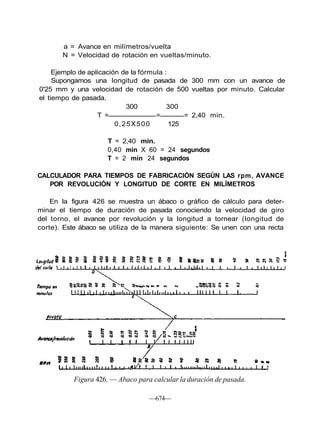
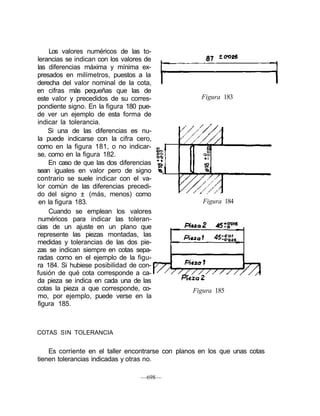
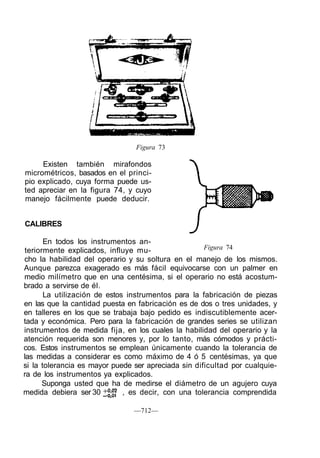
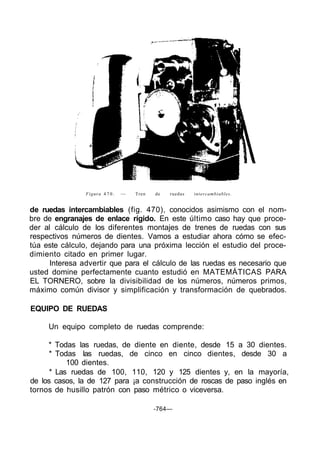
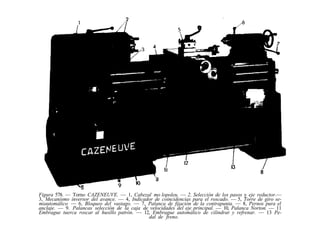
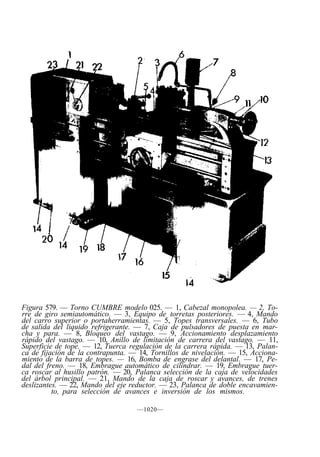
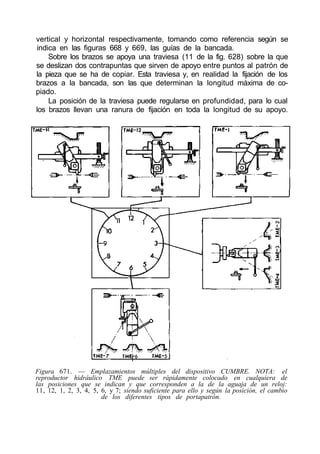
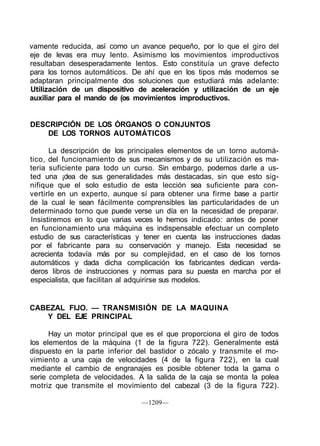
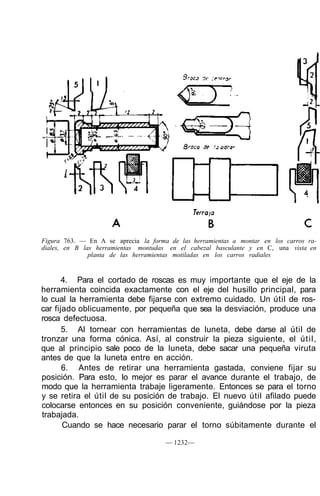
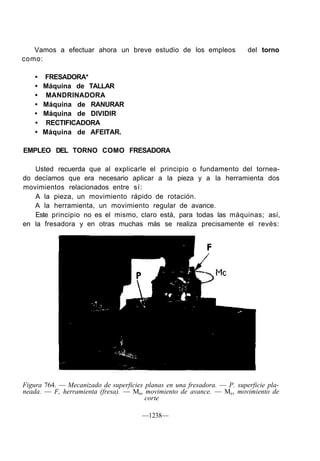
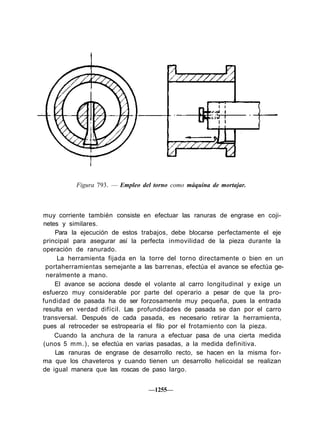
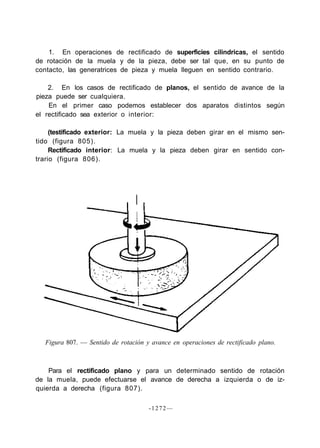
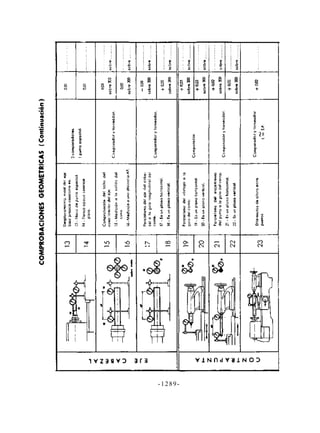
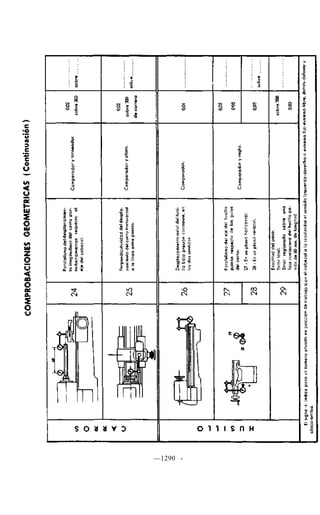
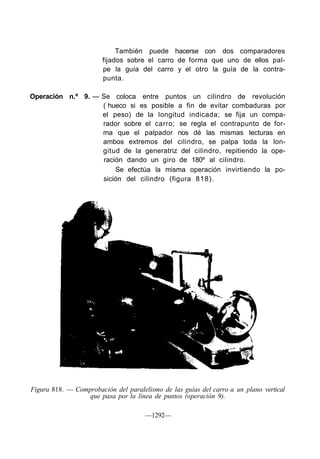
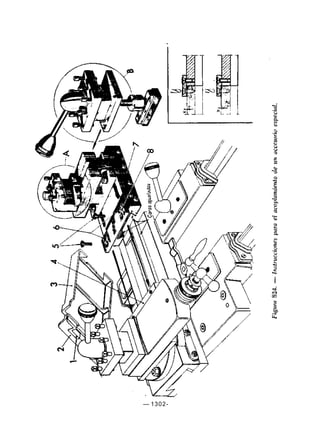
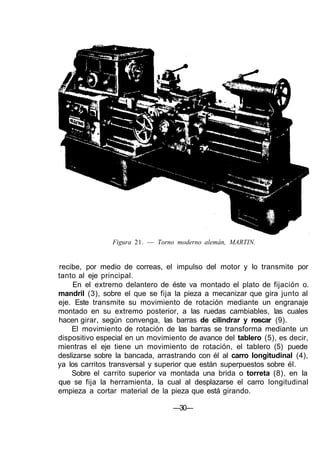
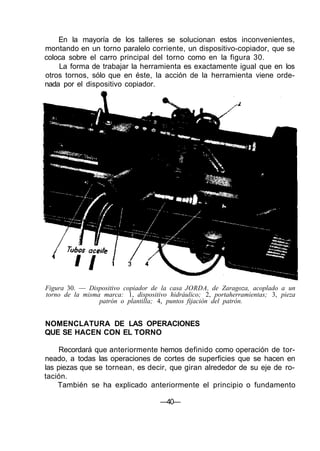
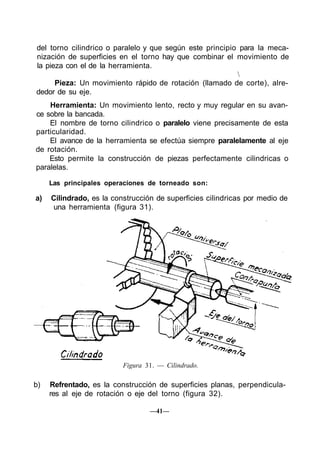
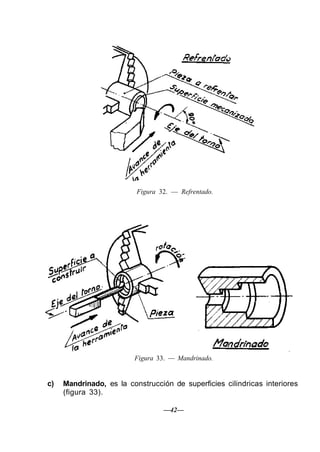
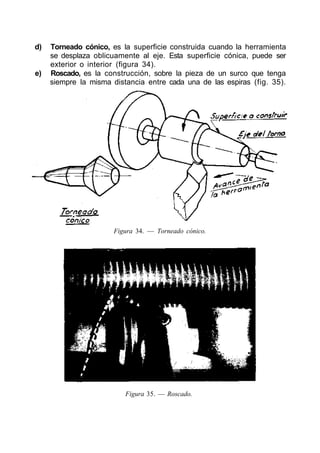
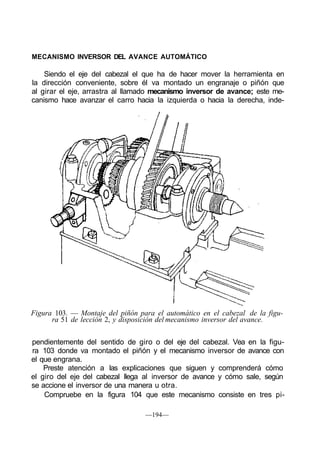
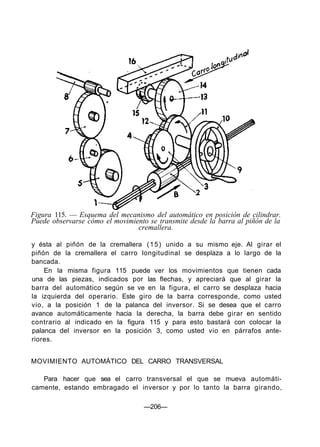
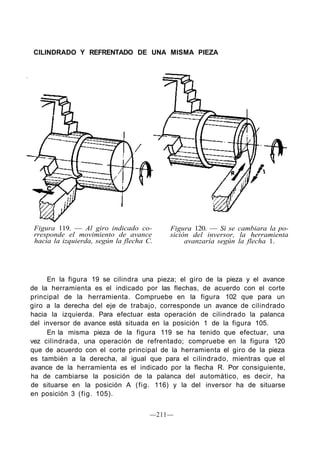
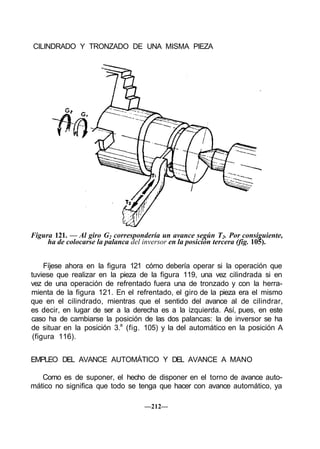
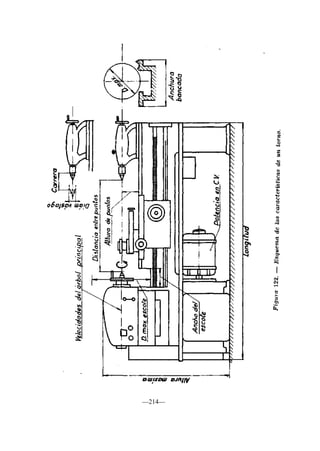
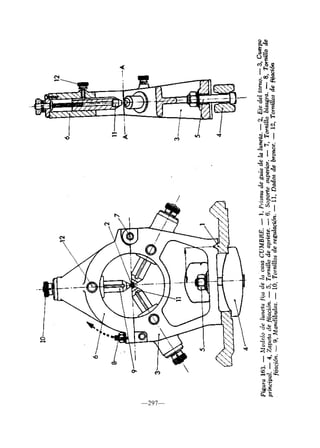
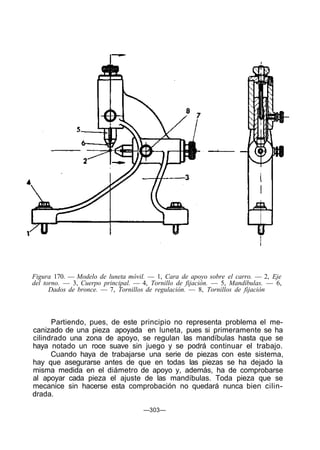
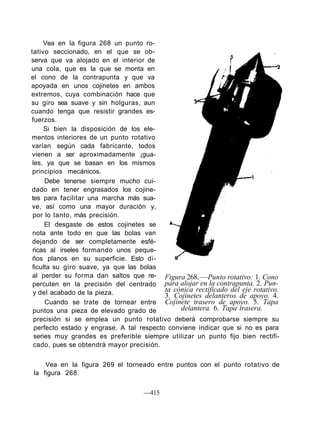
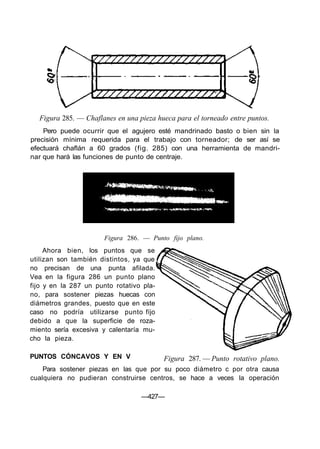
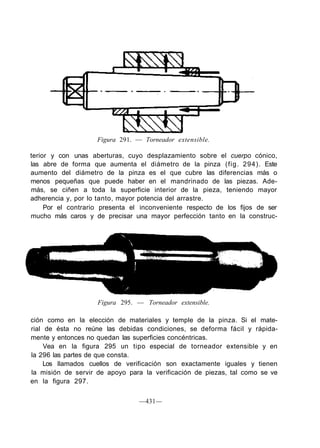
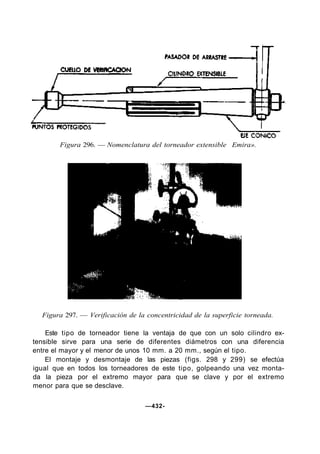
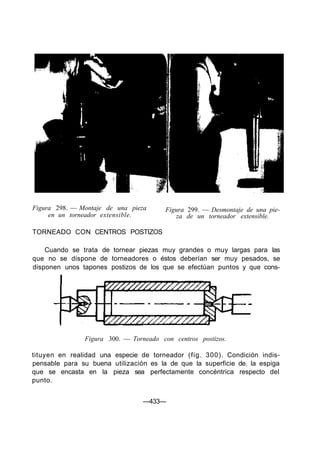
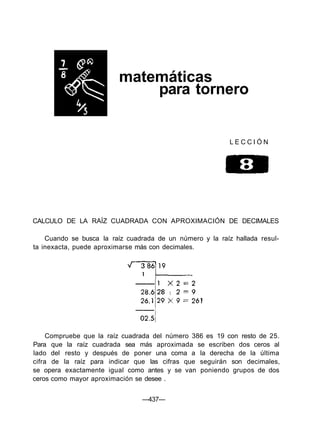
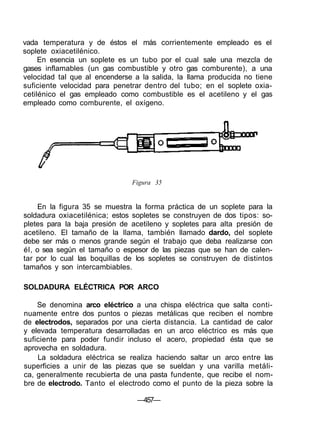
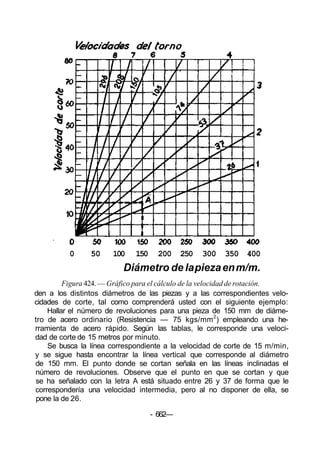
Este documento es un curso introductorio sobre el manejo del torno, abordando aspectos fundamentales de mecánica y la importancia de conocer la máquina para operar eficientemente. Se discuten nociones esenciales como la clasificación de piezas, los procesos de mecanizado, y los tipos de materiales usados en la mecánica, enfatizando el papel del torno en la fabricación de piezas. Además, se presenta el concepto de torneado como una operación de corte en piezas que rotan alrededor de su eje, estableciendo la base para el estudio del funcionamiento del torno.










