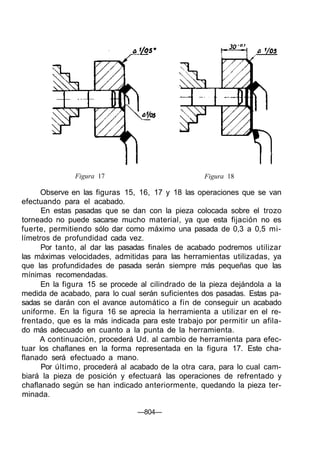
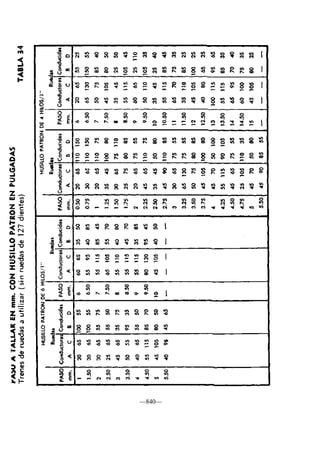
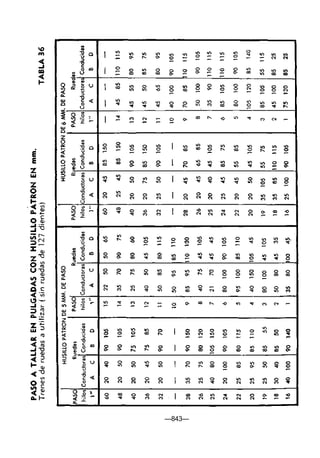
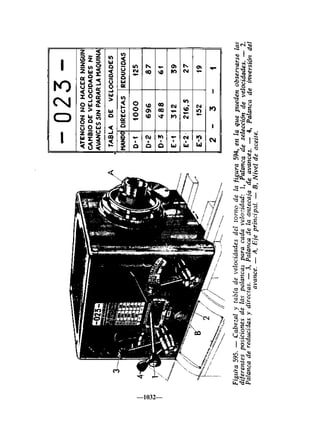
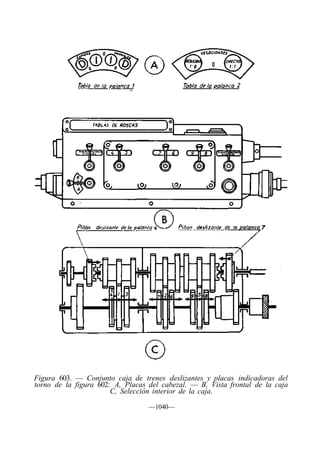
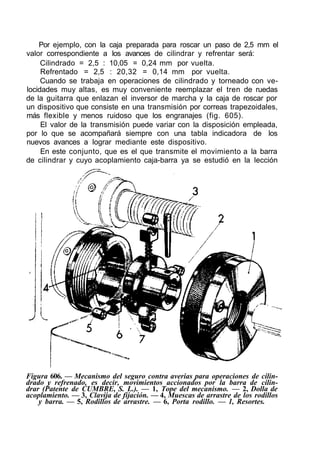
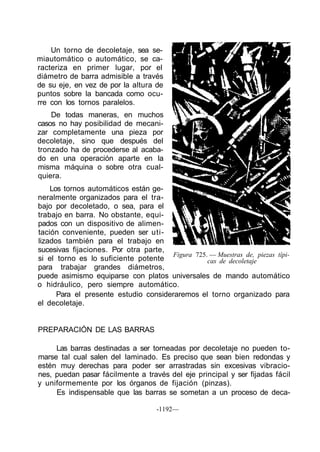
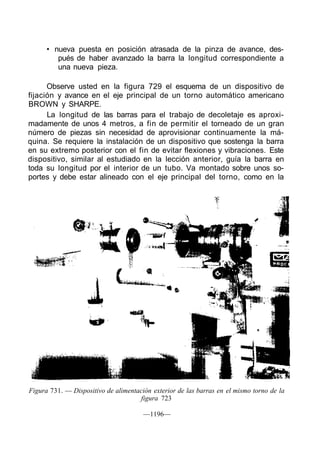
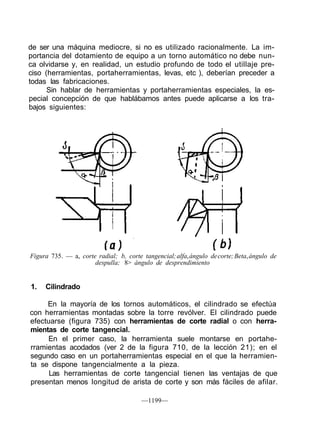
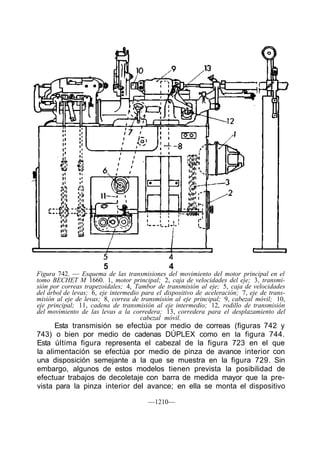
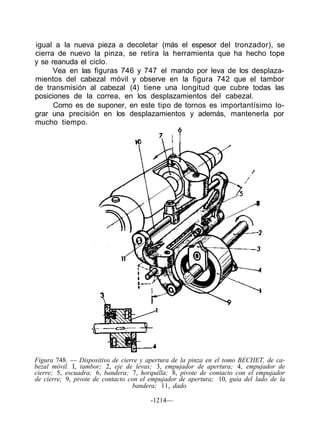
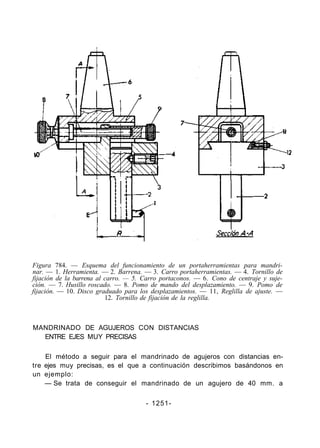
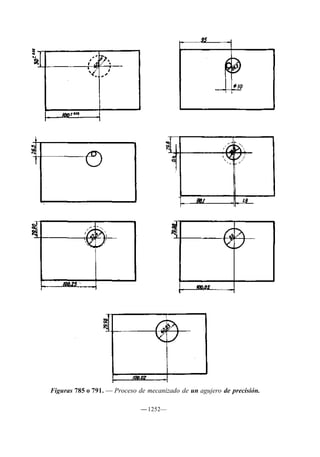
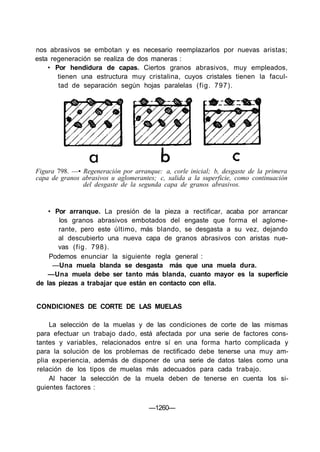
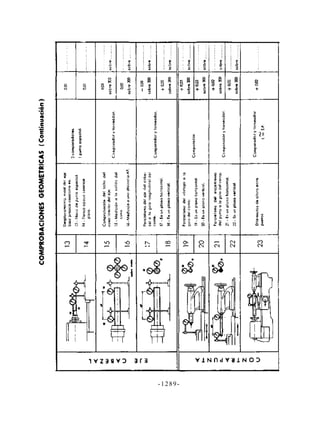
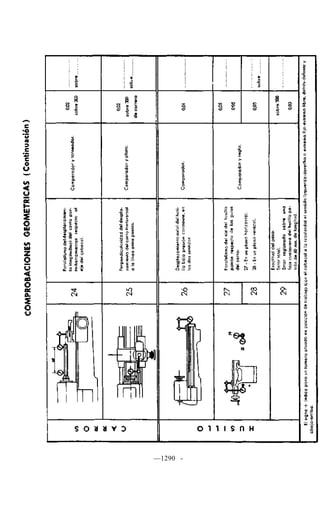
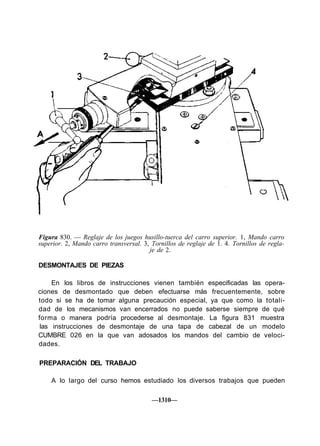
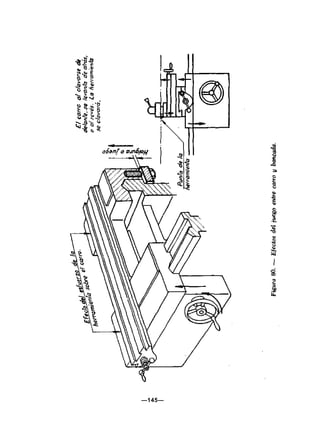
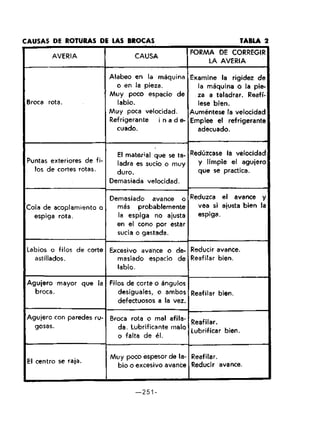
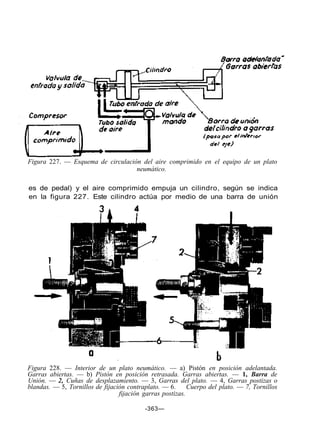
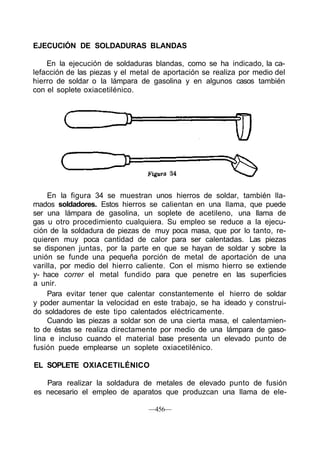
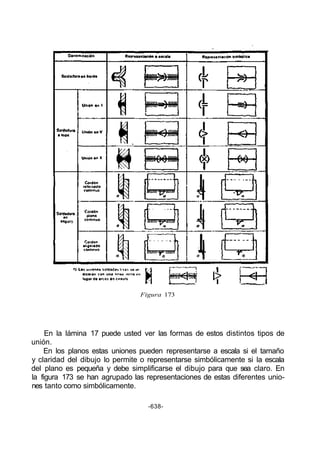
Este documento presenta conceptos básicos de mecánica para operarios de torno. Explica que las piezas deben mecanizarse para tener la forma y medidas correctas y ensamblarse en conjuntos. Describe diferentes tipos de materiales, máquinas herramientas y sus usos, incluyendo tornos, fresadoras y taladradoras. El objetivo es que los operarios comprendan los principios mecánicos subyacentes a su trabajo.


























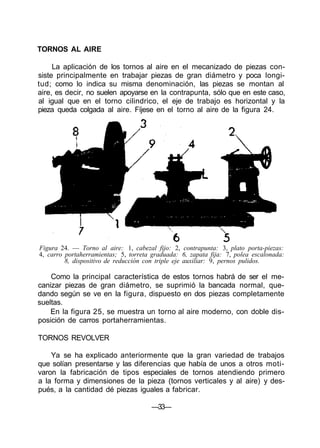























































































































































































































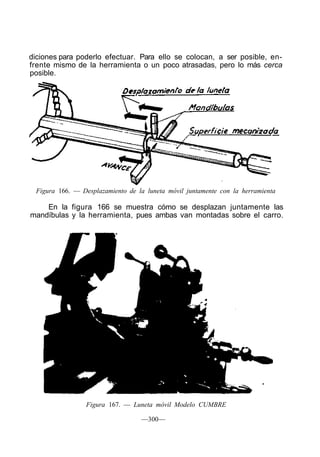




















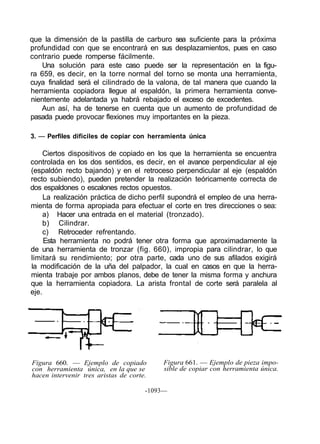
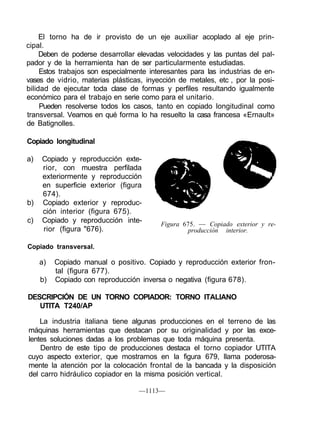
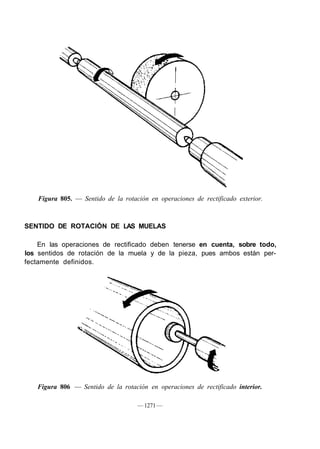
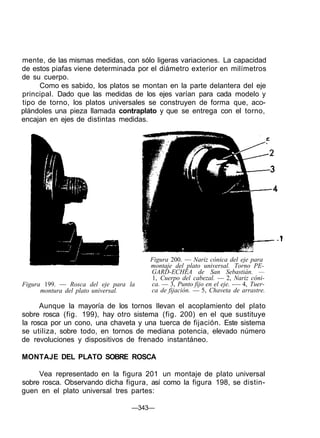
![indudablemente el más exacto y el más práctico. Su generalización en
los talleres reportaría una considerable economía de tiempo, ya que
suprimiría los suplementos y los inconvenientes que presenta su utili-
zación cada vez que ha de afilarse la herramienta.
Vea resumidas las ventajas que proporciona la utilización de este
tipo de torretas:
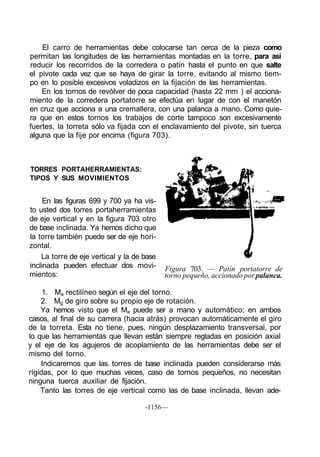
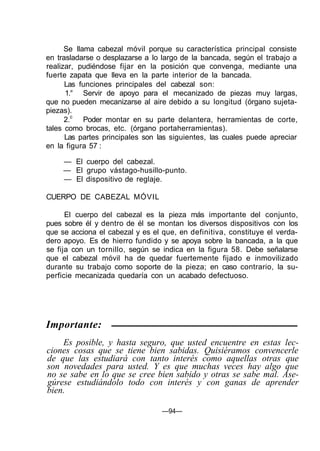
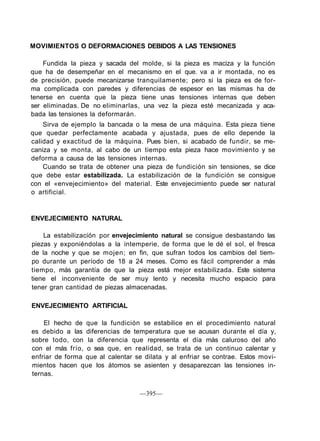
].° Ajuste de la altura de la herramienta mediante tornillo y con-
tratuerca, sin utilizar suplementos.
2.° Afilado de las herramientas sin desmontarlas del portaherra-
mientas.
3.° Gran rapidez en el cambio de herramientas sin parar el torno.
4.° Referencia segura de la posición de la herramienta para los
trabajos en serie.
5.° Taladrado por avance automático del carro.
6.° Facilidad de poder hacer, con la precisión de un torno para-
lelo, todas las operaciones de un torno revólver.