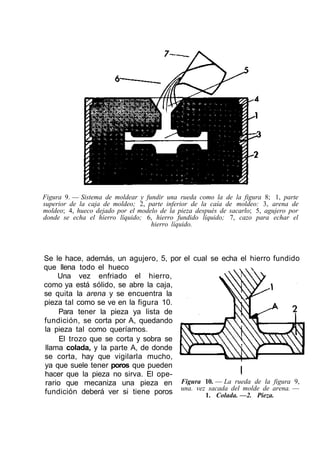









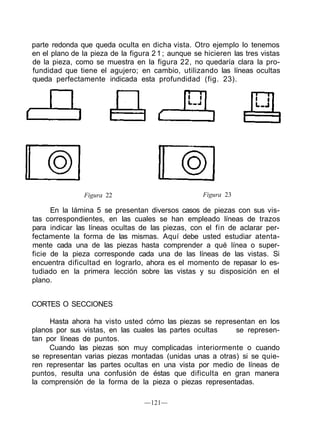












































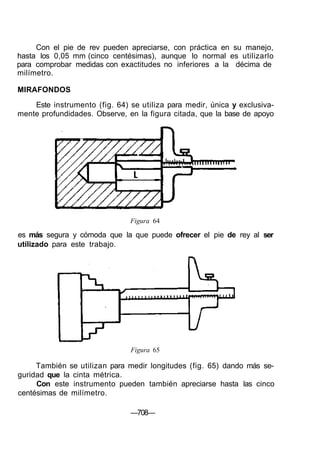
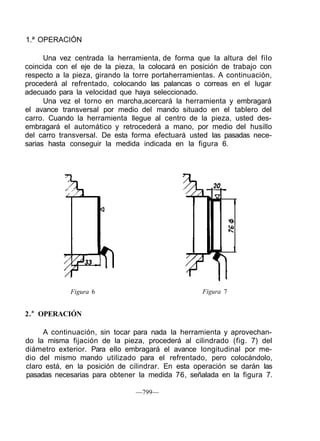
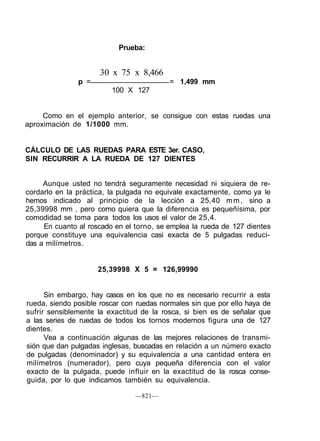
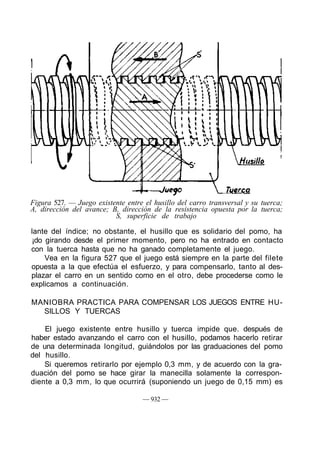
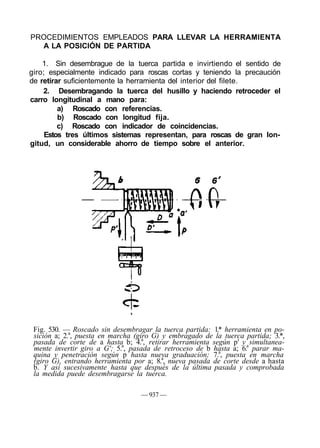
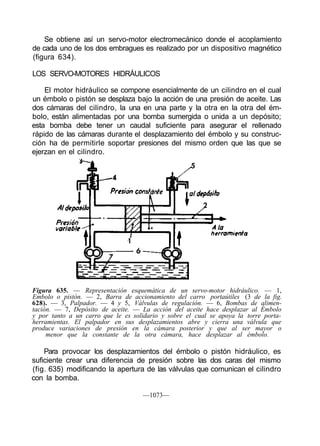
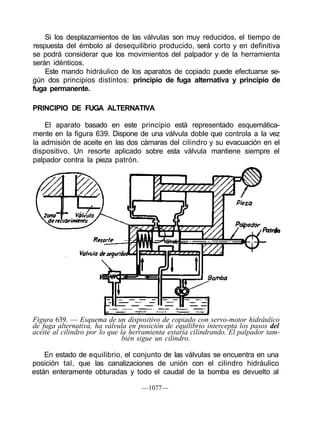
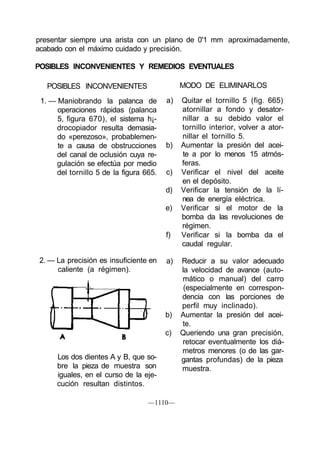
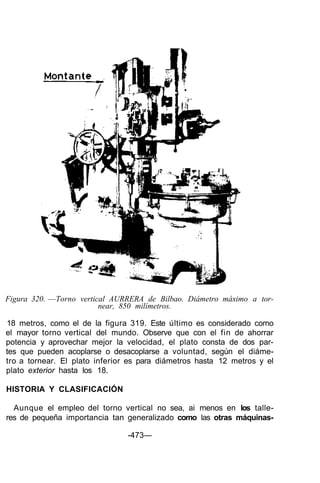
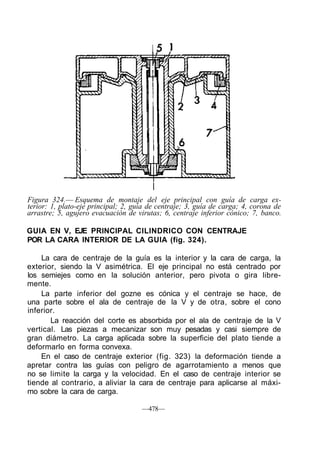
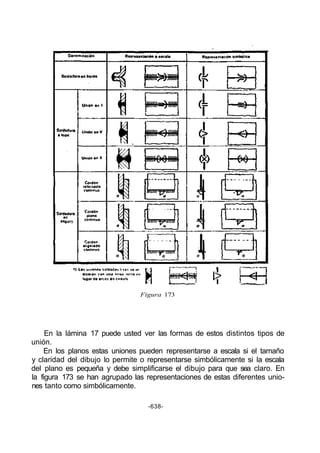
![indudablemente el más exacto y el más práctico. Su generalización en
los talleres reportaría una considerable economía de tiempo, ya que
suprimiría los suplementos y los inconvenientes que presenta su utili-
zación cada vez que ha de afilarse la herramienta.
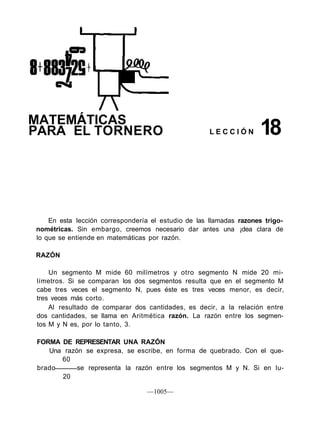
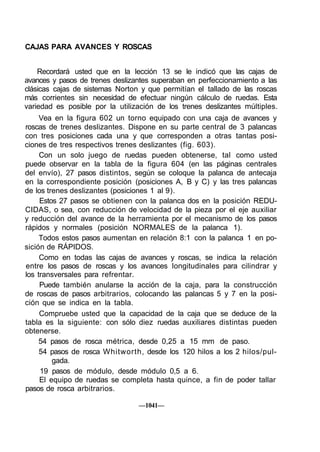
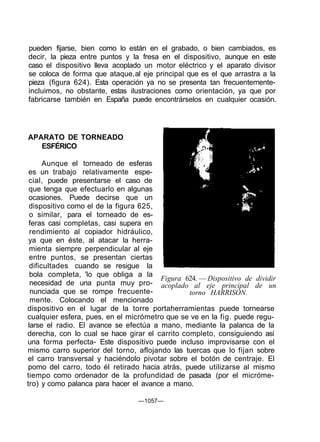
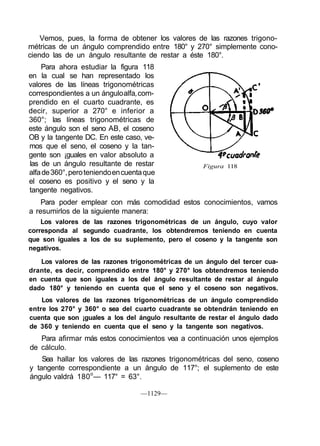
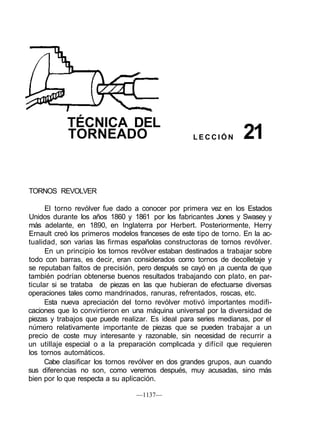
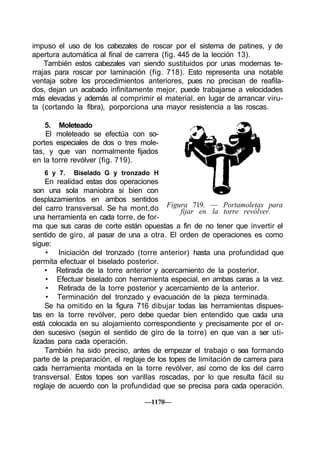
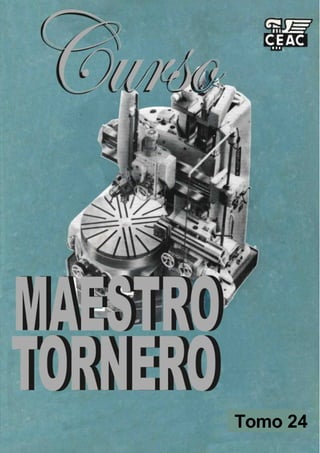
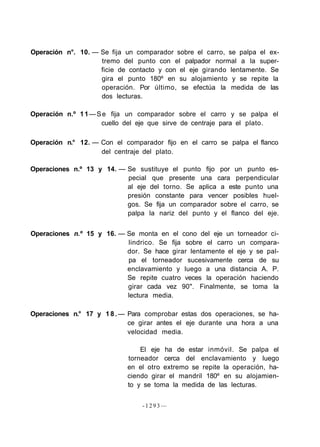
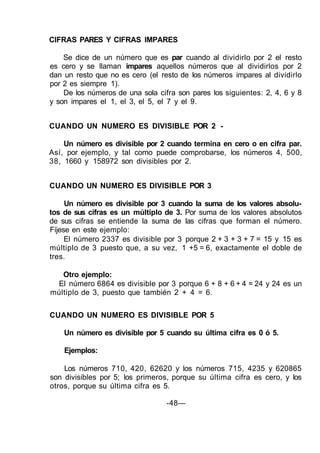
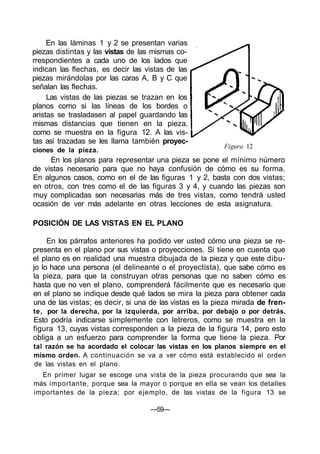
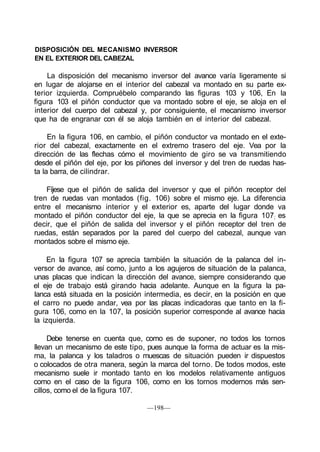
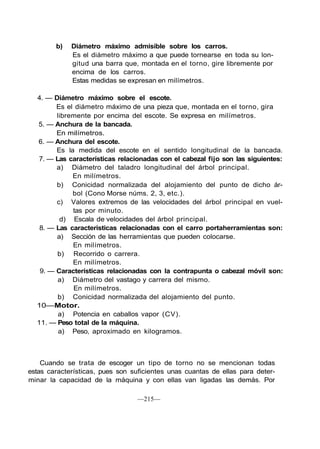
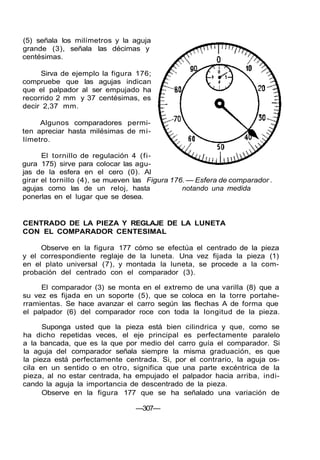
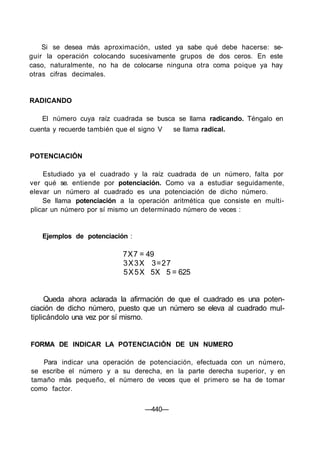
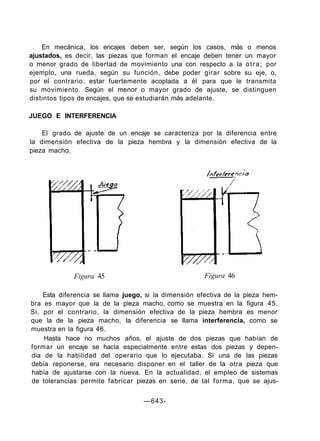
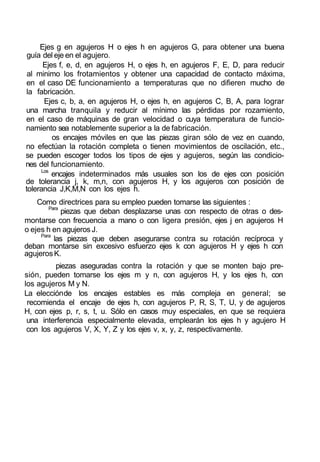
Vea resumidas las ventajas que proporciona la utilización de este
tipo de torretas:
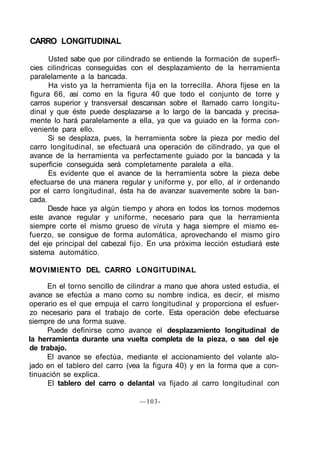
].° Ajuste de la altura de la herramienta mediante tornillo y con-
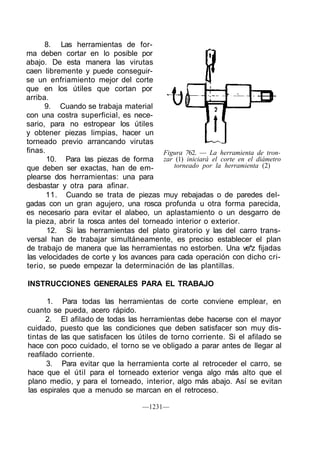
tratuerca, sin utilizar suplementos.
2.° Afilado de las herramientas sin desmontarlas del portaherra-
mientas.
3.° Gran rapidez en el cambio de herramientas sin parar el torno.
4.° Referencia segura de la posición de la herramienta para los
trabajos en serie.
5.° Taladrado por avance automático del carro.
6.° Facilidad de poder hacer, con la precisión de un torno para-
lelo, todas las operaciones de un torno revólver.
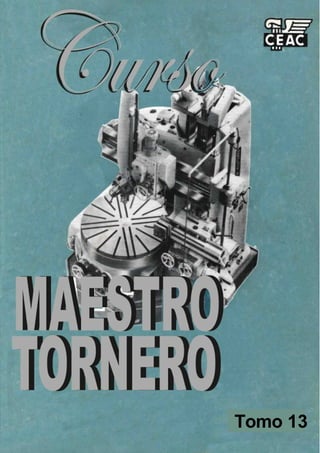
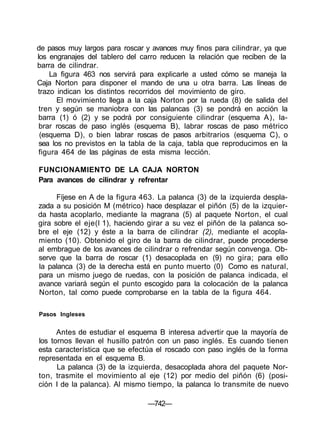
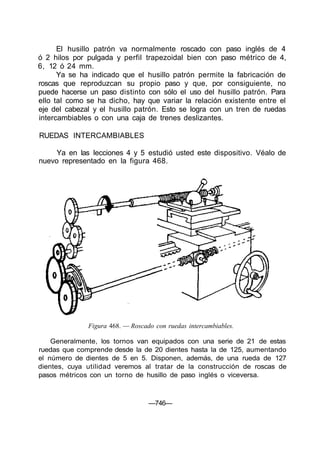
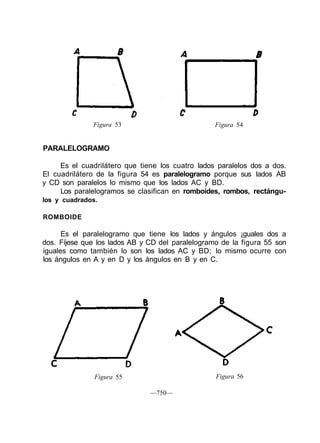
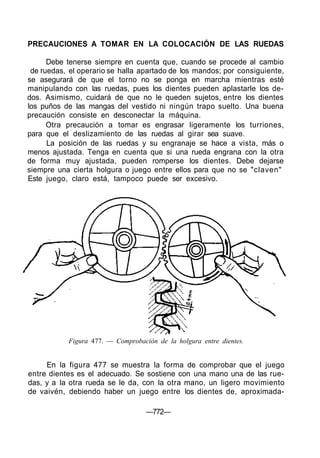
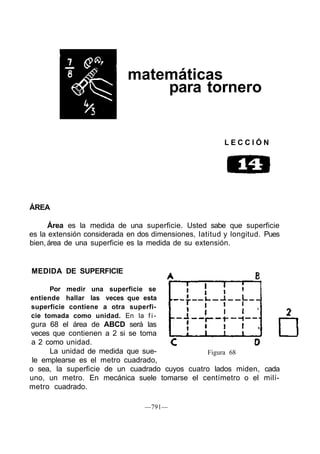
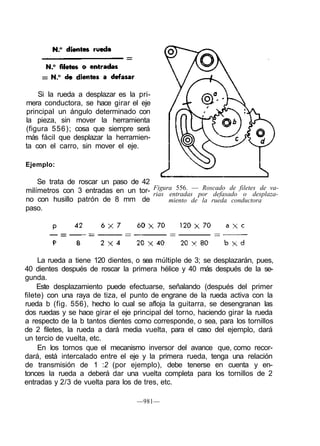
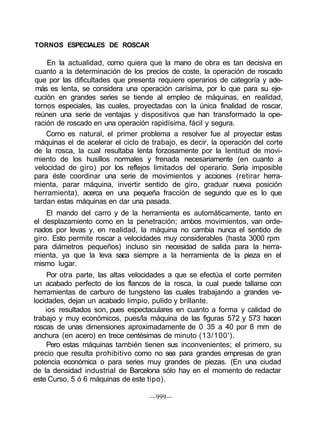
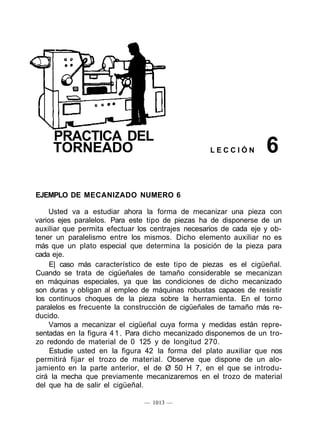
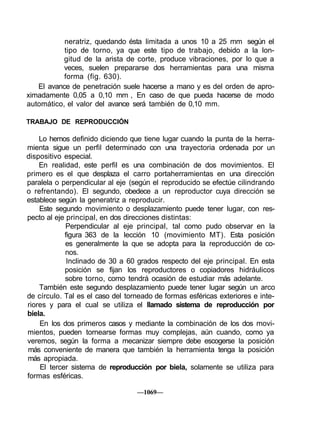
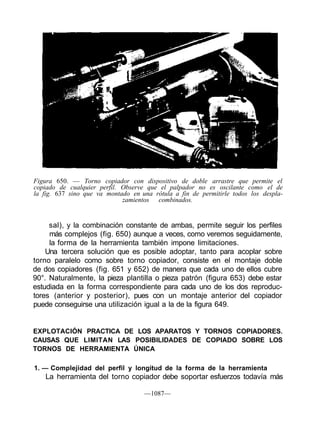
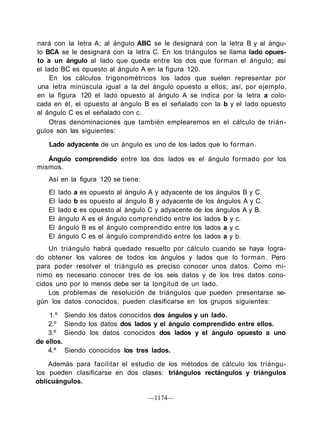
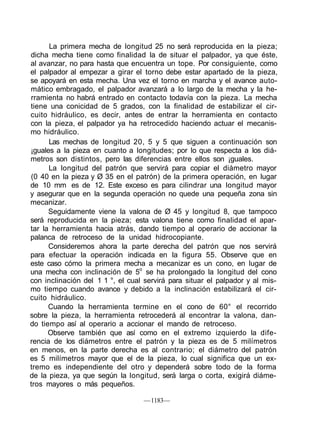
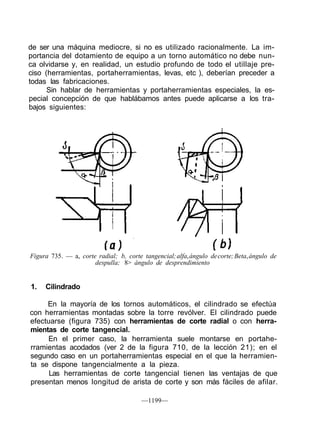
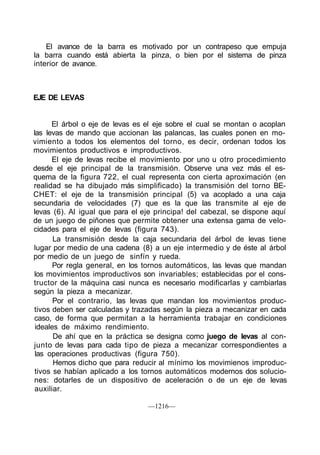
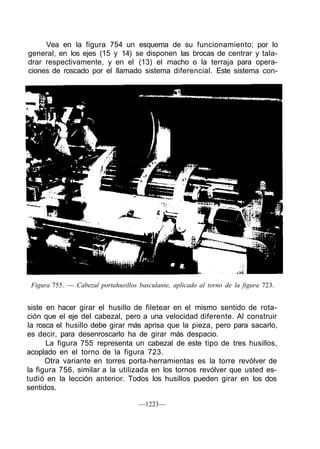
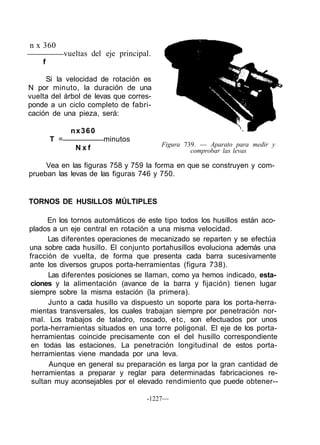
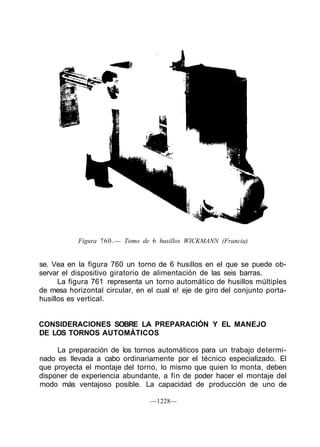
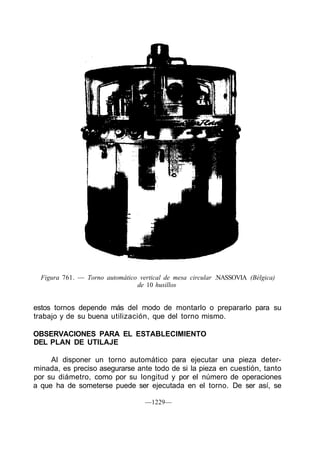
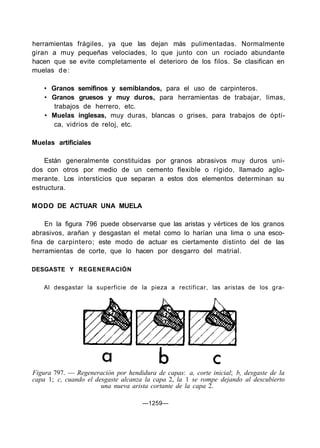
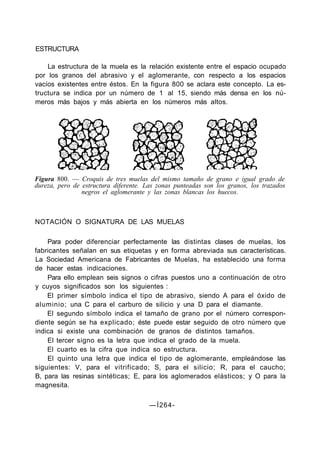
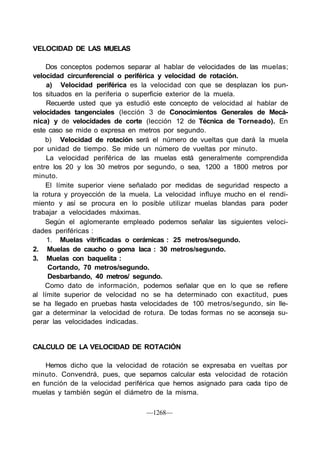
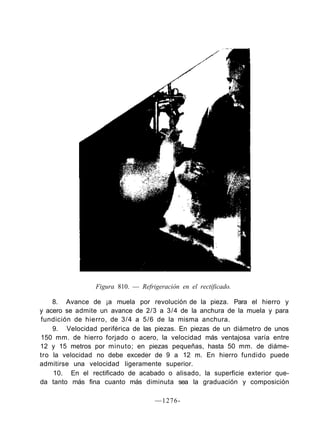
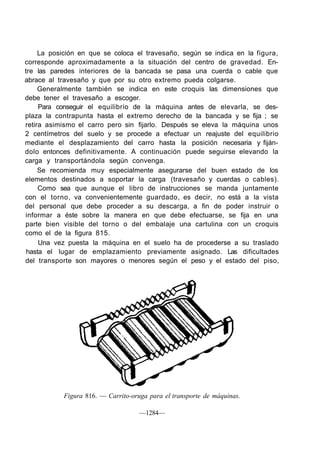
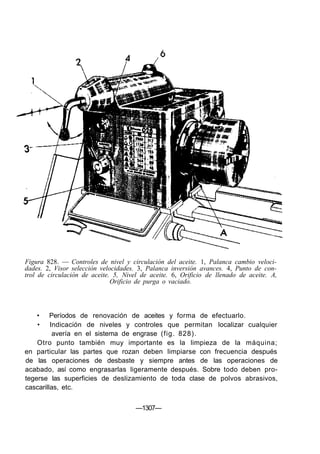
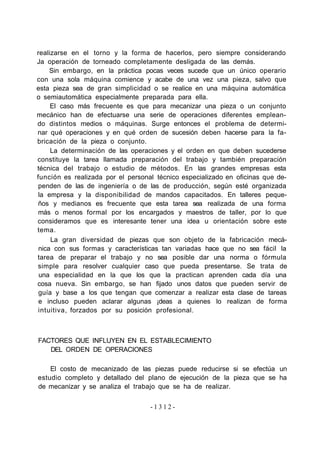
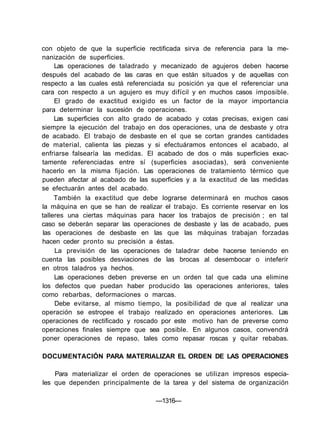
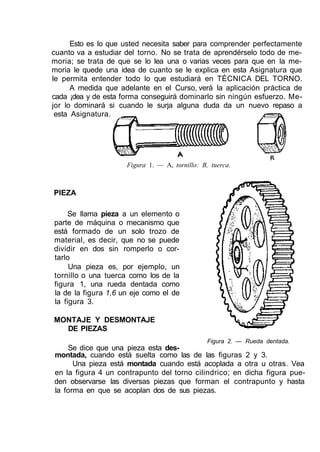
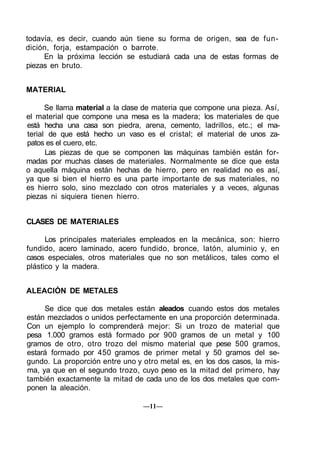
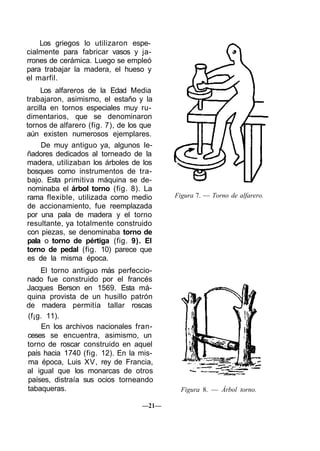
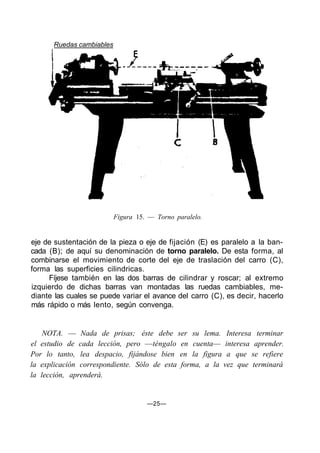
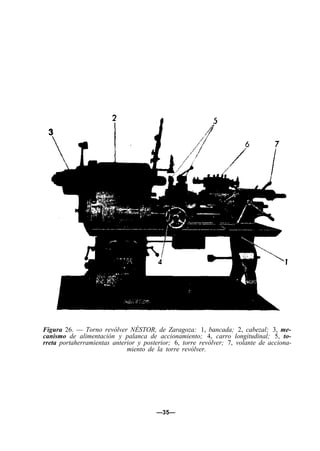
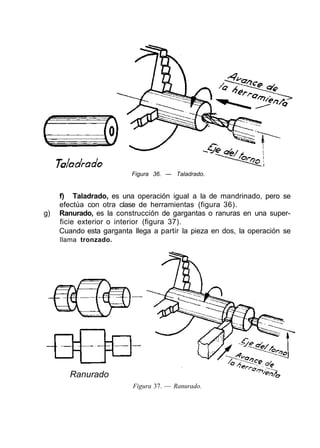
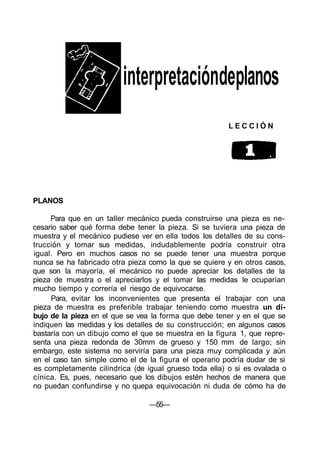
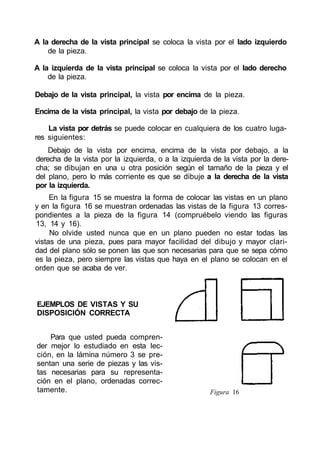
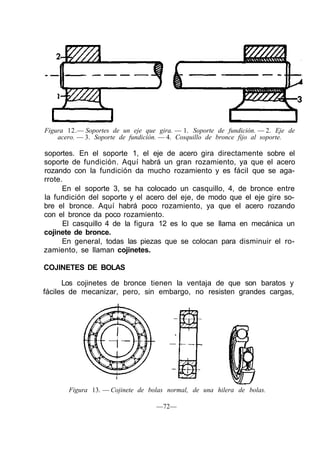
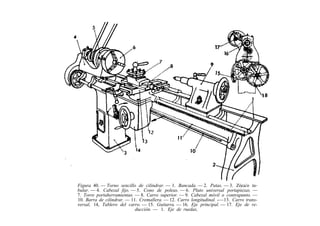
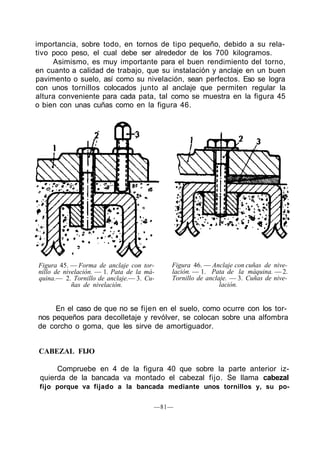
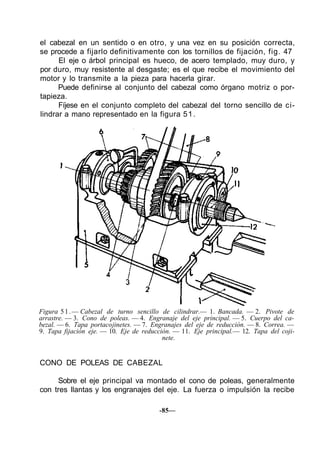
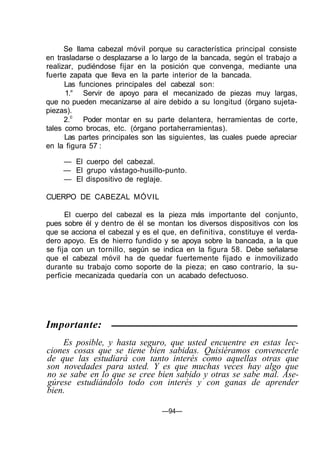
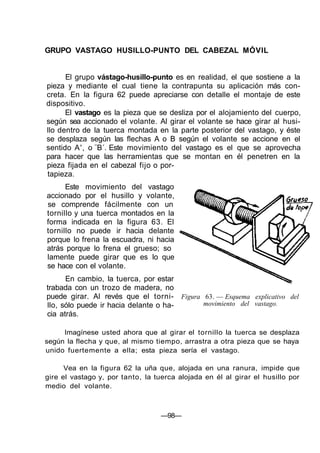
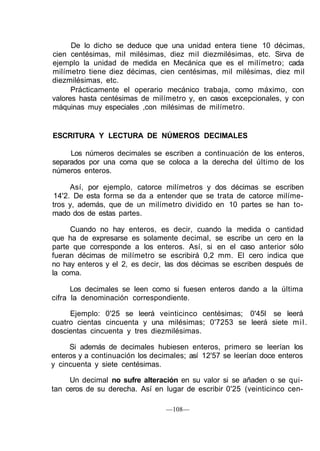
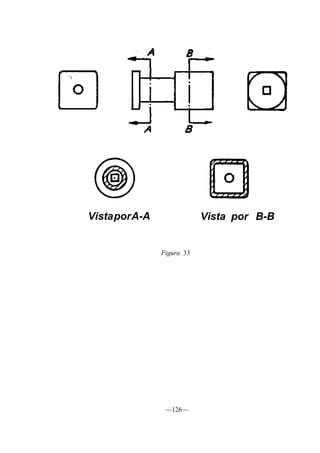
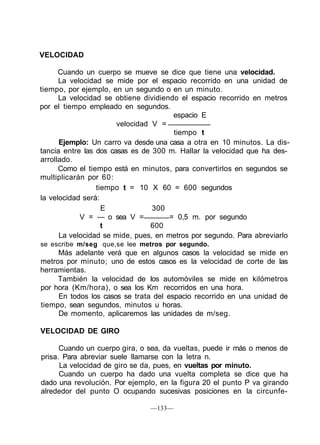
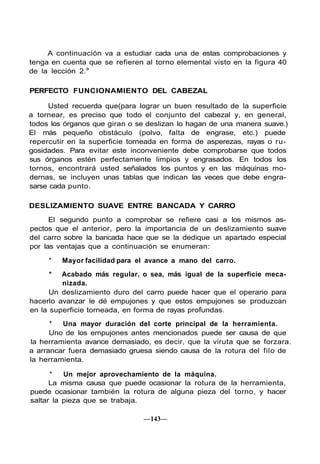
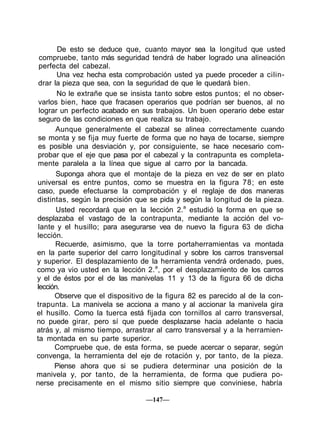
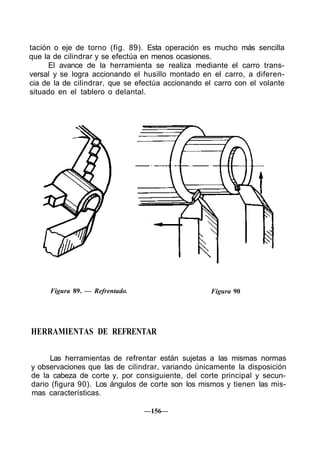
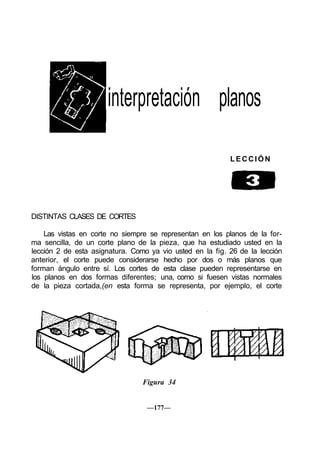
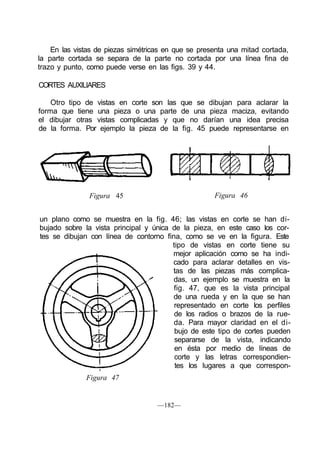
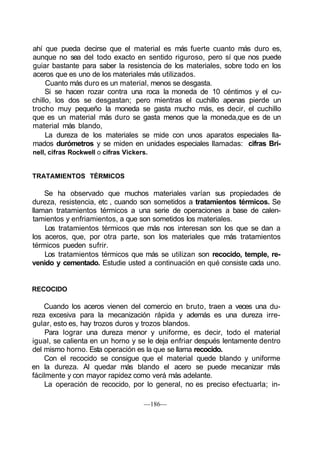
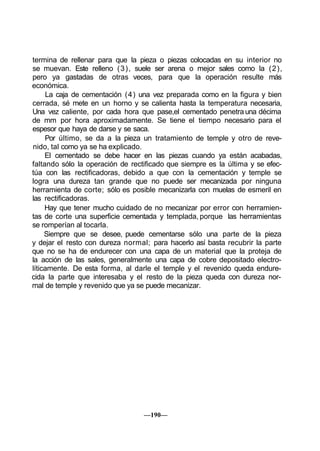
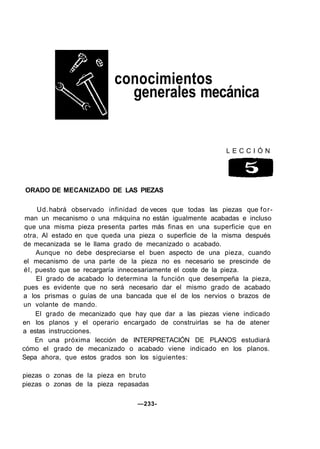
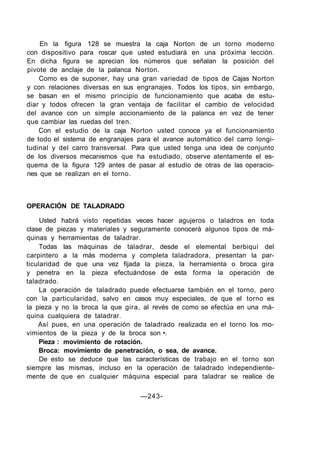
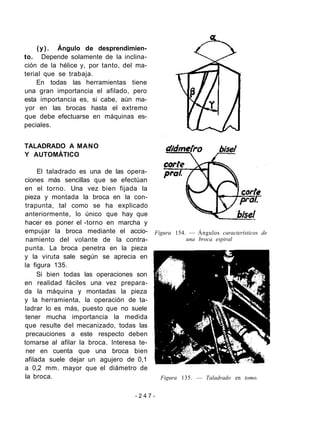
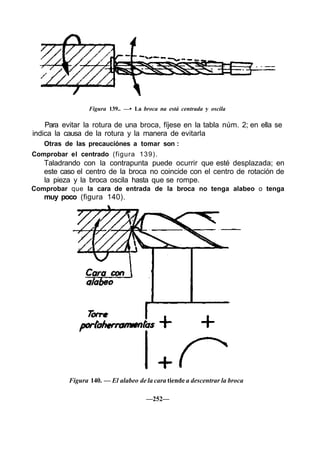
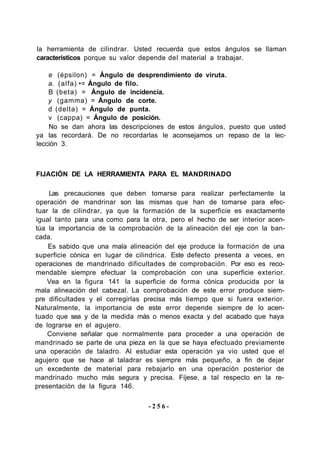
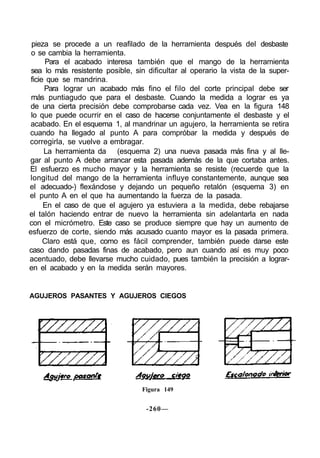
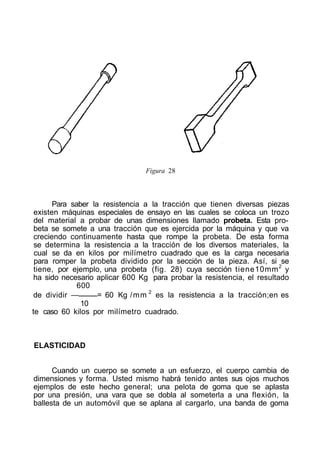
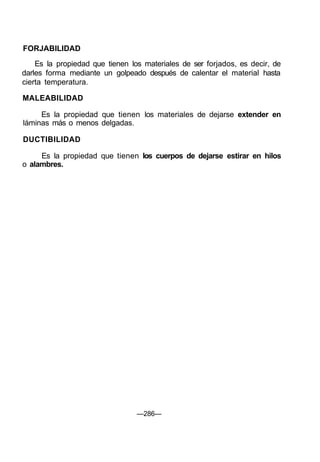
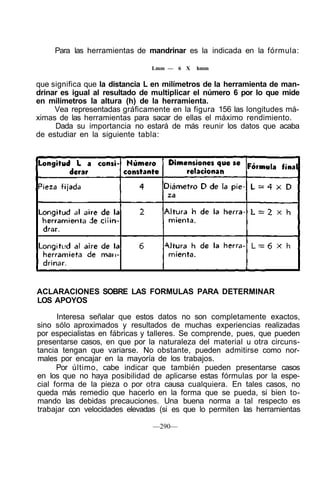
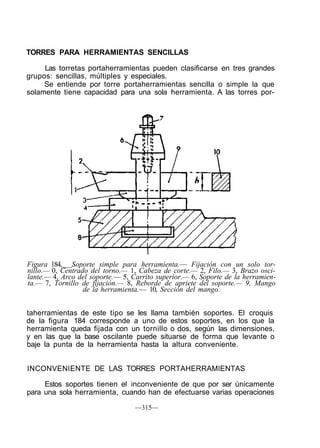
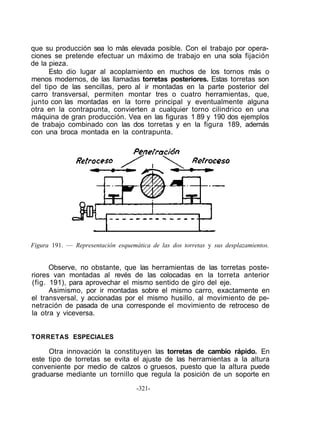
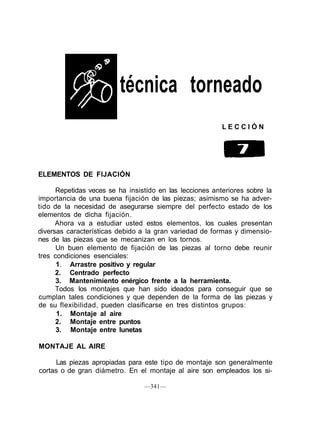
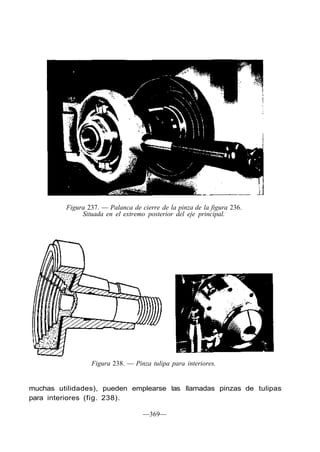
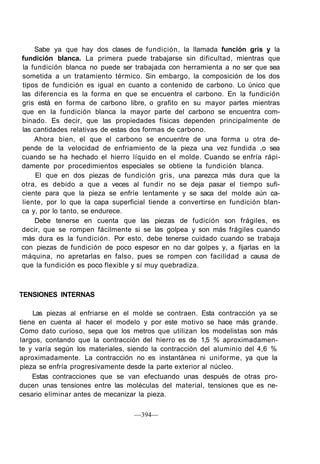
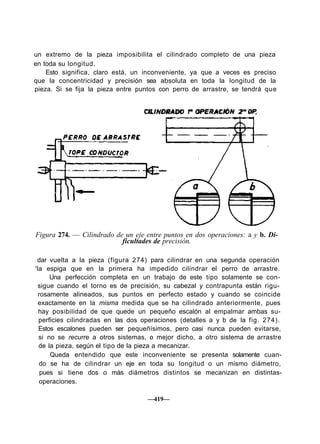
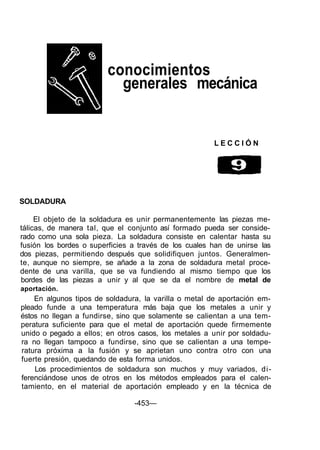
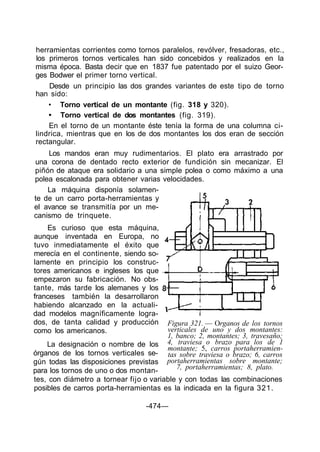
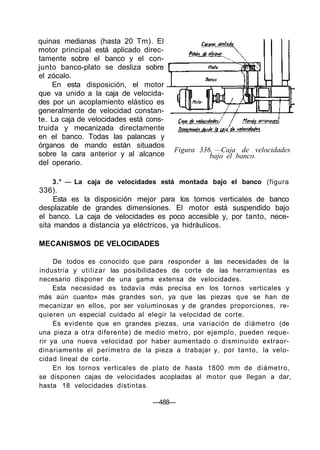
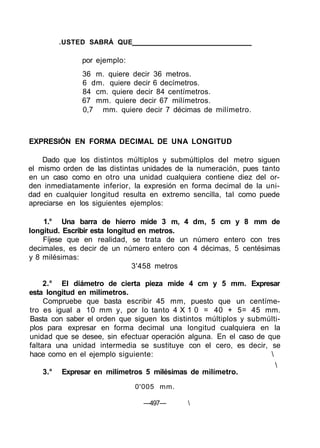
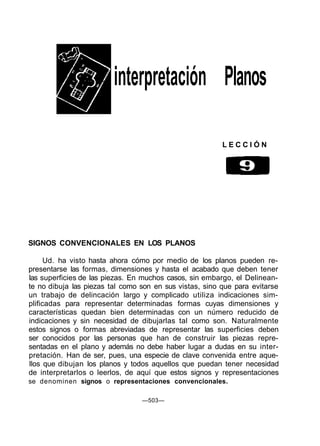
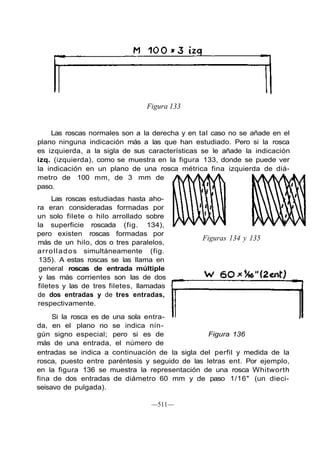
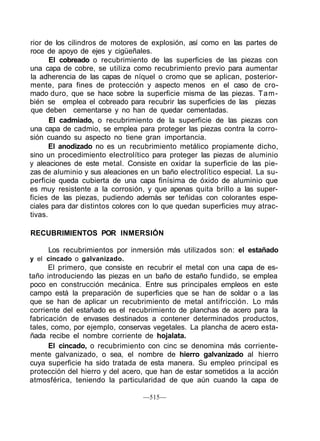
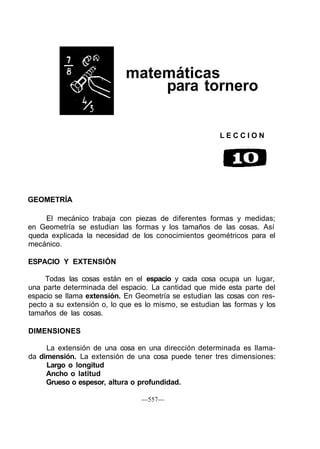
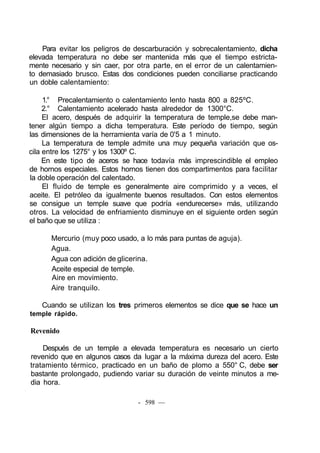
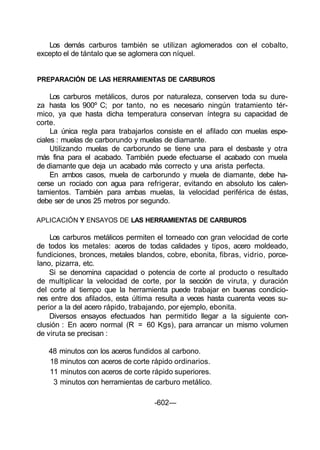
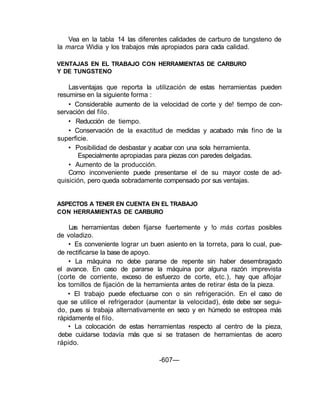
Figura 197. — Taladrando una broca fija en soporte especial.
En la lección anterior ya vio cómo se taladra por avance automáti-
co. Vea ahora en la figura 197 una demostración de taladro con el em-
pleo de la torreta portaherramientas que acaba de estudiar.
—324-](https://image.slidesharecdn.com/000-maestrotornero-150527221500-lva1-app6892/85/000-maestro-tornero-320-320.jpg?cb=1674114496)