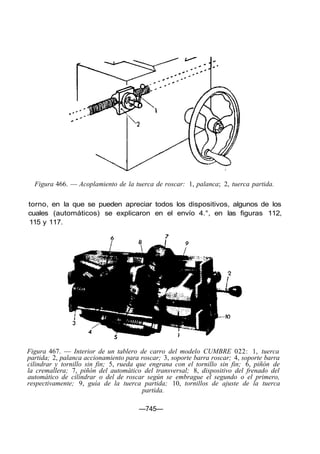
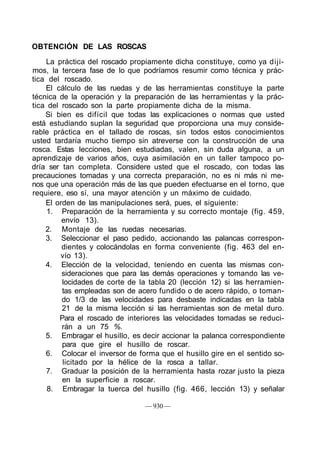
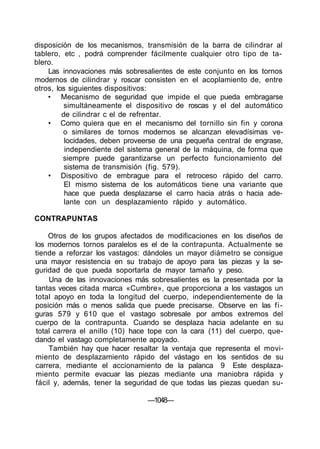
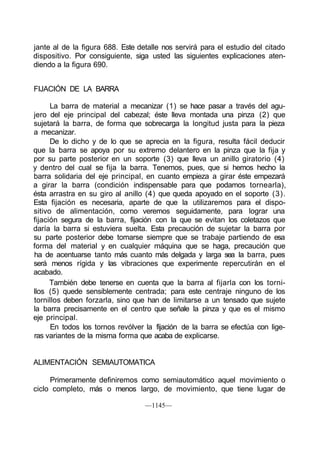
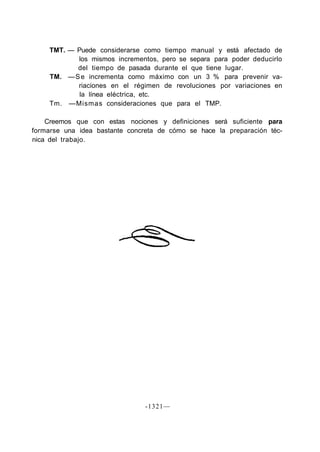
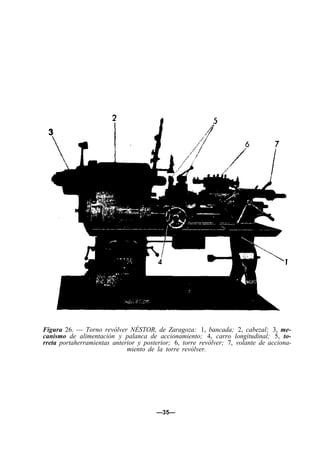
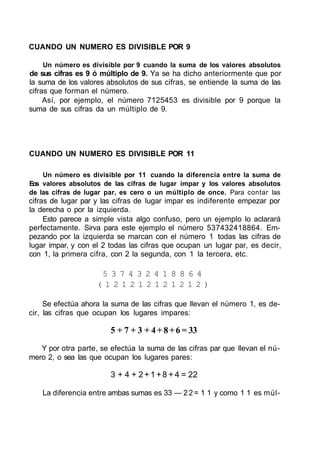
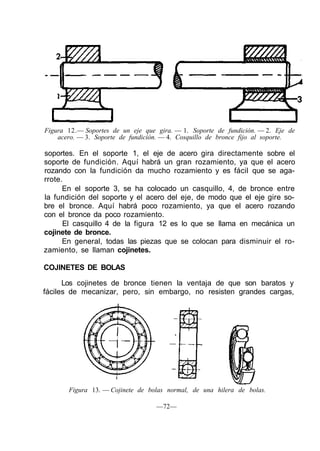
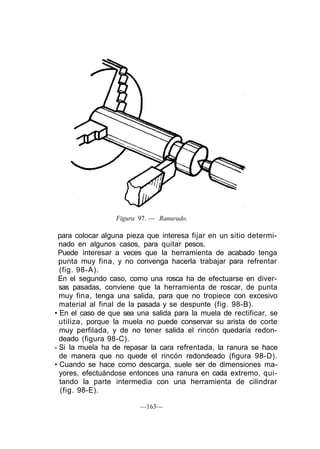
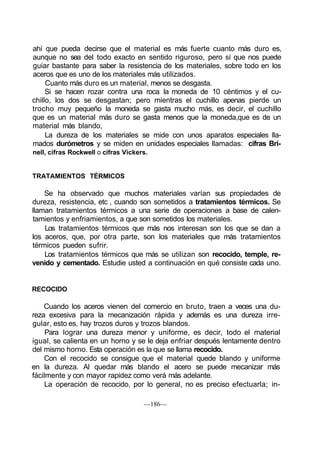
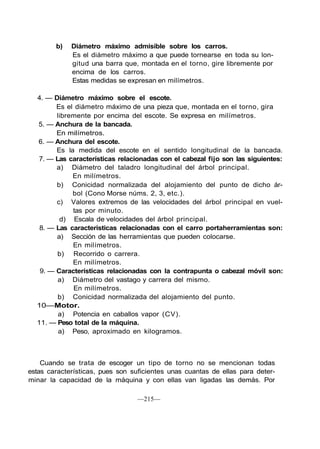
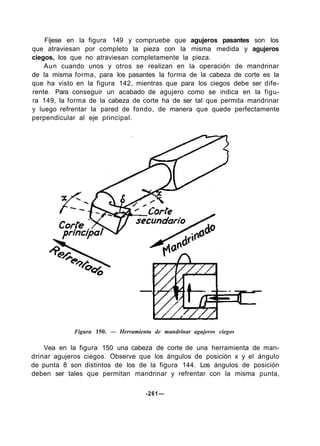
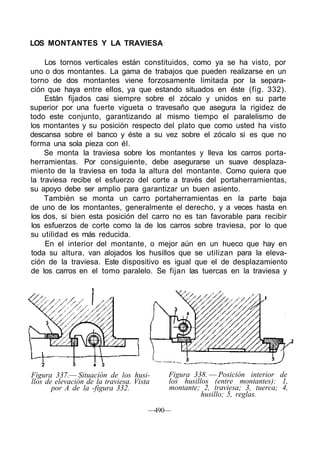
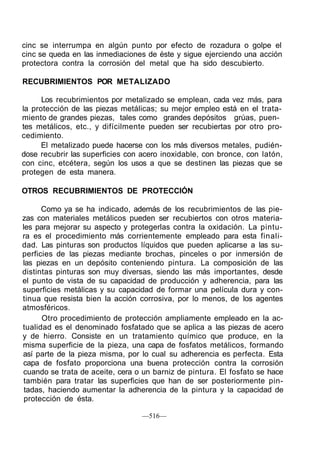
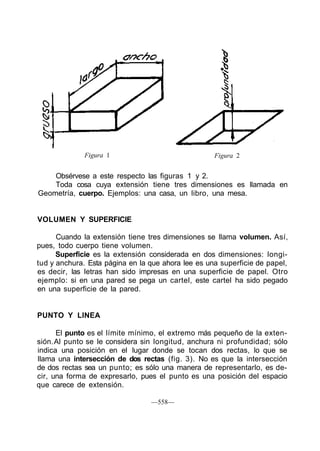
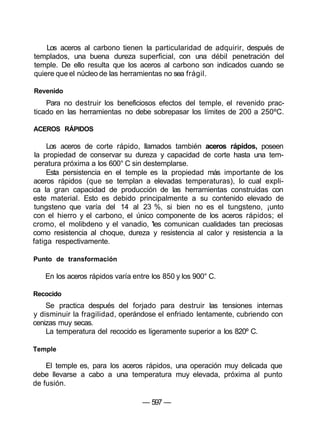
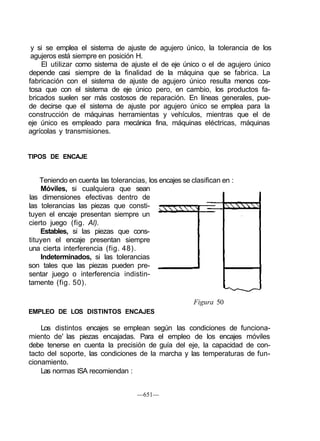
Figura 197. — Taladrando una broca fija en soporte especial.