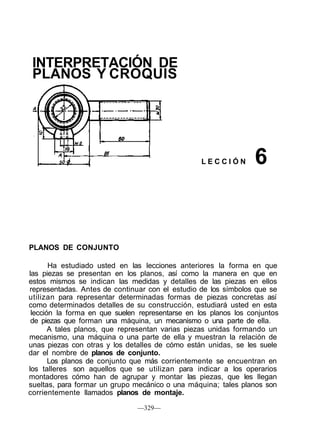

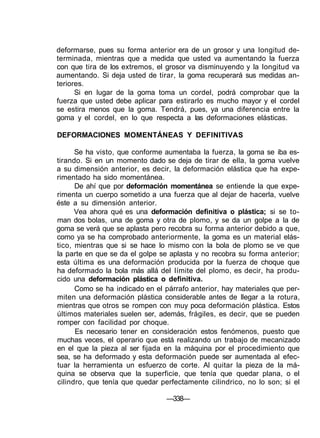
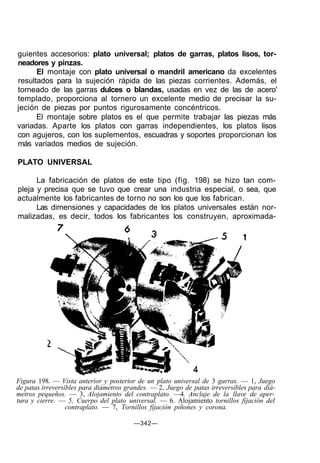
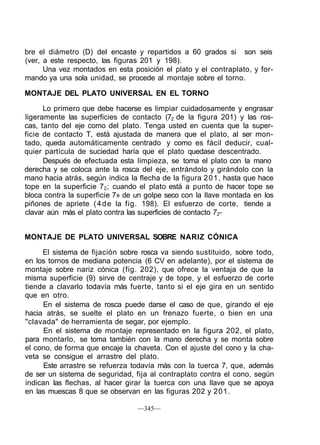
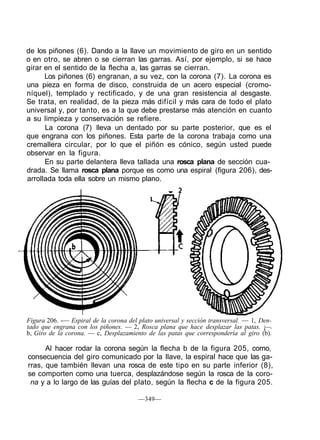




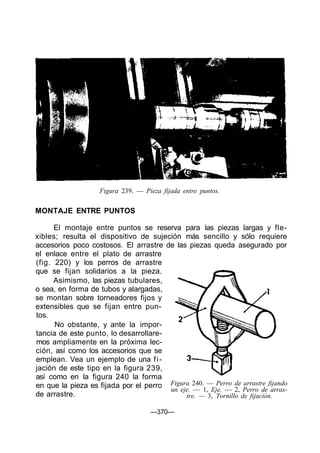







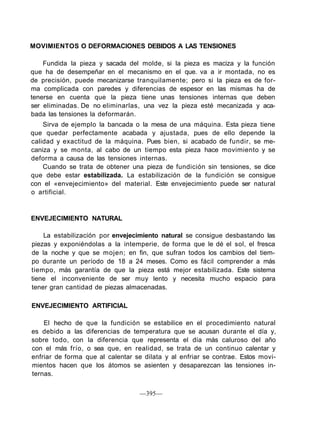

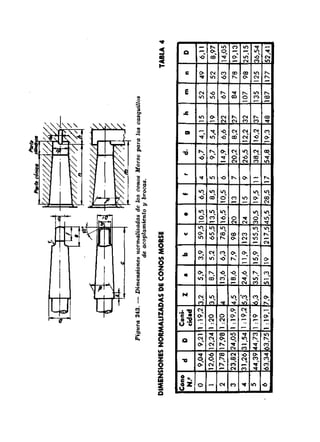








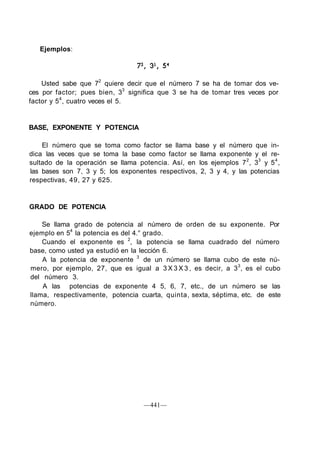
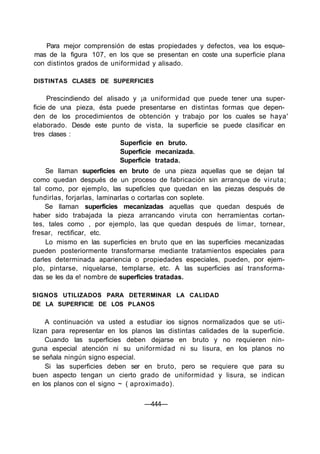

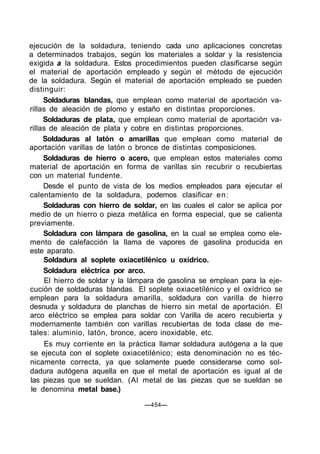





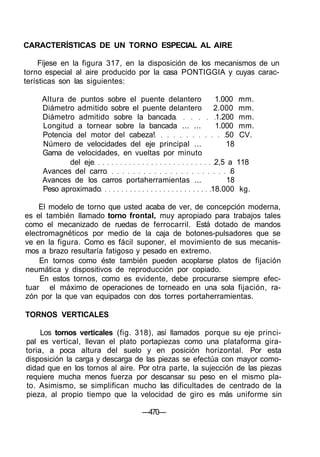
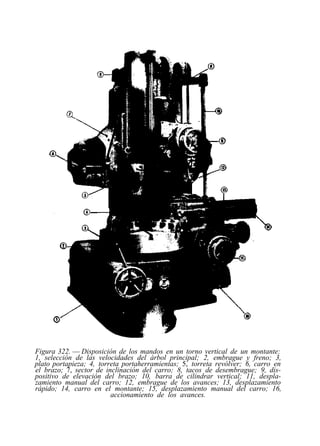
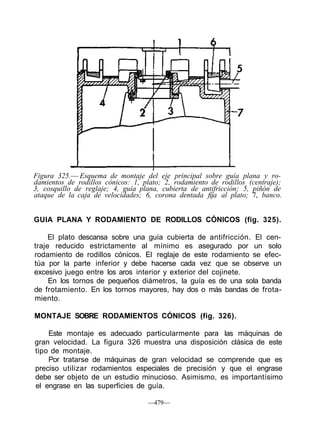