En la lección anterior ya vio cómo se taladra por avance automáti-
co. Vea ahora en la figura 197 una demostración de taladro con el em-
pleo de la torreta portaherramientas que acaba de estudiar.
—324-](https://image.slidesharecdn.com/cursodemaestrotornero-100827160659-phpapp01/85/Curso-de-maestro-tornero-321-320.jpg)
















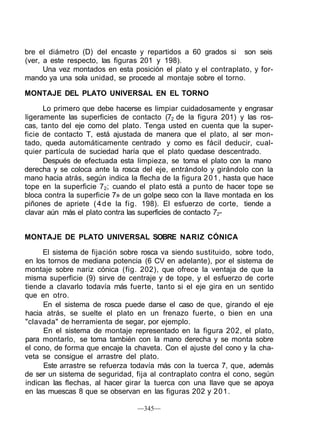










































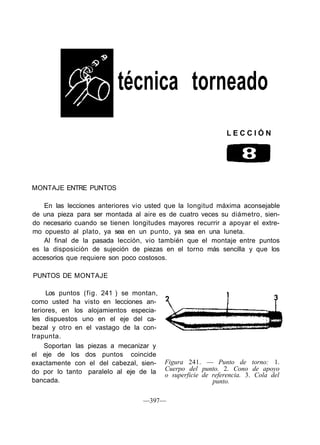




































































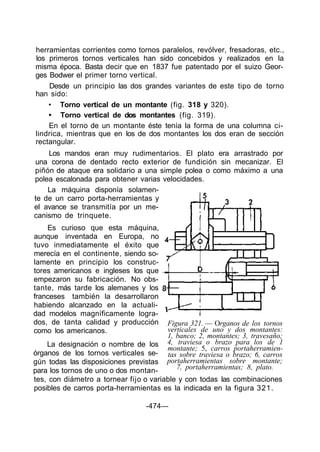


























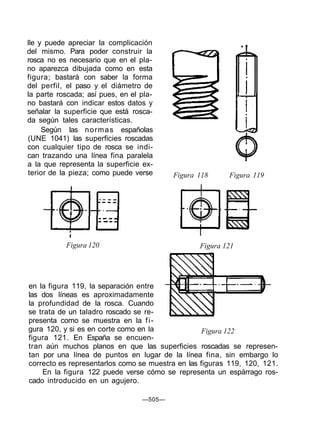















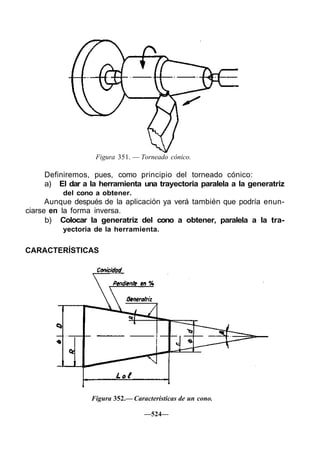
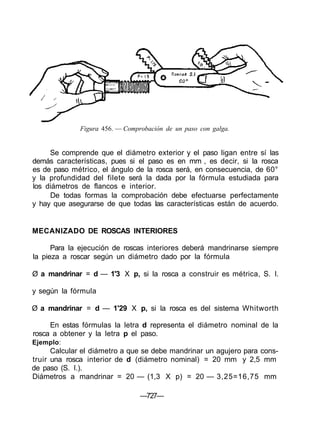
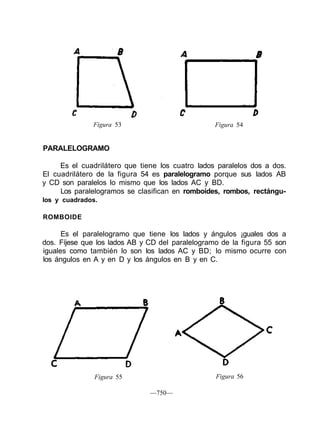
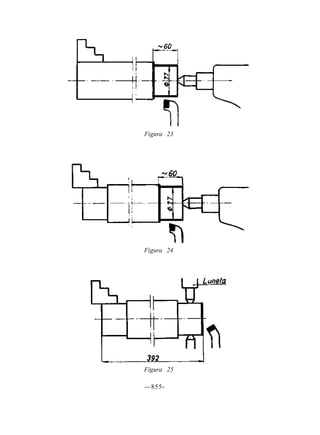
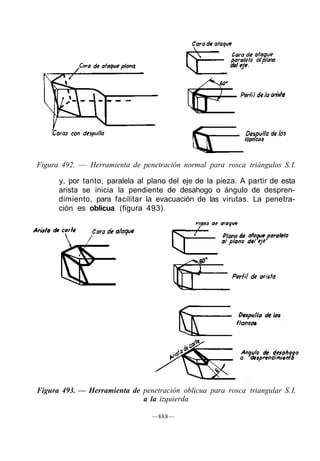
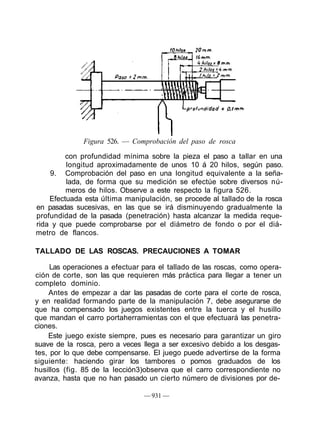
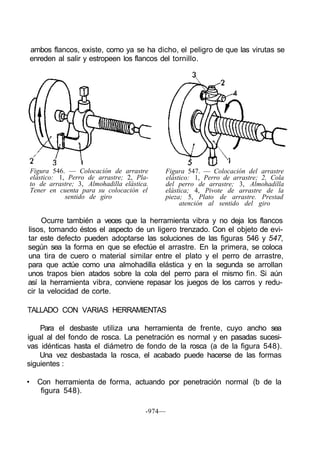
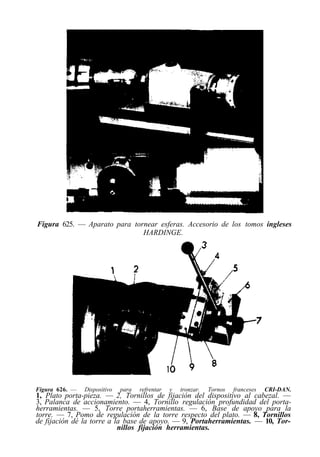