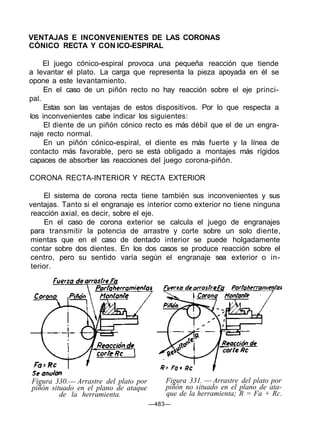

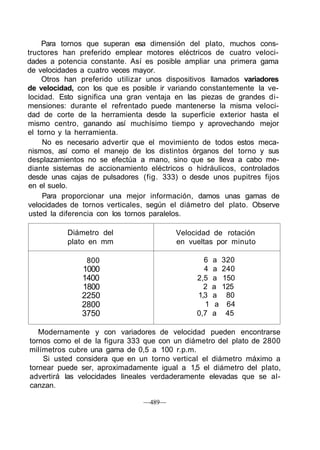
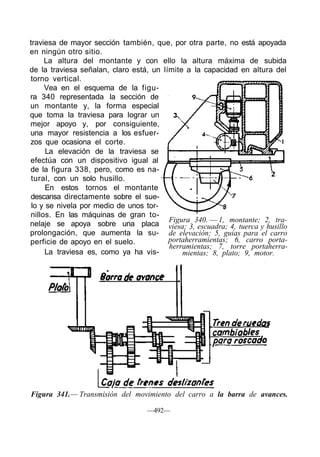

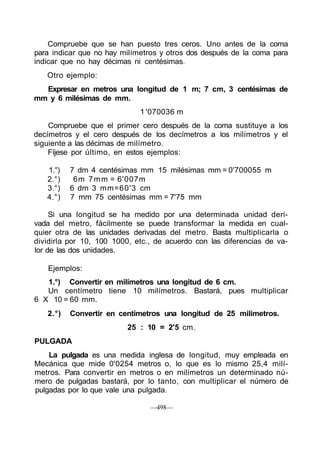

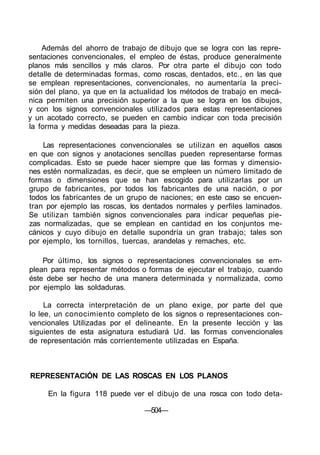
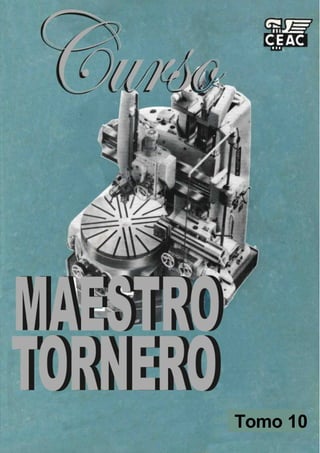
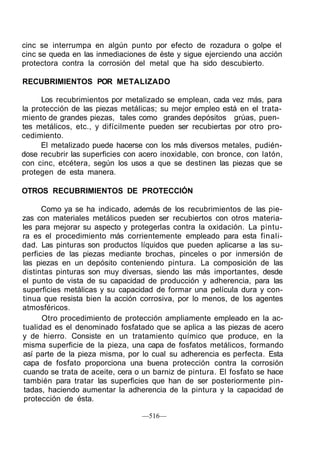