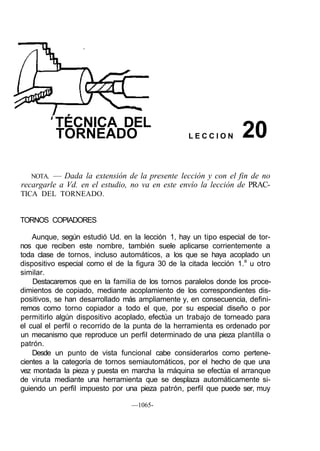
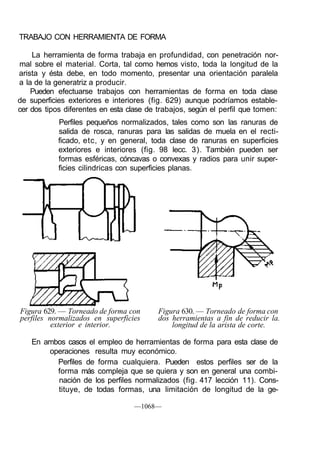
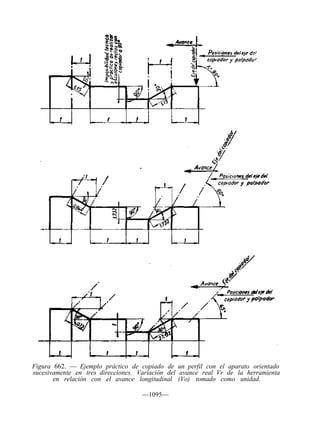
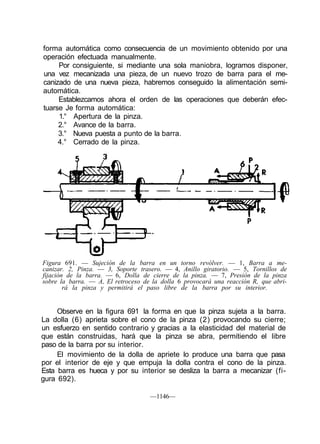
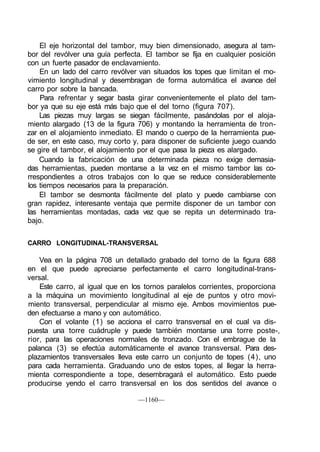
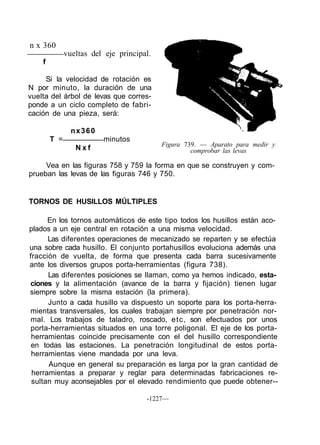
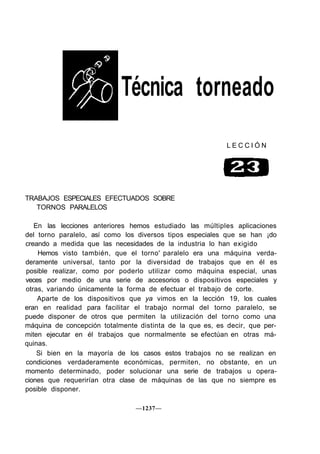
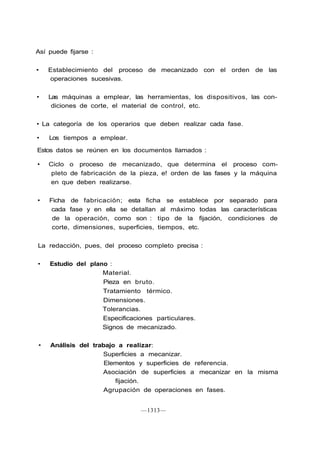
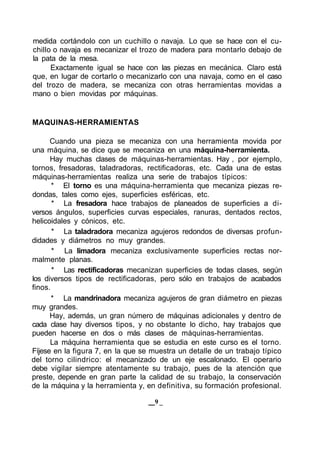
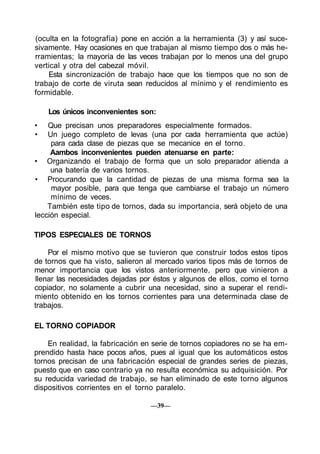
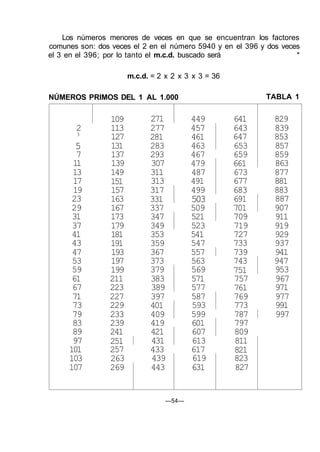
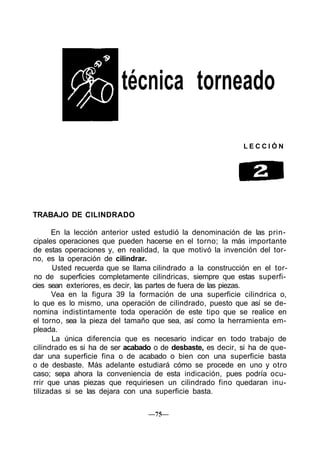
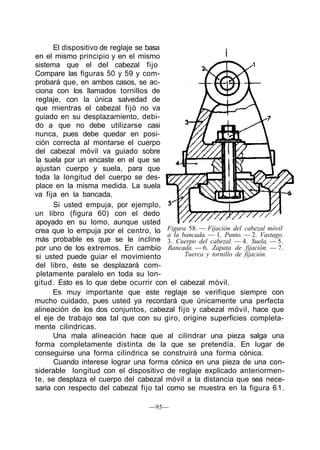
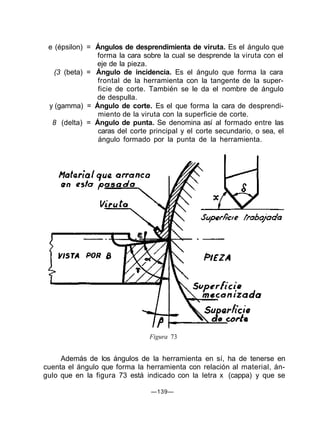
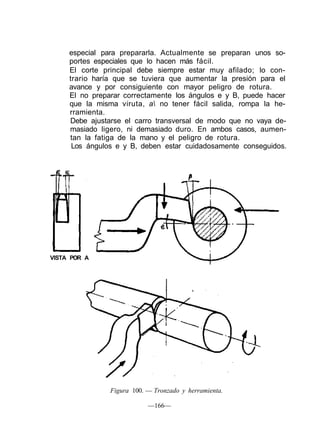
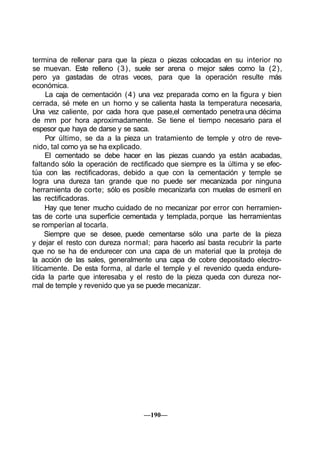
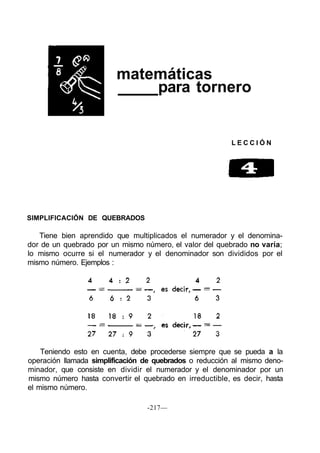
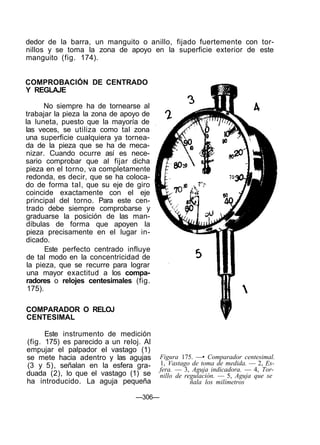
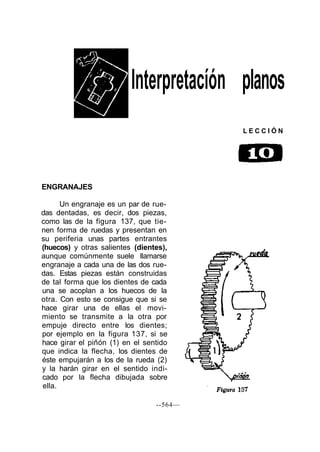
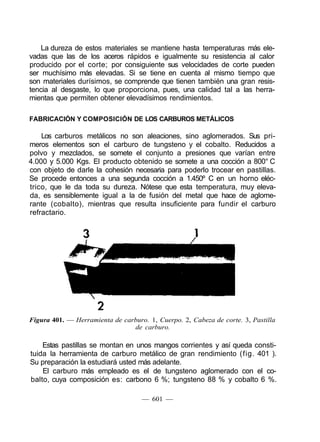
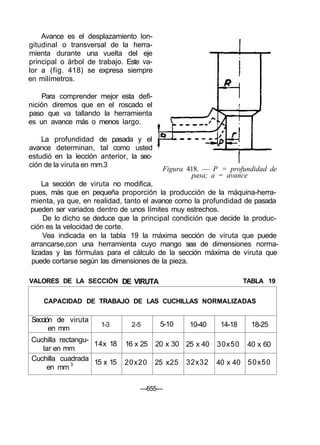
![Fíjese en la figura 352; en dicha figura están indicadas las carac-
terísticas que determinan la dimensión de una pieza de forma cónica.