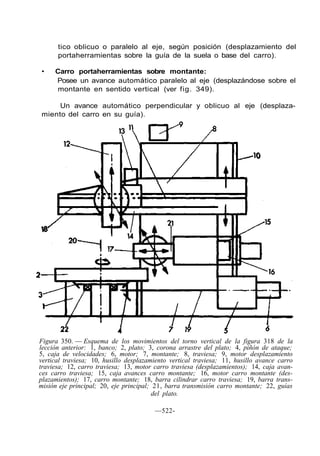
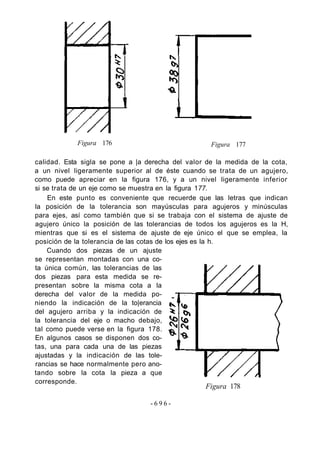
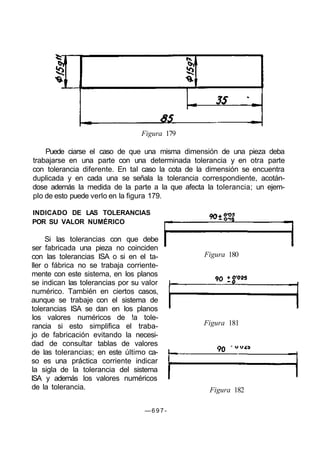
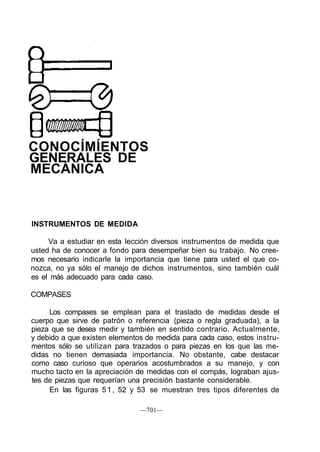
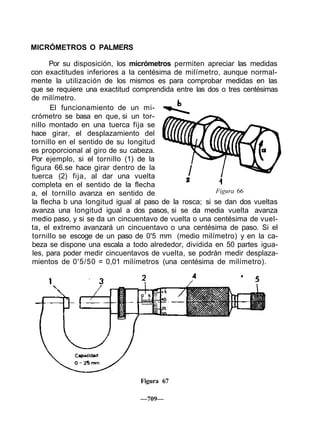
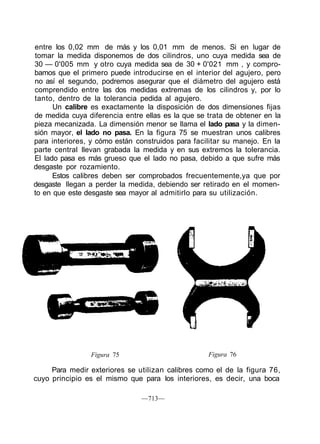
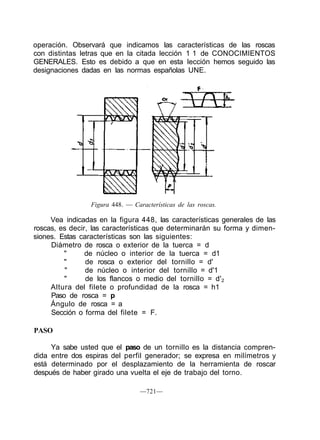
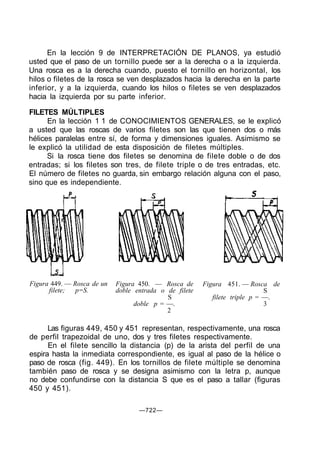
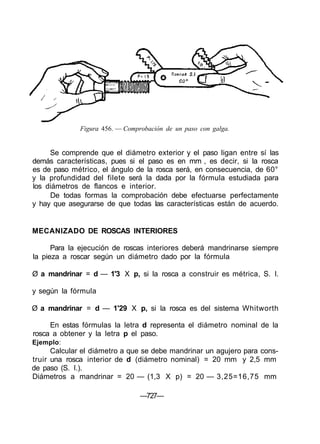
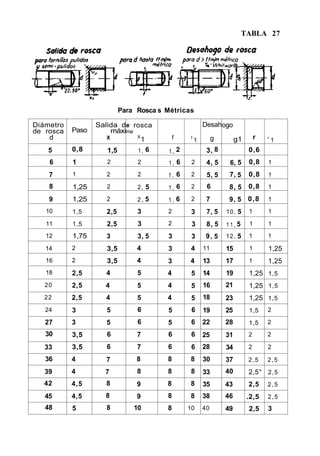
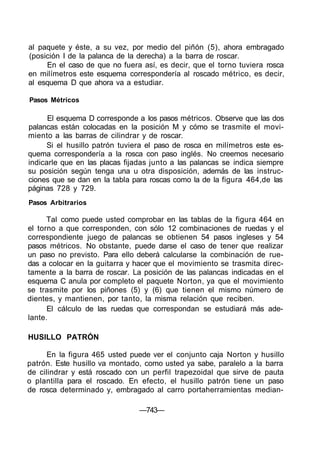
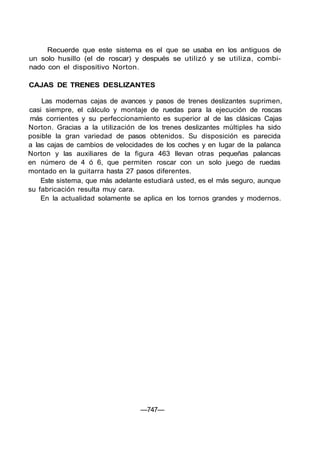
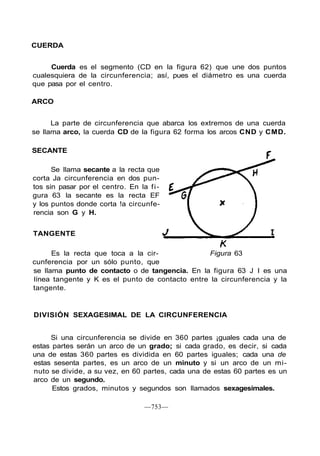
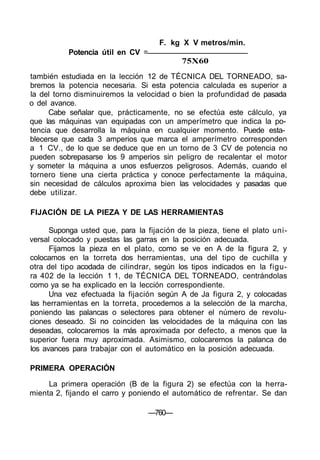
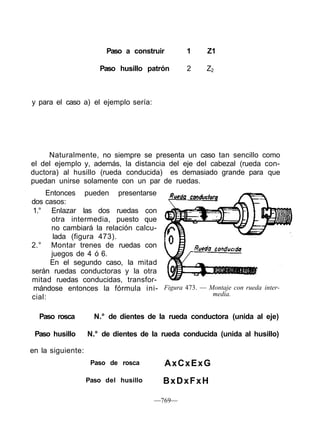
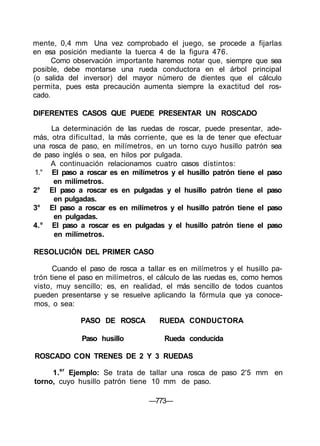
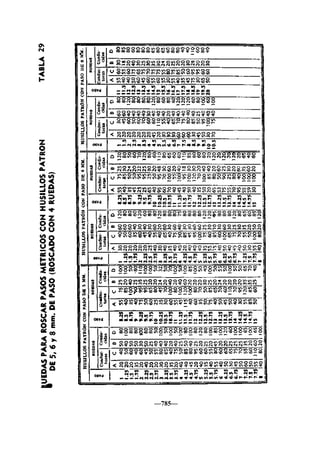
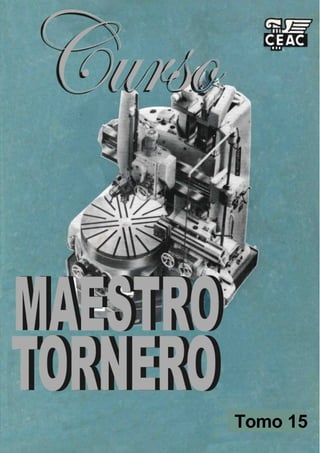
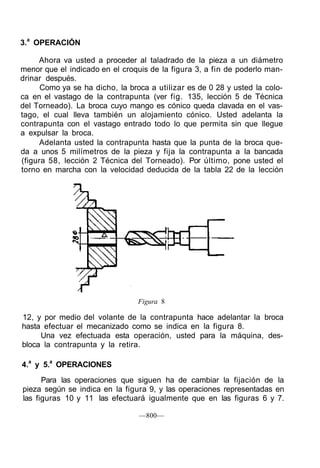
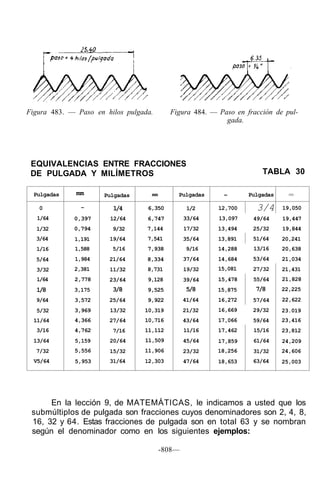
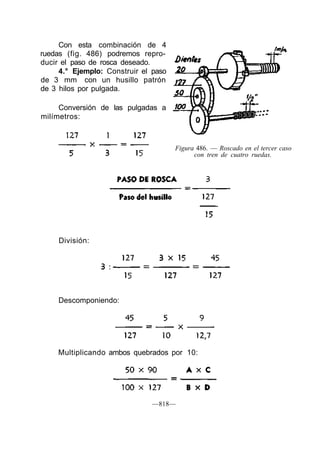
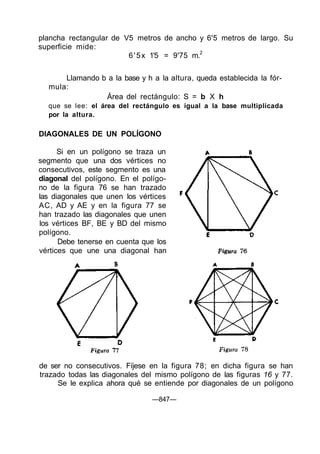
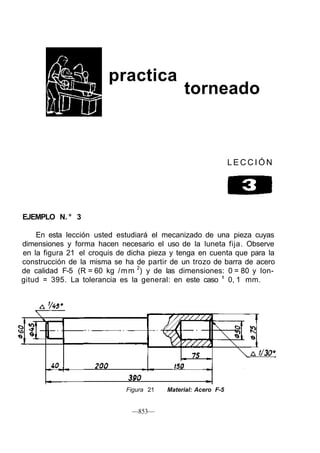
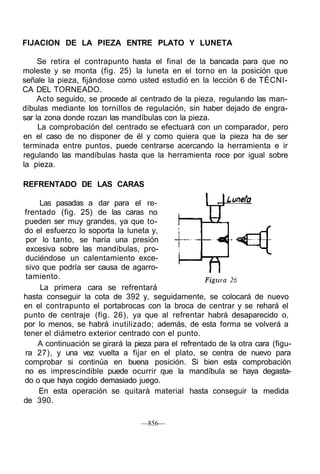
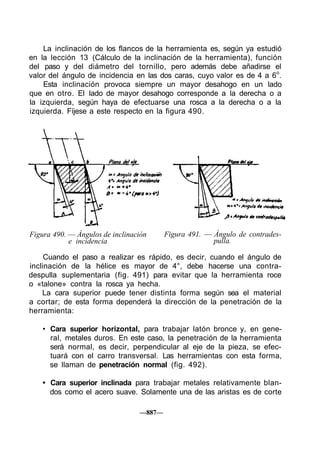
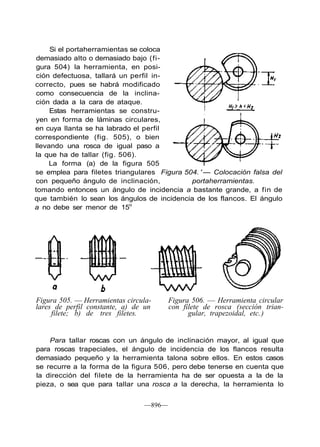
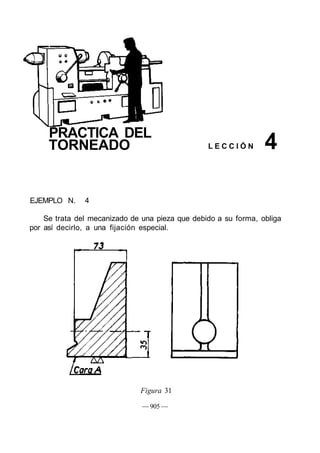
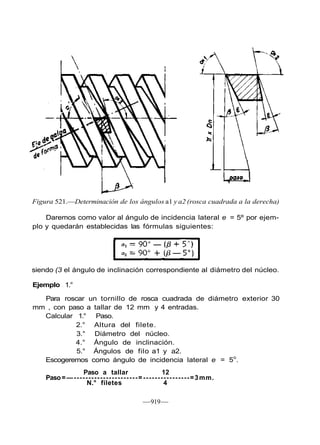
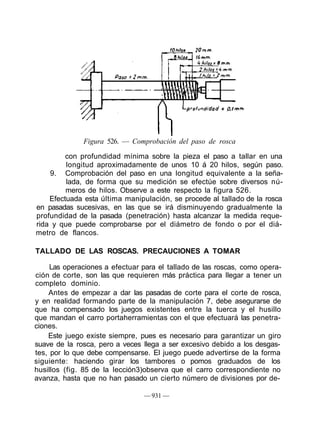
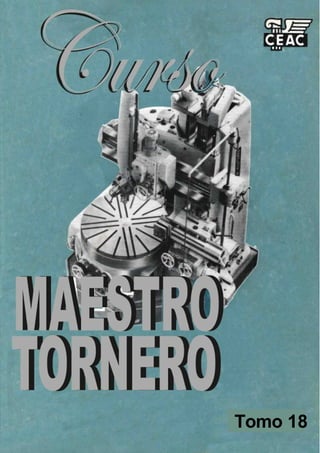
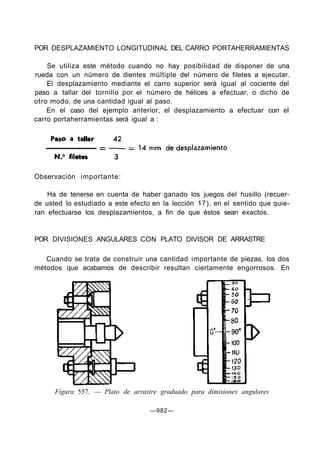
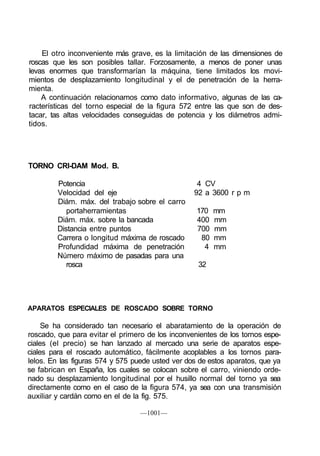
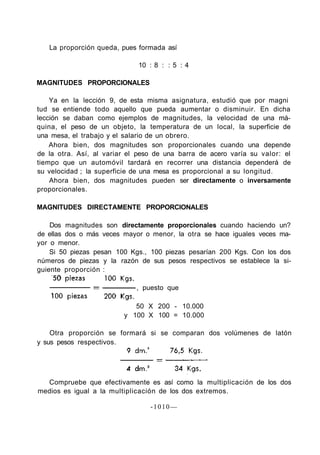
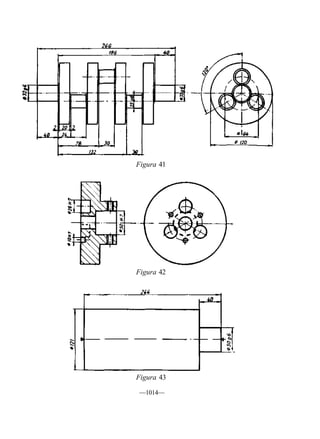
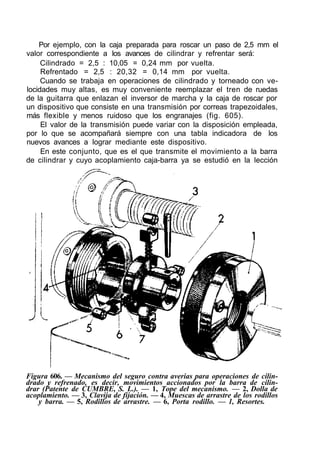
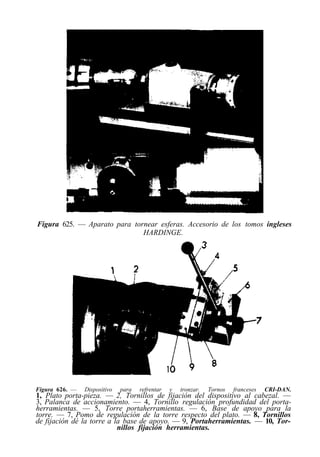
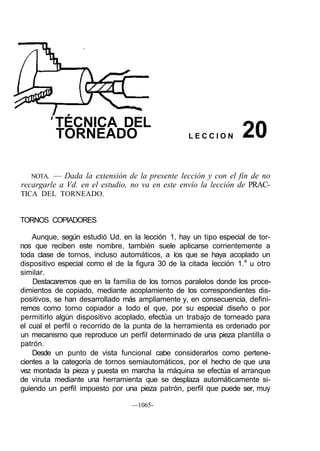
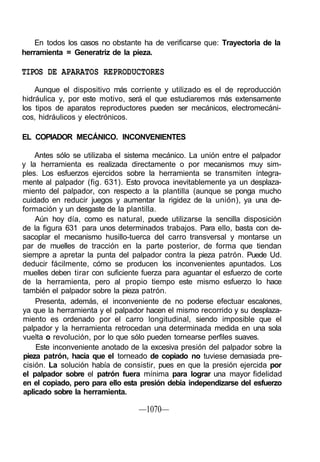
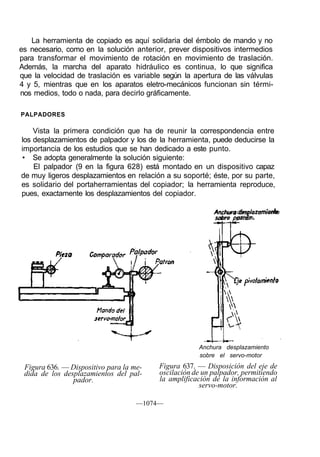
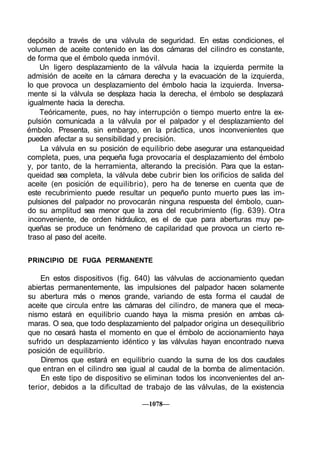
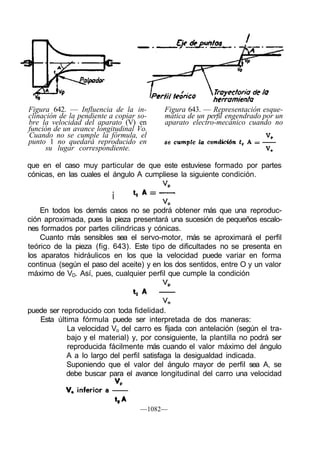
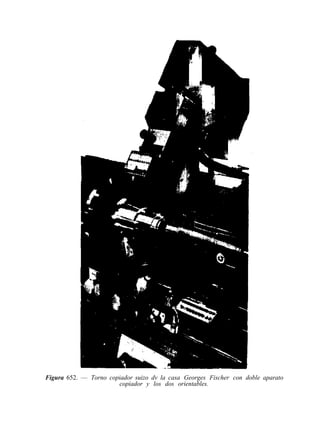
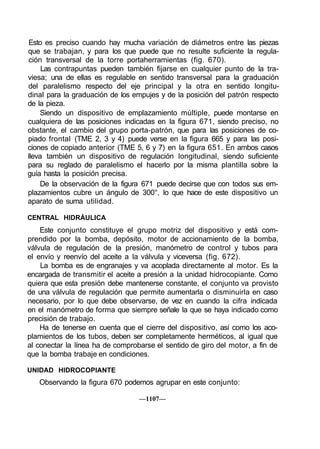
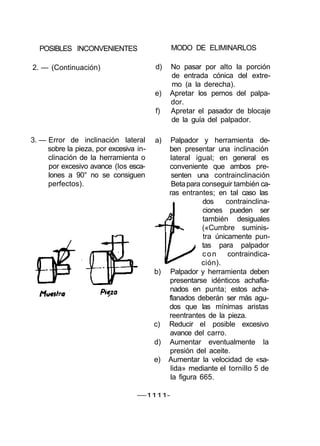
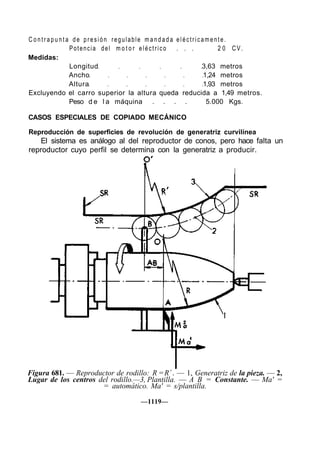
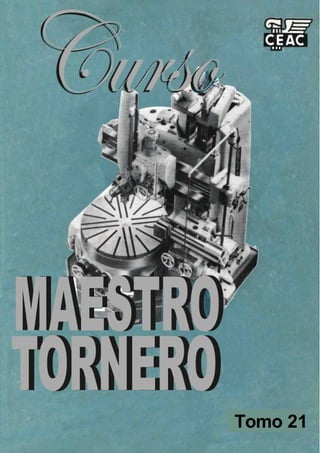
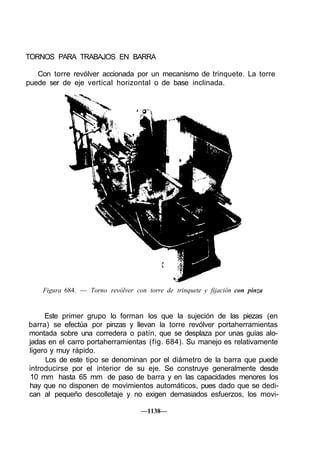
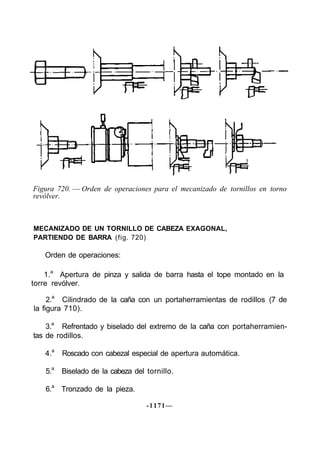
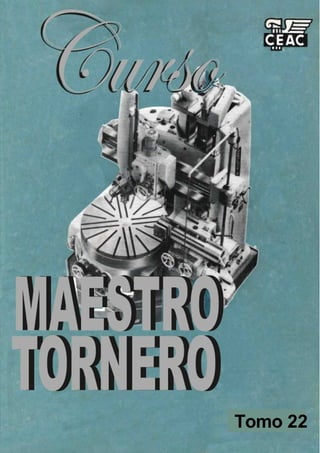
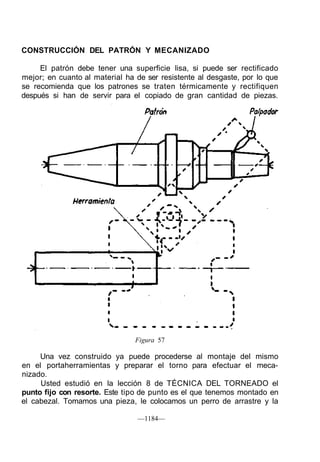
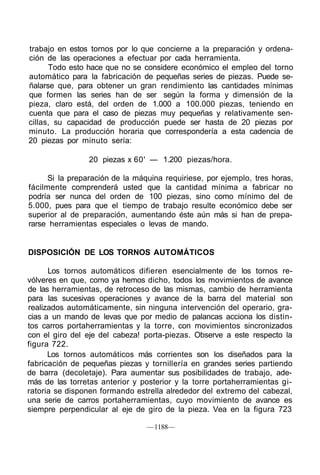
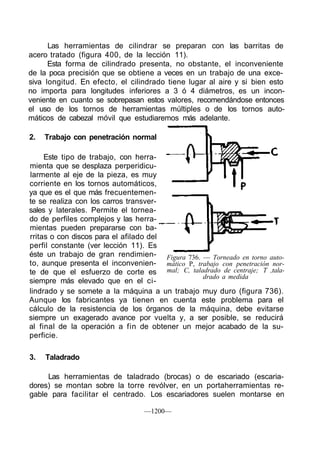
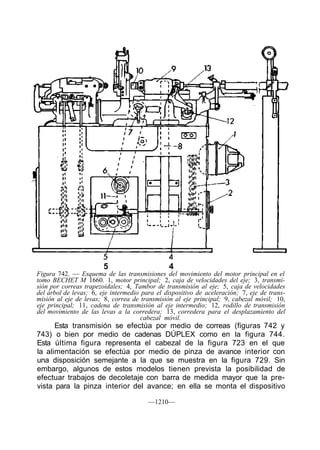
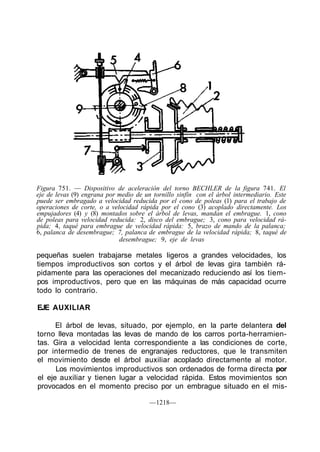
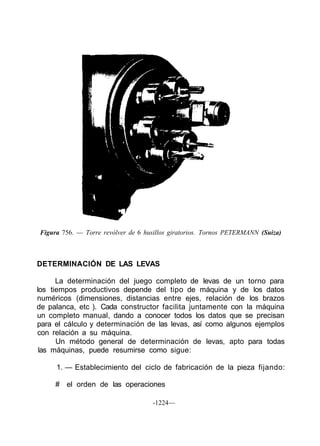
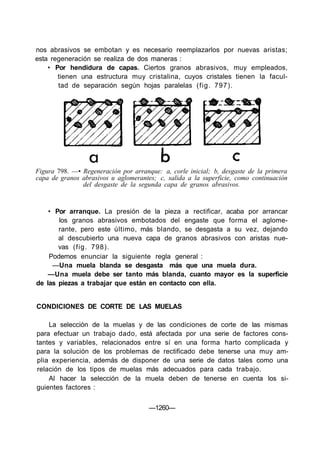
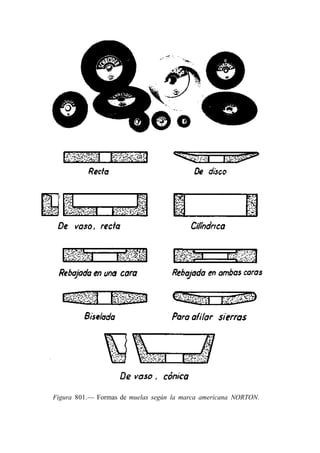
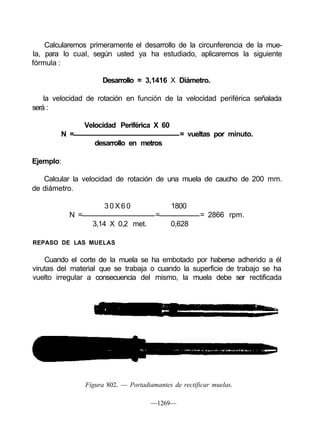
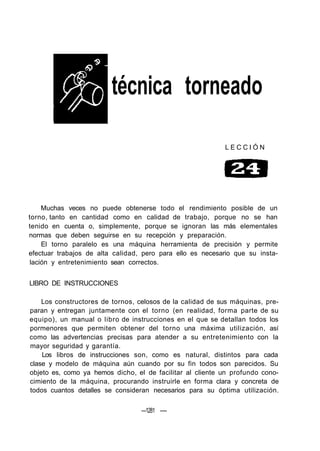
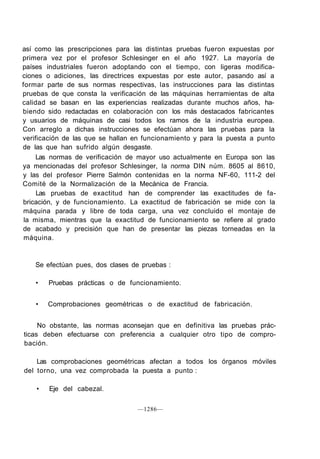
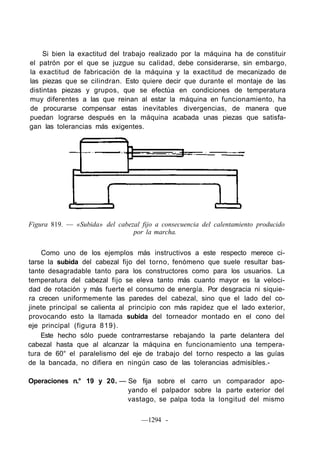
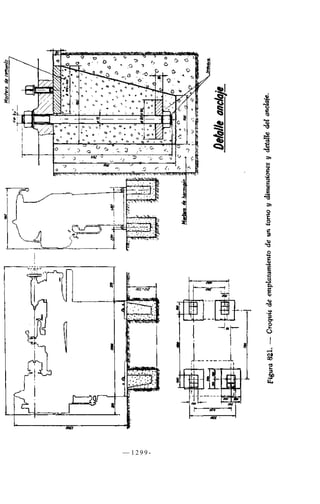
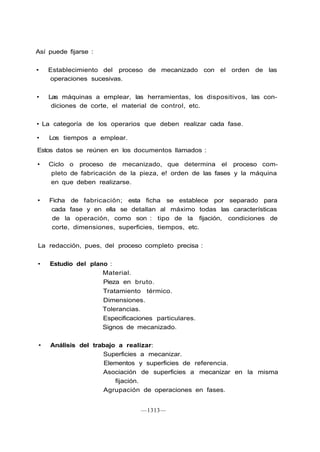
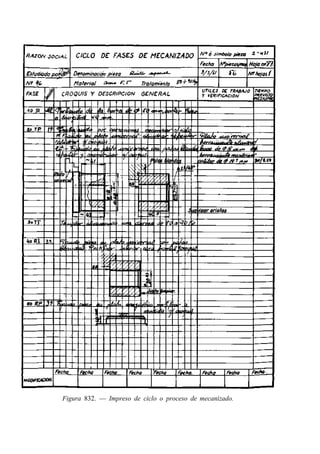
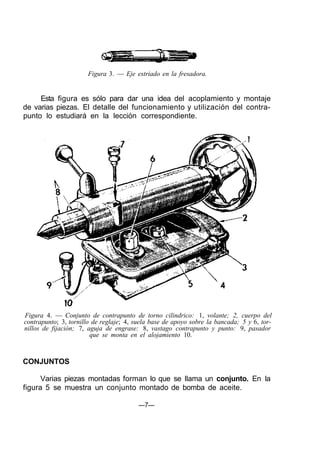
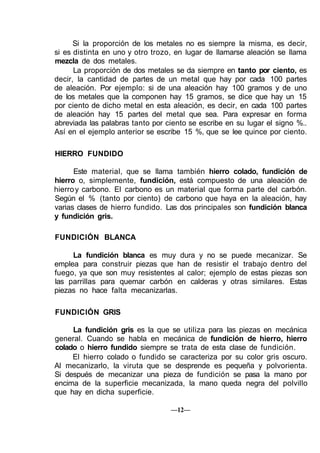
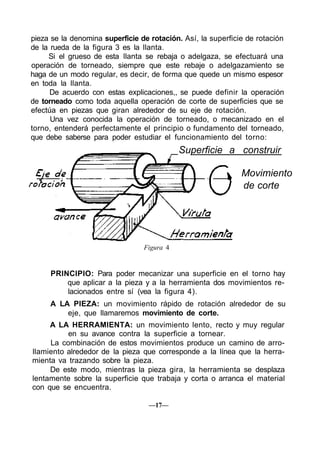
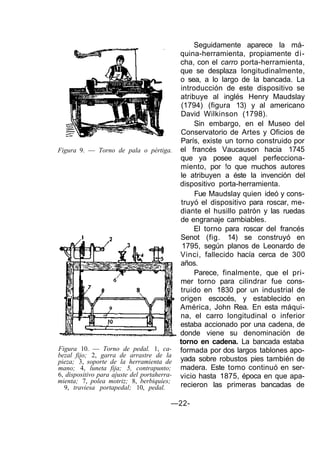
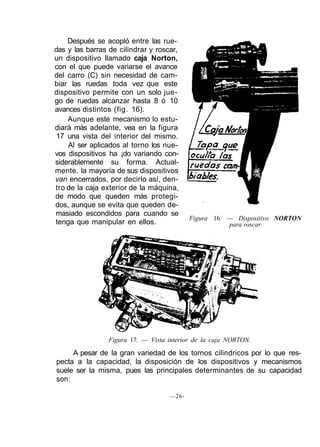
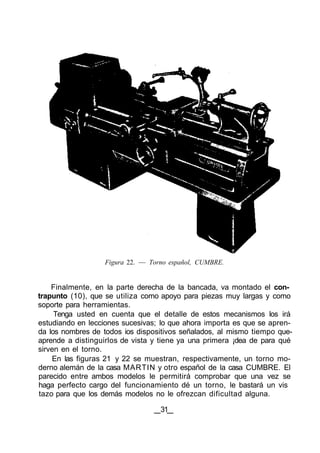
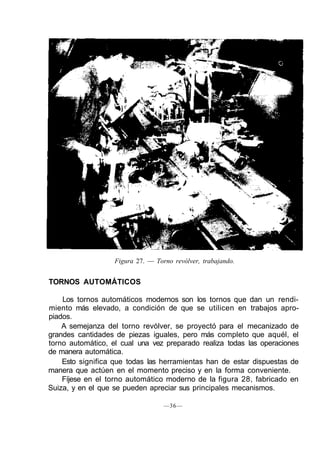
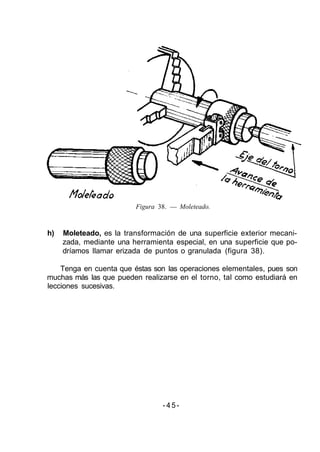
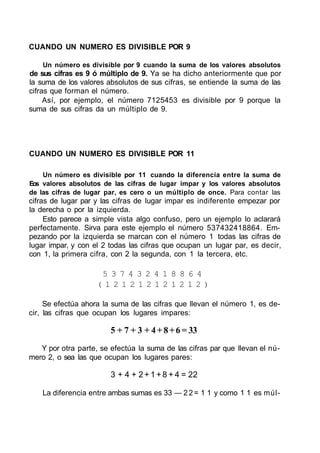
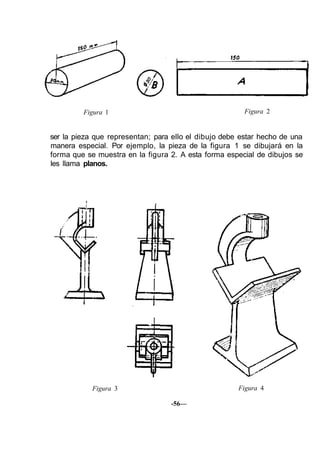
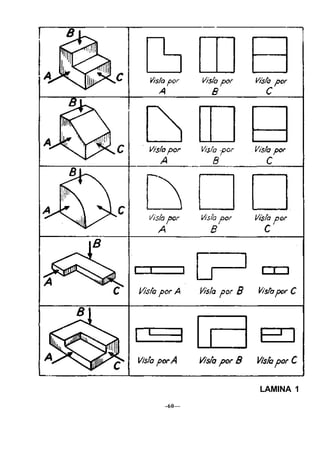
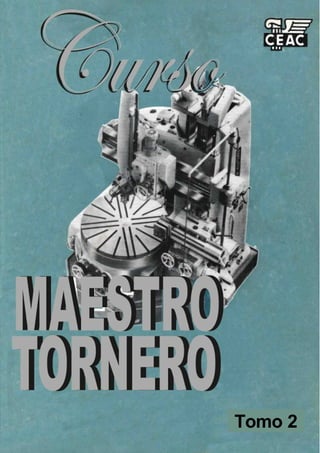
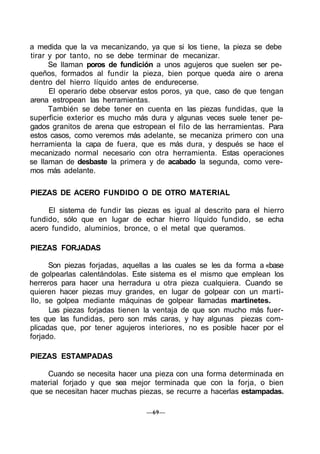
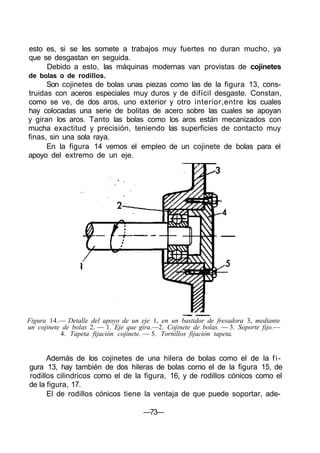
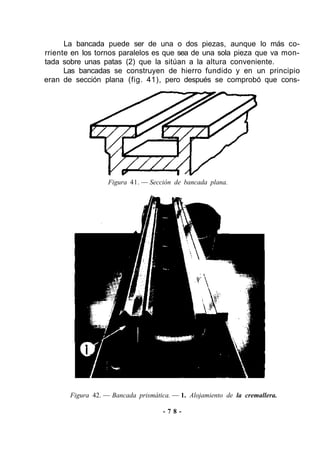
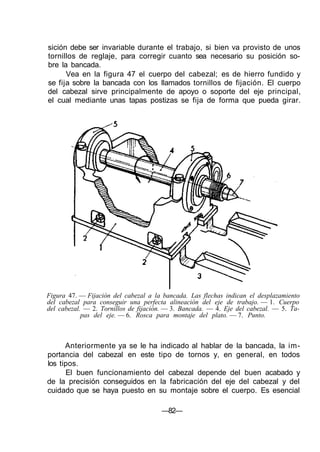
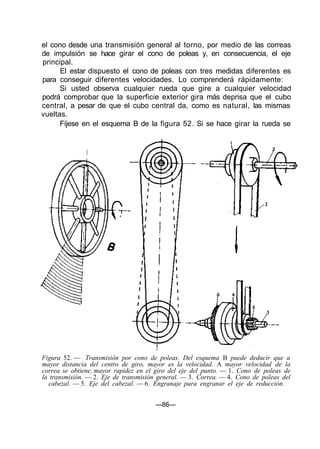
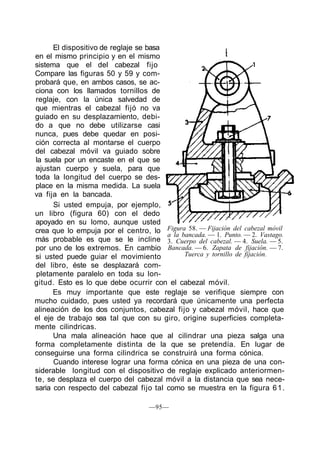
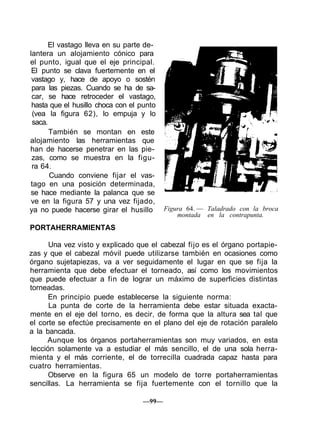
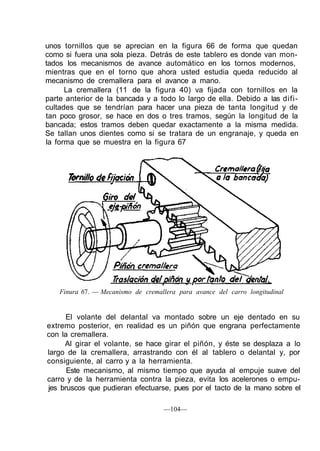
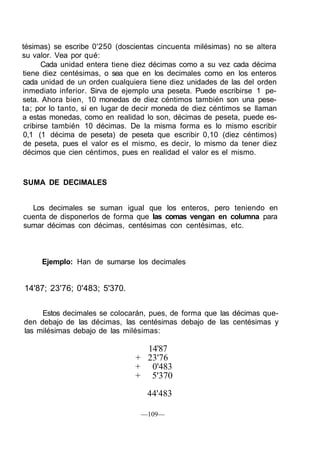
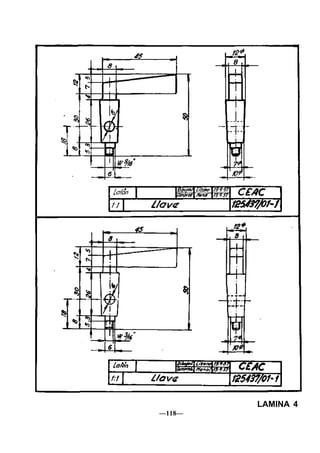
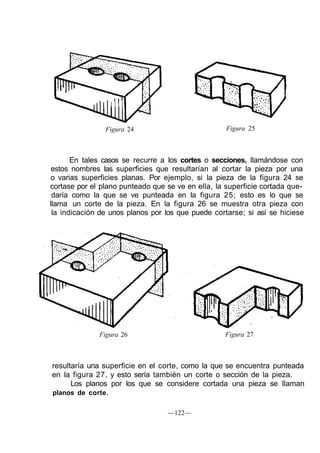
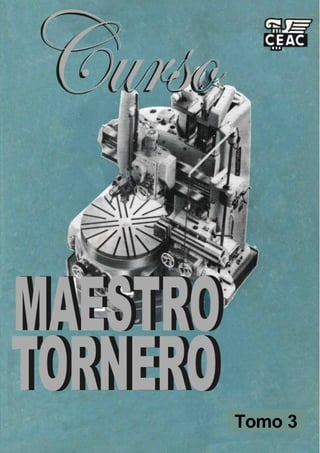
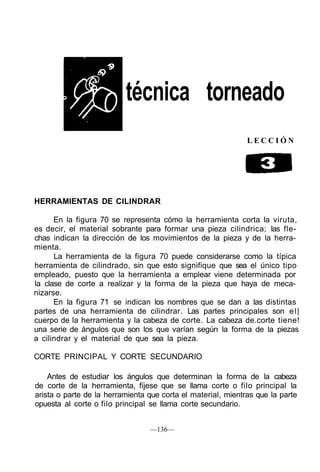
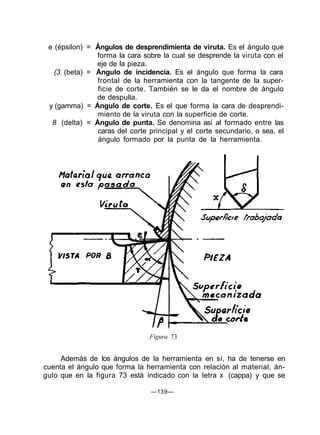
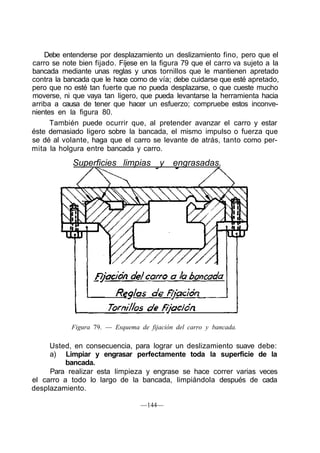
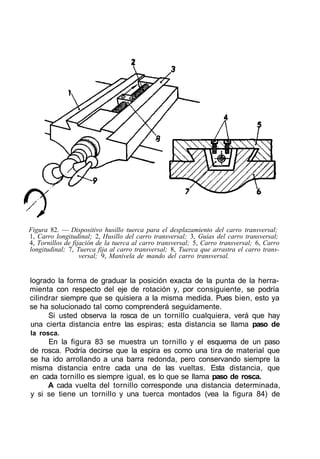
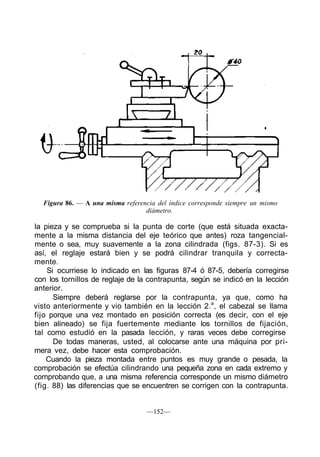
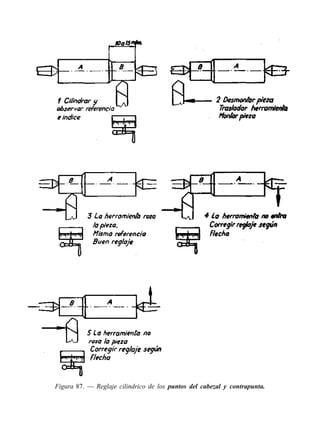
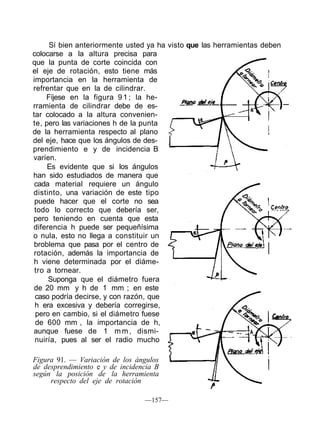
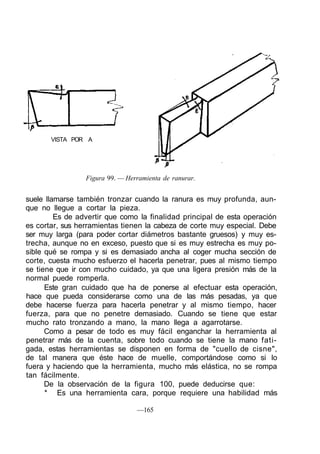
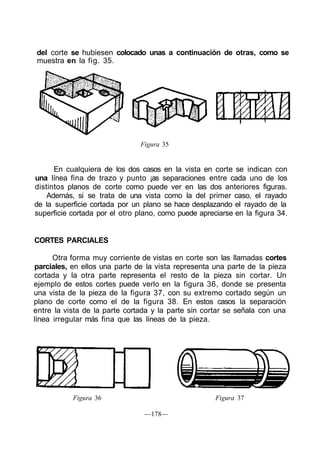
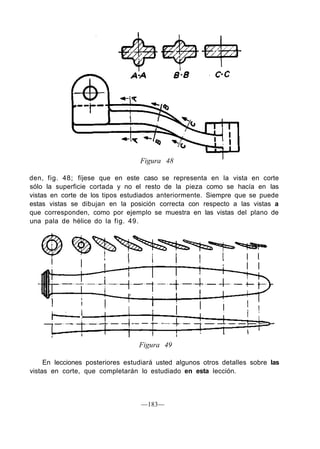
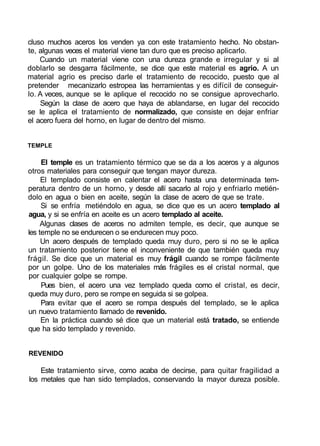
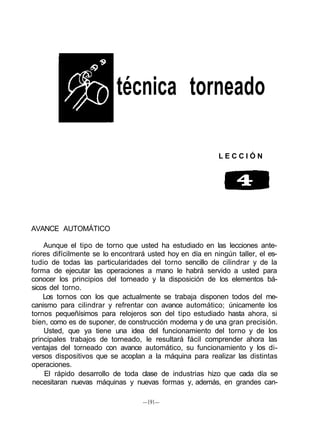
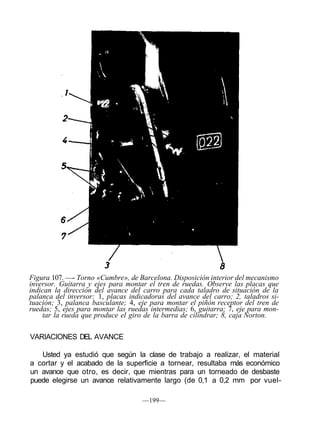
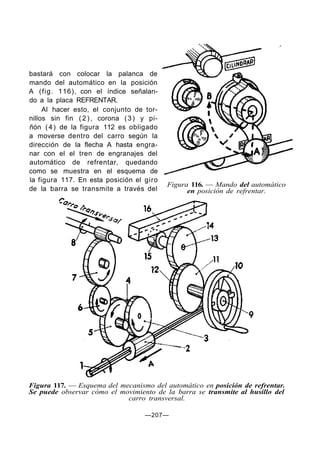
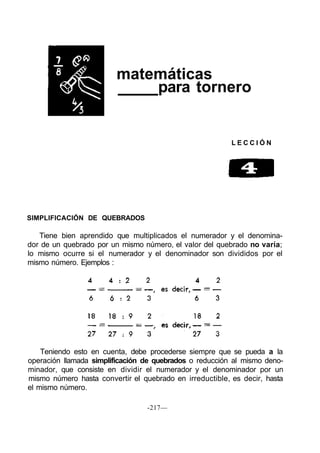
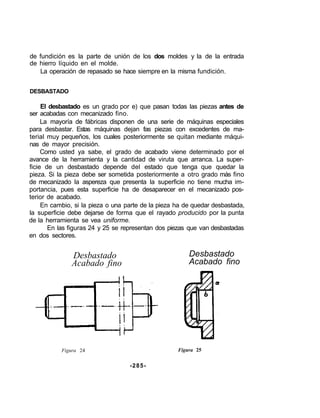
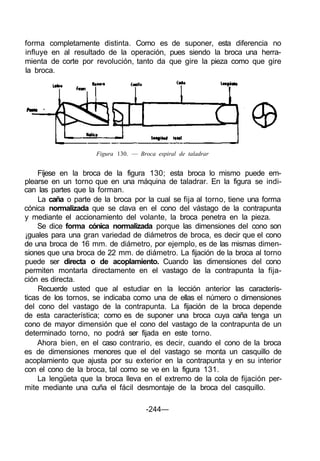
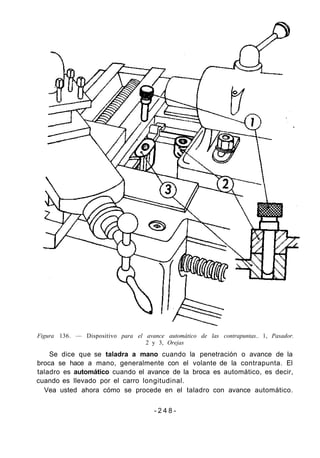
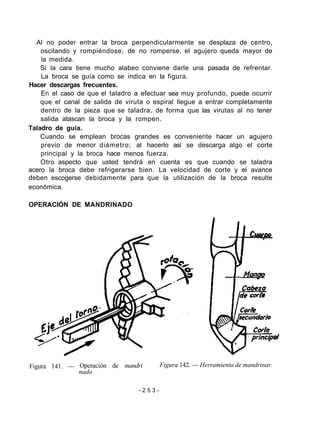
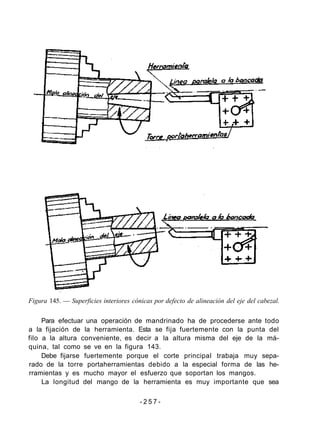
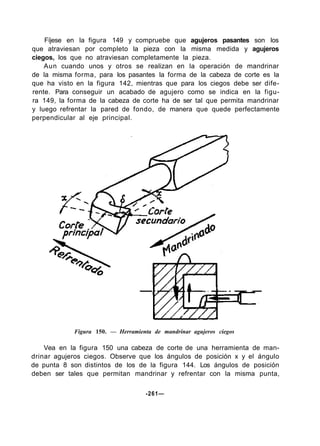
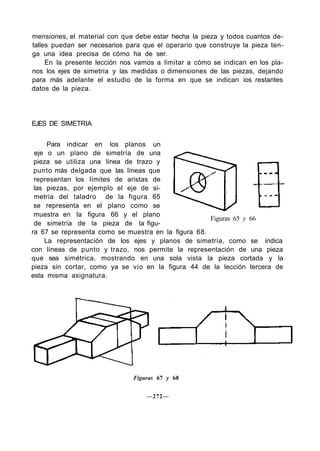
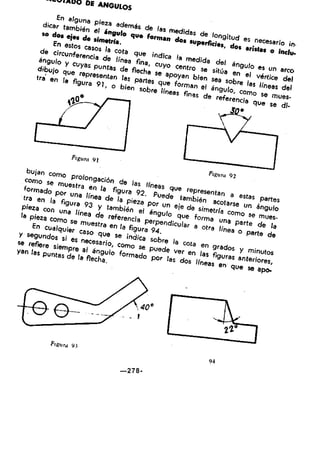
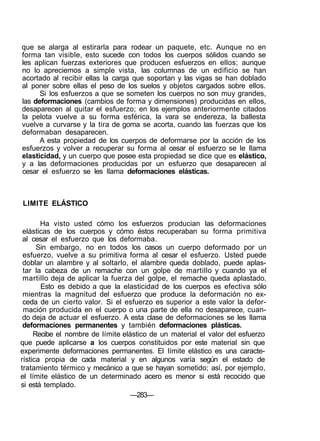
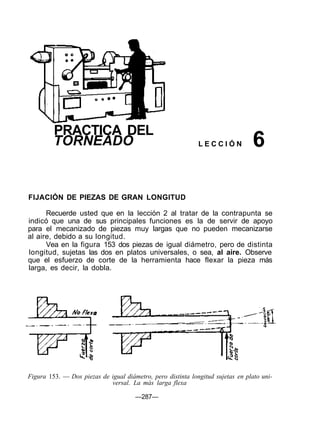
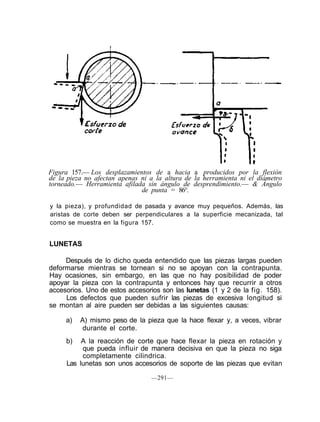
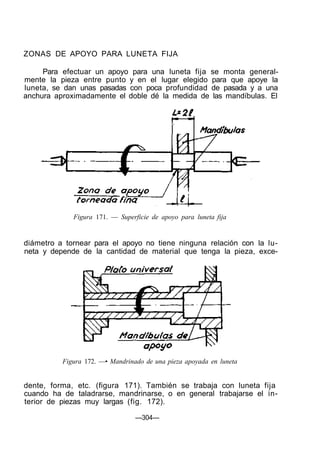
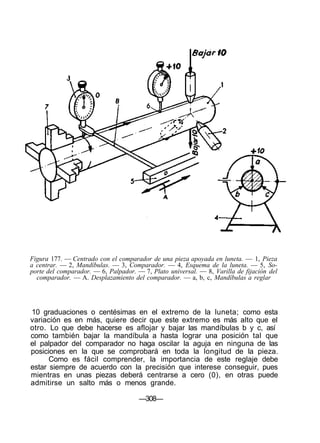
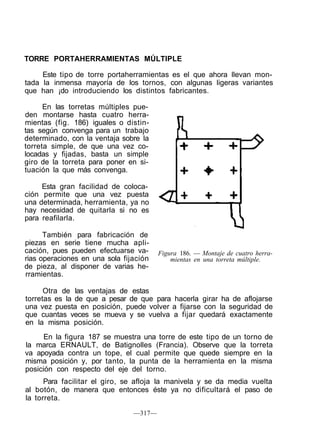
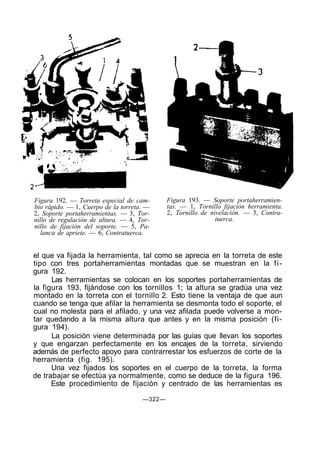
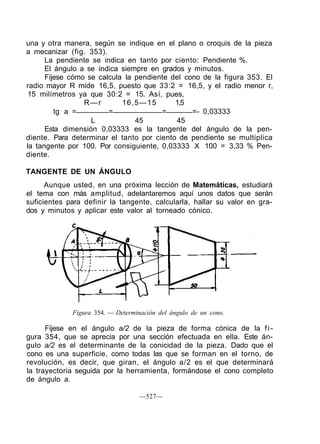
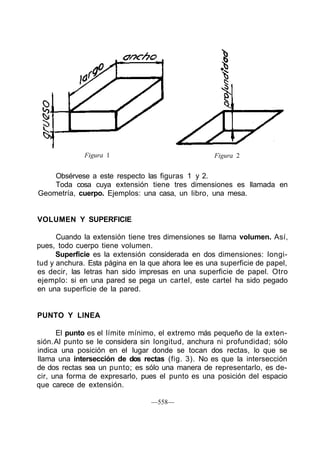
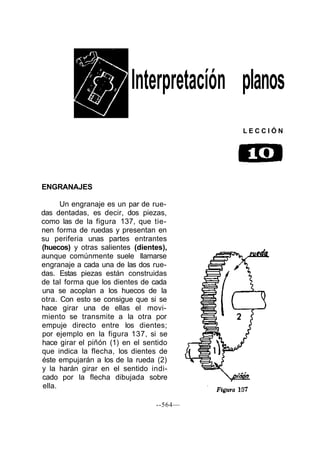
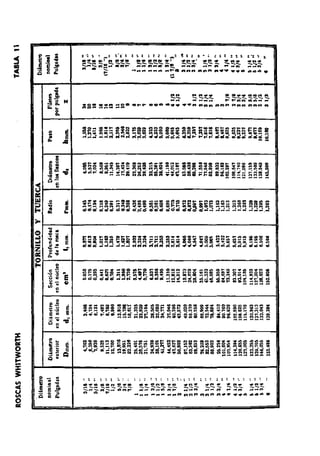
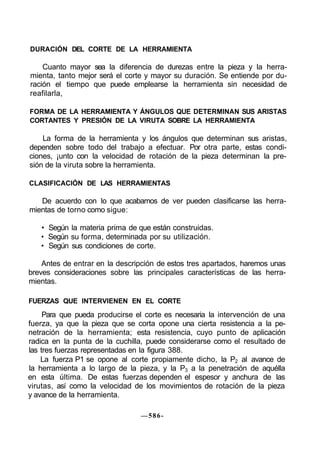
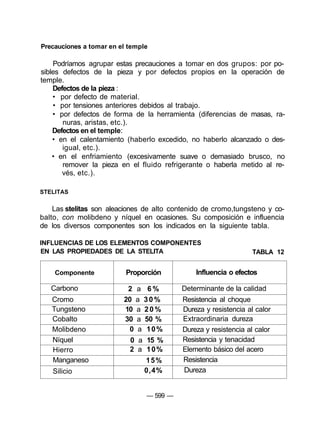
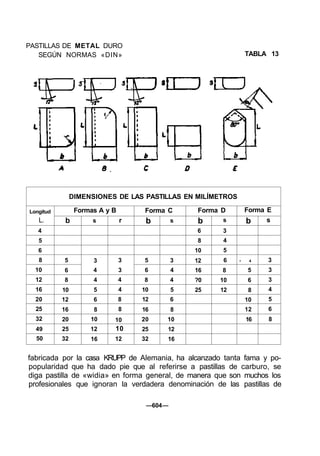
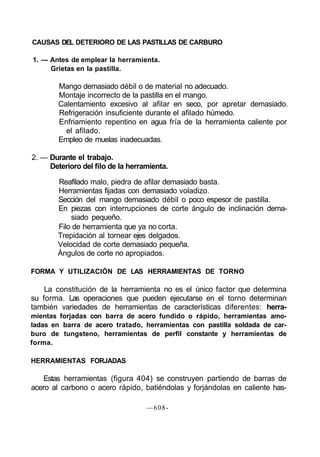