Observe que:
con Ø D se indica el diámetro mayor del cono,
con 0 d el diámetro menor del cono,
con R el radio mayor del cono,
con r el radio menor del cono,
con L o I, la longitud del cono,
con /3 (beta), el ángulo de conicidad
y con a (alfa) el ángulo pendiente.
CONICIDAD
El cono es un cuerpo de revolución cuyo diámetro va disminu-
yendo o, según se mire, aumentando de modo continuo esta dismi-
nución o aumento de diámetro se llama conicidad. Compruebe que el
cono de la figura 353, por cada 15 mm. de longitud disminuye o au-
menta 1 mm. de diámetro. Esto es lo que significa la indicación coni-
cidad 1:15.
Con lo dicho, usted comprenderá que la conicidad es la relación
entre la diferencia de diámetro y la longitud del cono. De ahí que se
calcule según la fórmula:
D—d
Conicidad =
L
Vea cómo se aplica esta fórmula para el cálculo de la conicidad
del cono de la figura 353. El diámetro mayor D de dicho cono mide
33 mm., el diámetro menor d mide 30 mm. y la longitud L es de 45 mm.
Por ]o tanto
D —d 33 — 30 3 1
Conicidad = = = = —
L 45 45 15
Observe que el quebrado que se obtiene de las operaciones se sim-
plifica.
Siguiendo con el cono de la figura 353, vea ahora, cómo, cono-
ciendo tres de sus características, pueden calcularse las demás.
Conociendo los diámetros y la conicidad, calcular la longitud
D — d = 33 — 3 0 = 3 mm.
La conicidad es 1:15, es decir, para 1 mm. de diferencia la lon-
gitud es de 1 5 X 3 = 45 mm.
—525—](https://image.slidesharecdn.com/cursodemaestrotornero-100827160659-phpapp01/85/Curso-de-maestro-tornero-519-320.jpg)









































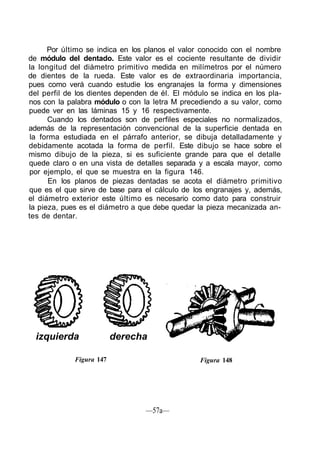
























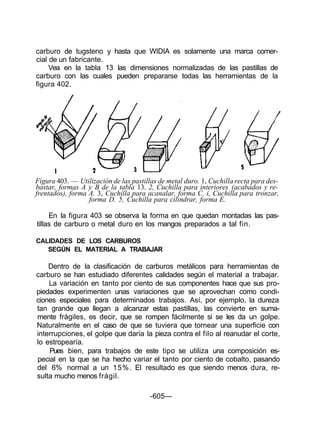








































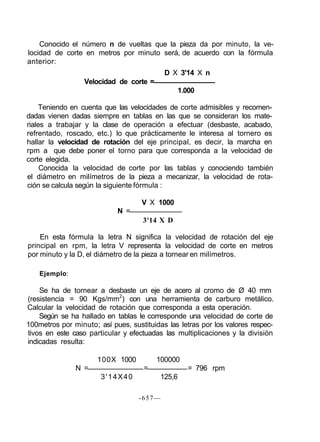








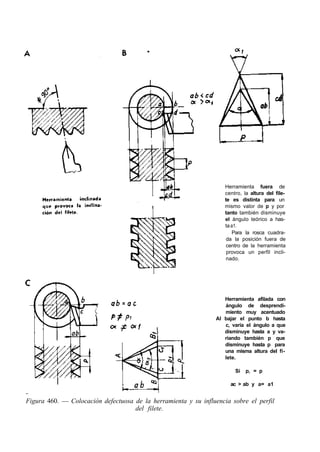
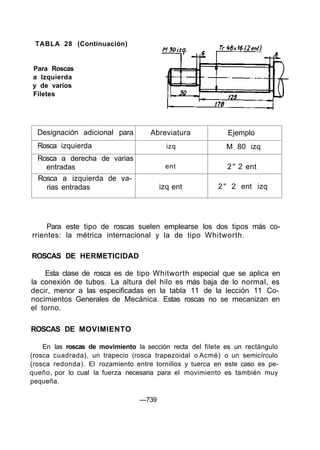
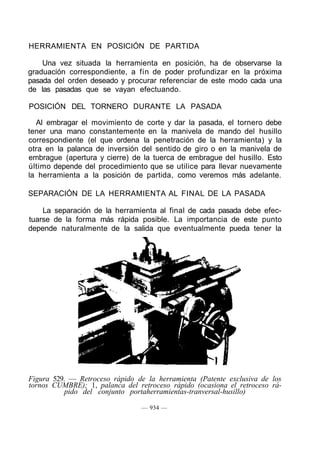
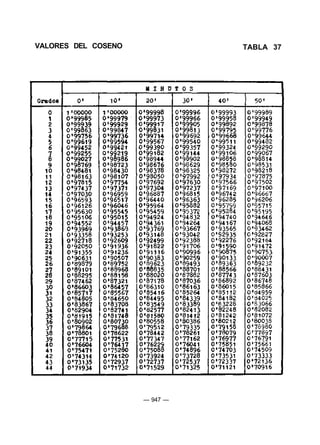
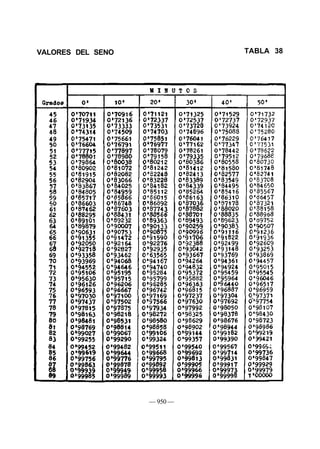
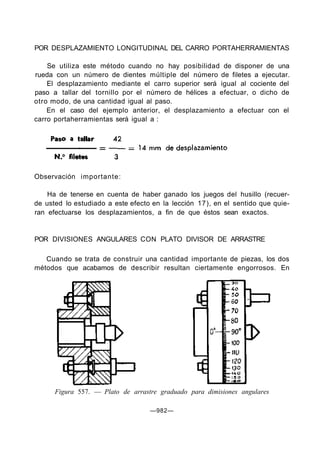
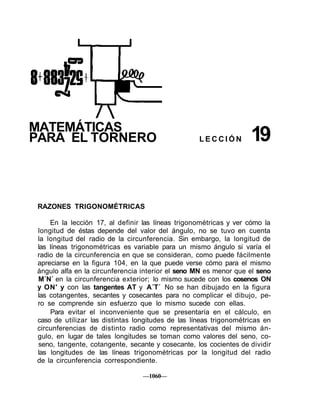
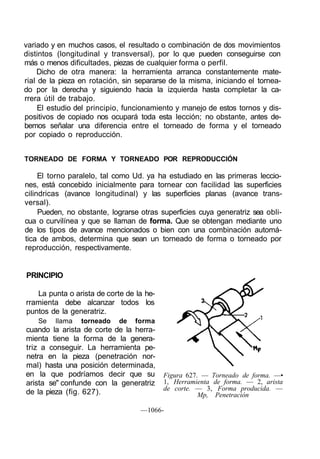
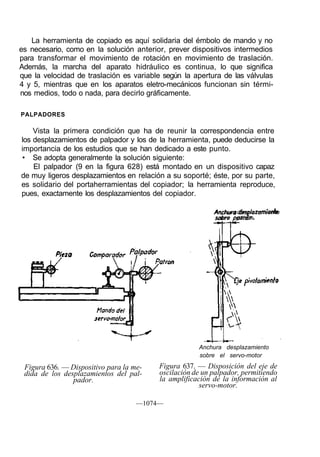
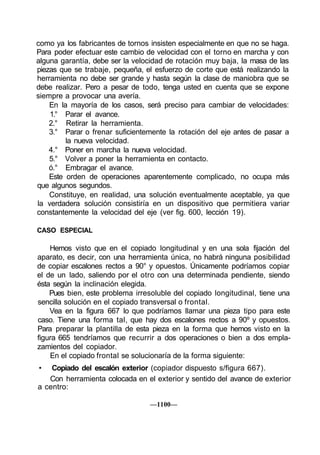
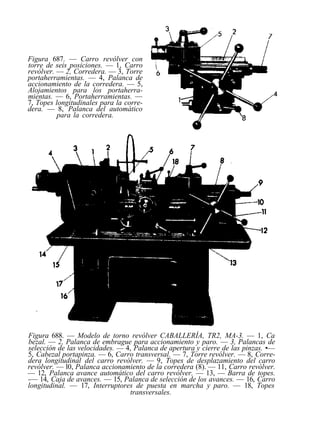
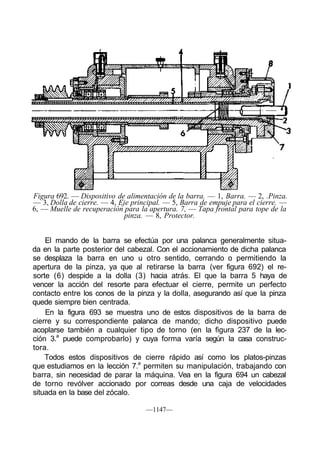
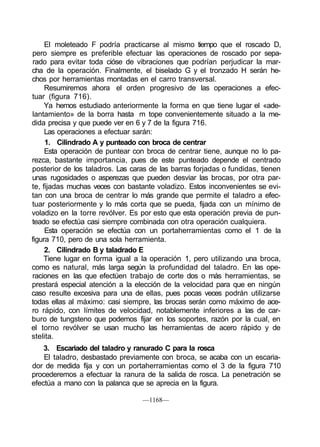
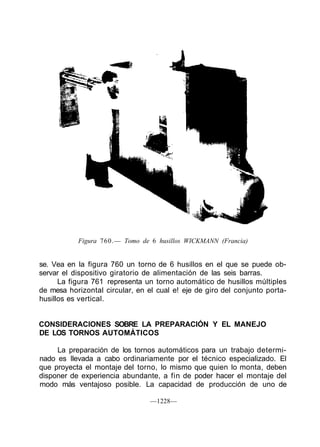
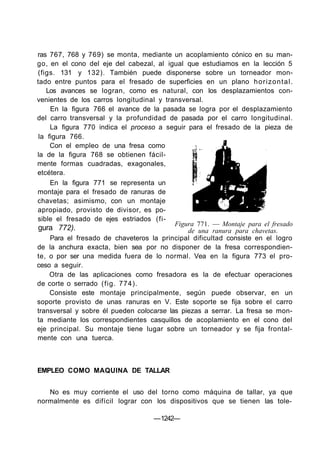
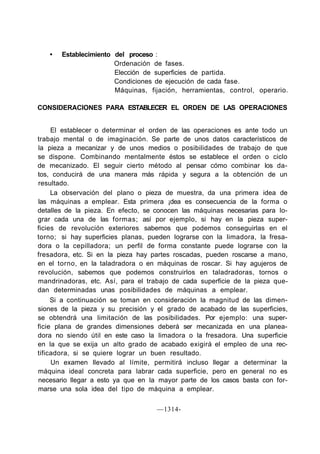
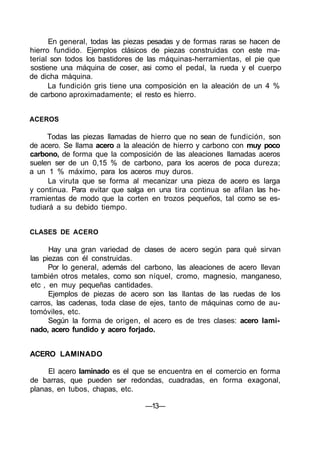
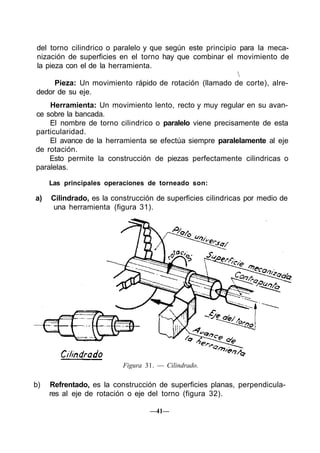
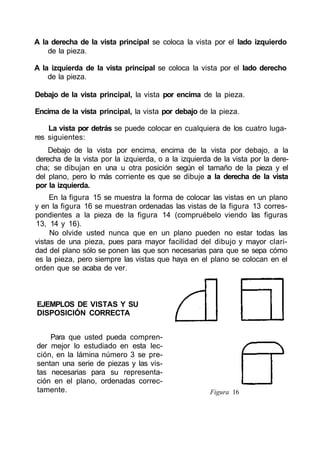
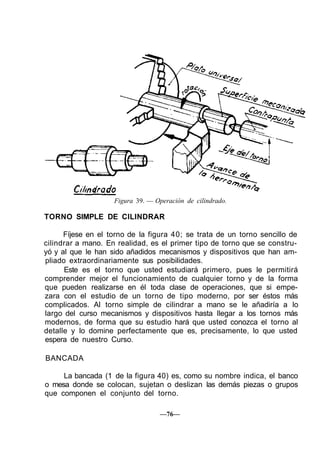
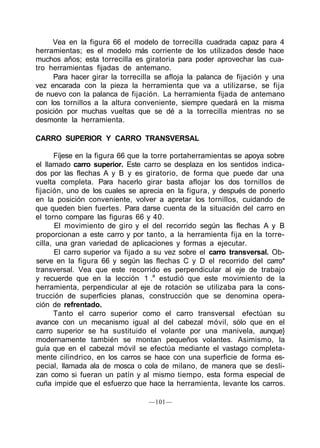
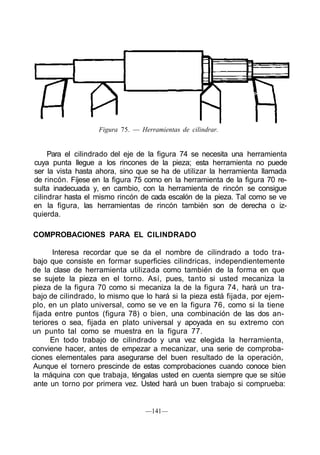
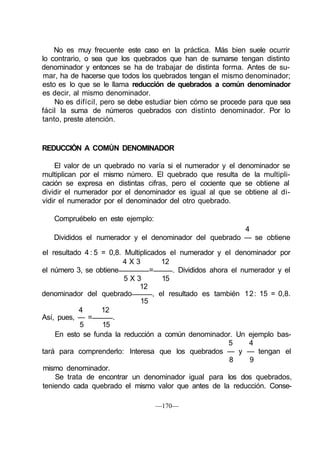
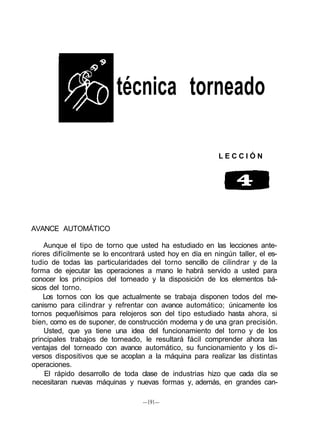
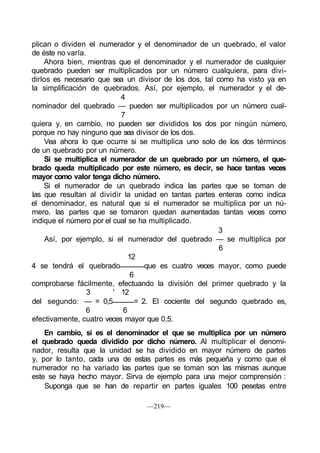
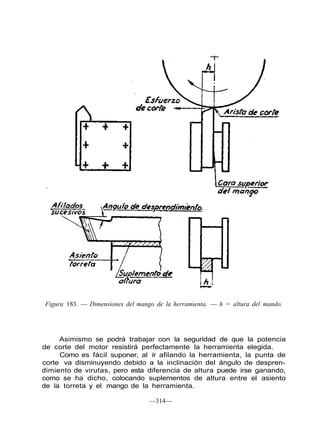
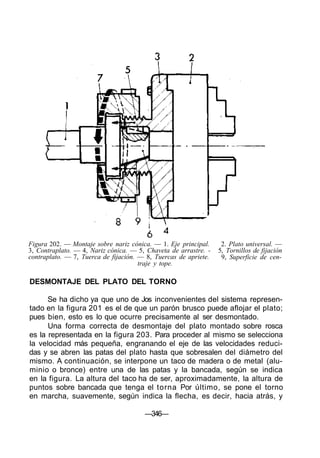
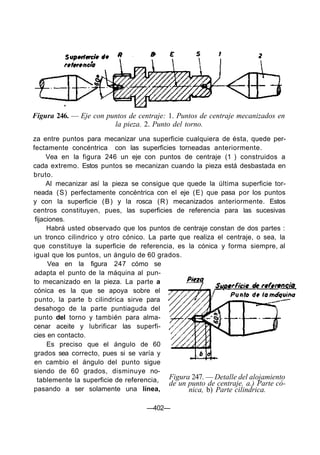
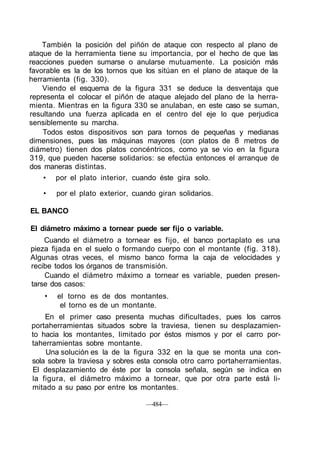
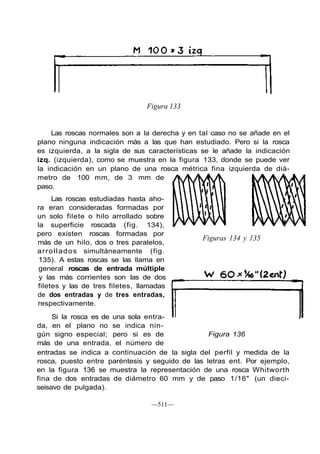
![TABLA 21 (Continuación]
]
Velocidades Valores medios de Vo en
Calidad
Widia
Extremas. metros/minuto
MATERIAL A TRABAJAR Profundidad de
Pasada. Desbaste Afinado
Avances máximos
FUNDICIONES G1 V 65 - 140 65 a 95 m. 95 a 140 m.