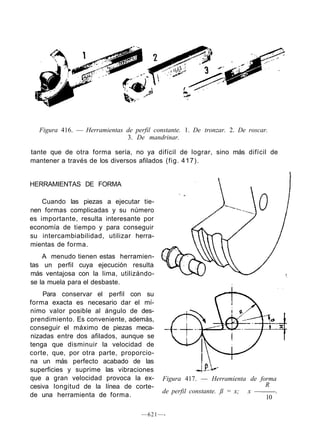
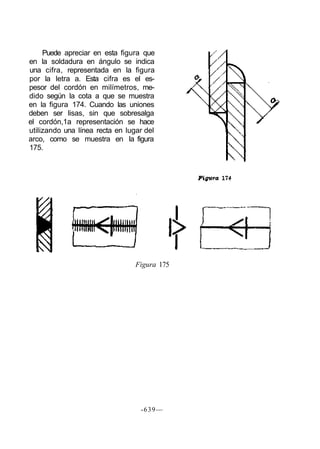
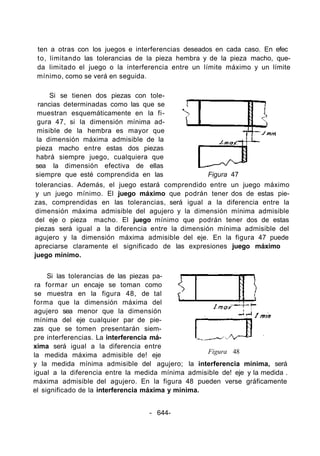
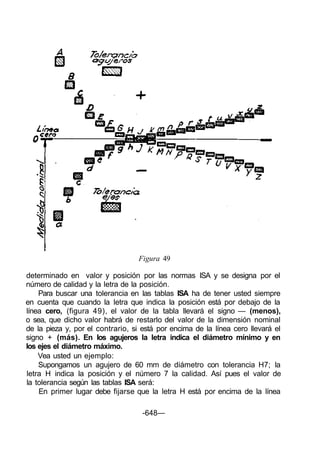
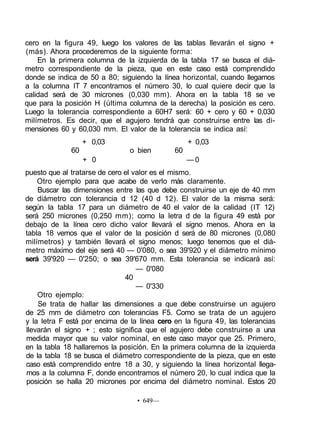
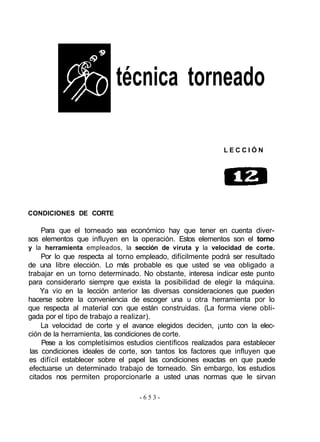
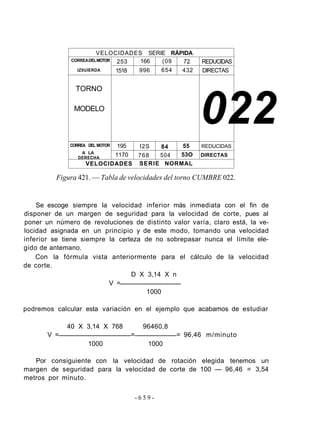
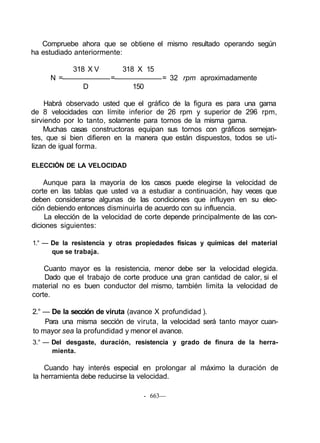
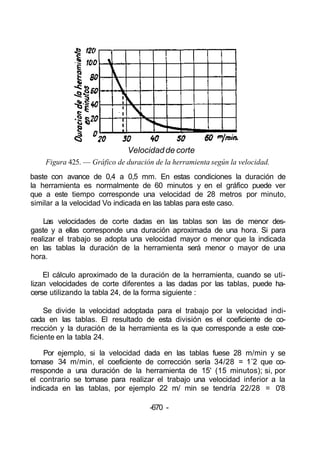
![Fíjese en la figura 352; en dicha figura están indicadas las carac-
terísticas que determinan la dimensión de una pieza de forma cónica.
Observe que:
con Ø D se indica el diámetro mayor del cono,
con 0 d el diámetro menor del cono,
con R el radio mayor del cono,
con r el radio menor del cono,
con L o I, la longitud del cono,
con /3 (beta), el ángulo de conicidad
y con a (alfa) el ángulo pendiente.
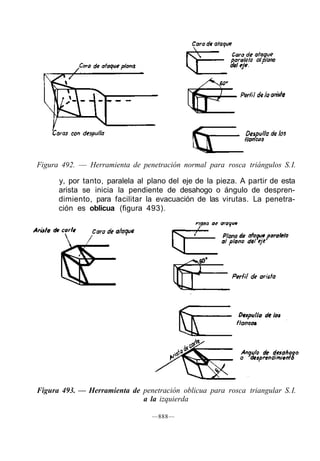
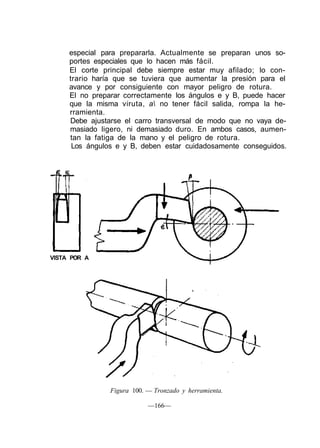
CONICIDAD
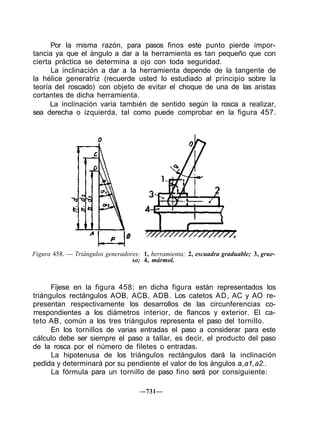
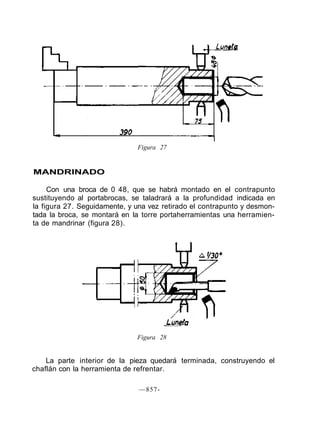
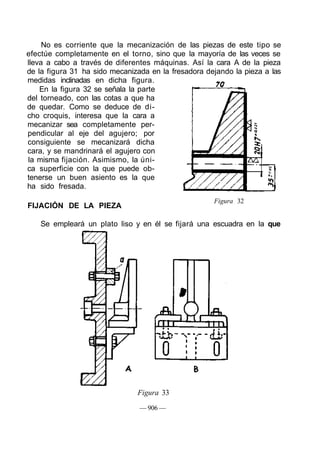
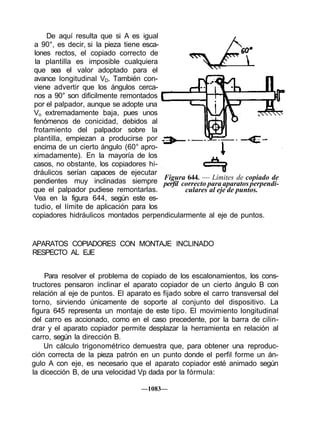
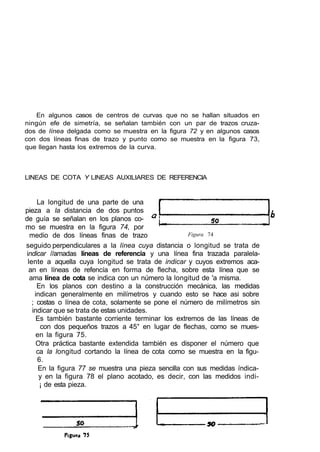
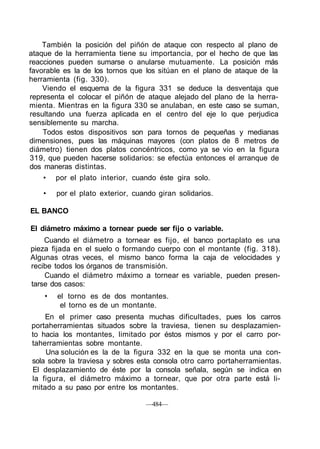
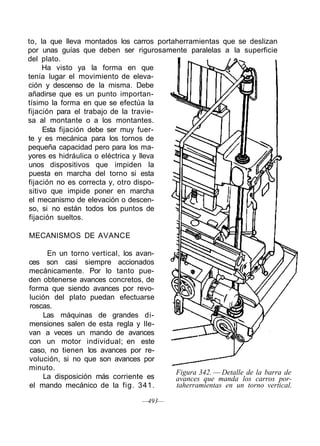
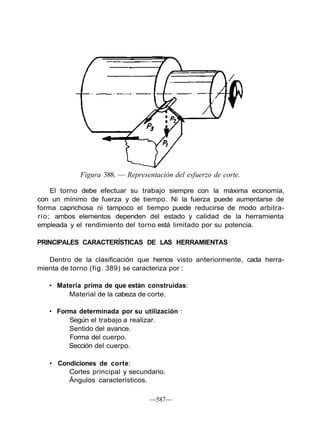
El cono es un cuerpo de revolución cuyo diámetro va disminu-
yendo o, según se mire, aumentando de modo continuo esta dismi-
nución o aumento de diámetro se llama conicidad. Compruebe que el
cono de la figura 353, por cada 15 mm. de longitud disminuye o au-
menta 1 mm. de diámetro. Esto es lo que significa la indicación coni-
cidad 1:15.
Con lo dicho, usted comprenderá que la conicidad es la relación
entre la diferencia de diámetro y la longitud del cono. De ahí que se
calcule según la fórmula:
D — d
Conicidad =
L
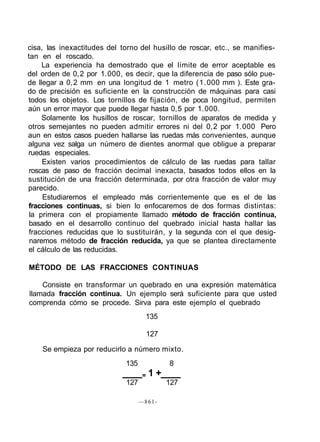
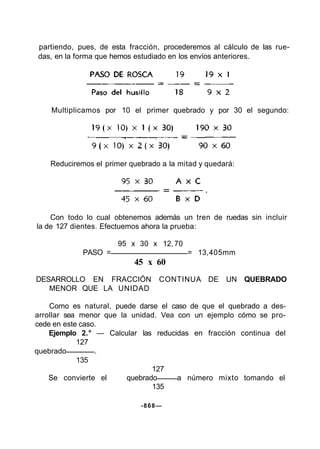
Vea cómo se aplica esta fórmula para el cálculo de la conicidad
del cono de la figura 353. El diámetro mayor D de dicho cono mide
33 mm., el diámetro menor d mide 30 mm. y la longitud L es de 45 mm.
Por ]o tanto
D — d 33 — 30 3 1
Conicidad = = = = —
L 45 45 15
Observe que el quebrado que se obtiene de las operaciones se sim-
plifica.
Siguiendo con el cono de la figura 353, vea ahora, cómo, cono-
ciendo tres de sus características, pueden calcularse las demás.
Conociendo los diámetros y la conicidad, calcular la longitud
D — d = 33 — 3 0 = 3 mm.
La conicidad es 1:15, es decir, para 1 mm. de diferencia la lon-
gitud es de 15X3 = 45 mm.
—525—](https://image.slidesharecdn.com/000-maestrotornero-150527221500-lva1-app6892/85/000-maestro-tornero-518-320.jpg?cb=1674114496)