P 1 - 5 5 a 10 mm. aprox.1 mm.
Hasta 180 Brinell a 0.2 - 2 aprox. 1 a 2mm. máx.0,2 m.
H1 V 45 - 110 45. a 75 m. 75 a 110 m.
P 1 - 10 5 a 10 mm. aprox. 1 mm.
180 - 250 Brinell a 0.2-2 aprox. 1 a 2mm. máx. 0.2 mm.
H1 V 35 - 75 35 a 55 m. 55 a 75 m.
P 1 - 10 5 a 10 mm. aprox. 1 mm.
250 - 400 Brinell a 0.2-2 aprox. 1 a 2mm. máx. 0.2 mm.
FUNDICIÓN ENDURECIDA H1 V 10 - 25 10 a 15 m. 15 a 25 m.
P 1 - 6 3 a 6 mm. aprox. 1 mm.
a 1 - 3 aprox. 2 a 3 mm. máx. 1 mm.
FUNDICIÓN MALEABLE H1 V 60-95 60 a 75 m. 75 a 95 m.
P . 1-4 2 a 4 mm. aprox.1 mm.
a 0.2-2 aprox. 1 a 2mm. máx. 0.2 mm.
COBRE Y SUS ALEACIONES G1 V 320 - 570 320 a 370 m. 370 a 570 m.
P 0.2 - 5 aprox. 5 mm. aprox.0.2mm.
Cobre a 0.2 - 1 aprox. 1 mm. aprox.0.2mm.
G1 V 270 - 450 270 a 370 m. 370 a 450 m.
Cobre y mica P 0.2-5 aprox. 5 mm. aprox.0.2mm.
(colectores eléctricos) a 0.2-1 aprox. 1 mm. aprox.0.2mm.
G1 V 350 - 650 350 a 550 m. 550 a 650 m.
P 1 - 8 5 a 8 mm. aprox. 1 mm.
Latón a 0.2 - 1 aprox. 1 mm. aprox.0.2mm.
G1 V 140 - 380 140 a 280 m. 280 a 380 m.
P 5 a 8 mm. aprox. 1 mm.
Bronce a 0.2 - 1 aprox. 1 mm. aprox.0.2mm.
METALES LIGEROS G1 V 1500-2000 1500 m. 2000 m.
P 1 - 8 5 a 8 mm. aprox. 1 mm.
Aluminio a 0.2-1 aprox. 1 mm. aprox 0.2mm.
G1 V 100 - 250 100 a 180 m. 180 a 250 m.
p 1 - 8 5 a 8 mm. aprox. 1 mm.
Alpaca a 0.2-1 aprox. 1 mm. aprox. 0.2mm.
G1 V 220 - 400 220 a 320 m. 320 a 400 m.
P 1 - 8 5 a 8 mm. aprox. 1 mm.
Duraluminio a 0.2-1 aprox .1 mm. aprox.0.2 mm
MATERIALES AISLANTES G1 V 200 - 400 200 a 300 m. 300 a 400 m.
p 0.5 a 3 mm. 1 a 3 mm. 0.5 a 1 mm.
Ebonita a 0.3 a 0.5mm. 0.3 a 0.5 mm. 0.3 a 0.5mm.
-666-](https://image.slidesharecdn.com/cursodemaestrotornero-100827160659-phpapp01/85/Curso-de-maestro-tornero-658-320.jpg)





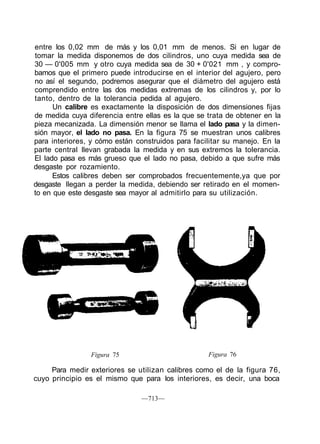
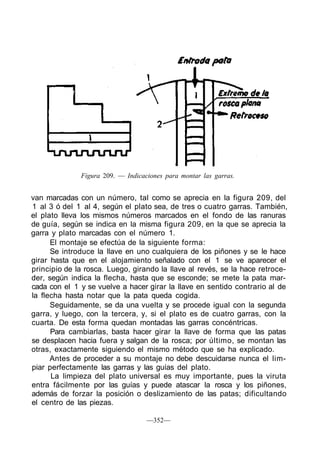
![Vb = Vo + 1/2 Vo = 3/2 Vo
Más adelante en esta misma lección ampliaremos los detalles del tra-
bajo con lubricación, e indicaremos los lubrificantes más adecuados para
cada material.
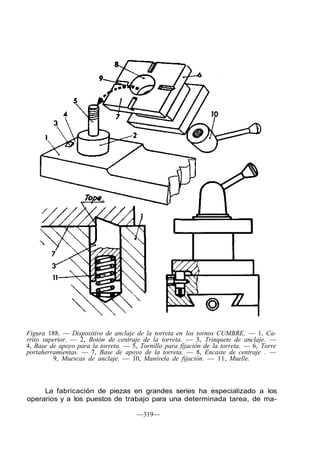
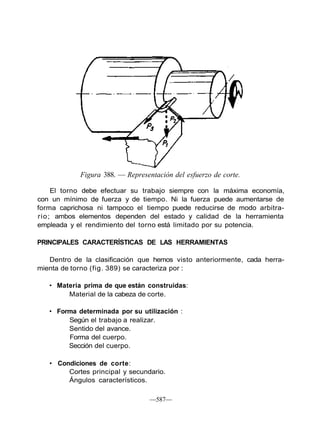
PRODUCCIÓN DE VIRUTA Y ESFUERZO
La invención de los aceros rápidos, primero, y de las herramientas de
carburo después, han permitido, como ha visto, aumentar los valores de
los elementos de corte V, a y P (velocidad, avance y profundidad).
Al principio de la lección ha estudiado Vd. que la producción de vi-
ruta en dm3 caracteriza la rapidez de corte. Esta rapidez o producción es
proporciona] a los tres elementos de corte citados.
Producción de viruta en dm3/hora = V X a X p.
Ejemplo: V = 20 m/min; a = 0,5 mm; p = 5 mm
Producción en dm3/hora = 20 X 1000 X 0,5 X 5 = 50000 mm3/min
50000 mm3/min — 50 cm3 = 0,05 dm3/min
0,05 dm 3/ min X 60' = 3 dm3/hora
El esfuerzo de corte es proporcional a la resistencia del metal, al corte
en kg ya la sección de viruta en mm2.
Esta resistencia al corte, tiene aproximadamente el valor siguiente:
100 Kg para fundición.
K~ 150 Kg para el acero semiduro (resistencia = 60 kg/mm 2
y por tanto:
Esfuerzo de corte F = K X S mm2=K x a x p
POTENCIA ABSORBIDA POR EL CORTE
Vd puede encontrarse en un momento dado con la necesidad de efec-
—672—](https://image.slidesharecdn.com/cursodemaestrotornero-100827160659-phpapp01/85/Curso-de-maestro-tornero-664-320.jpg)