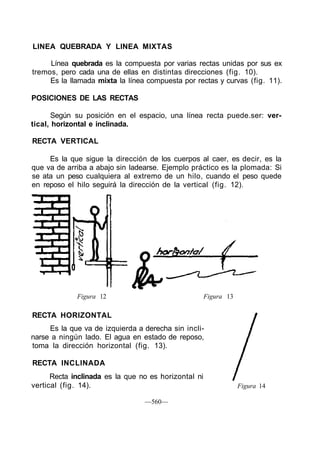

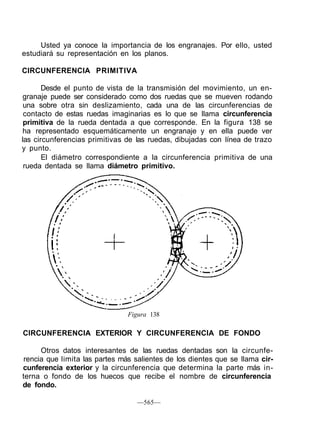


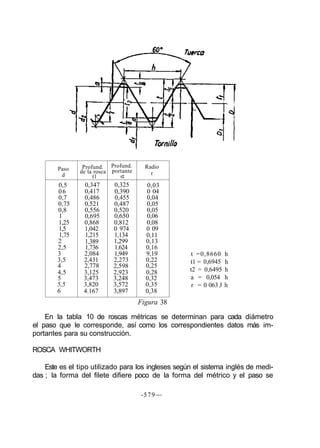
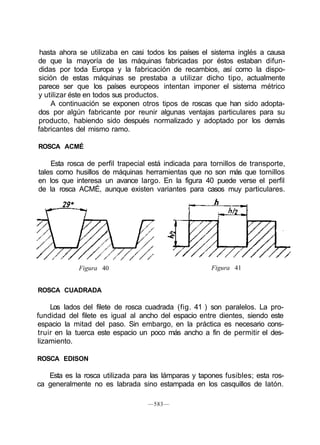

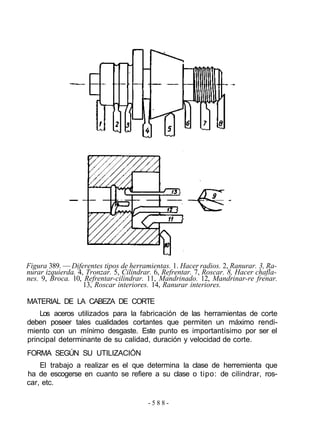
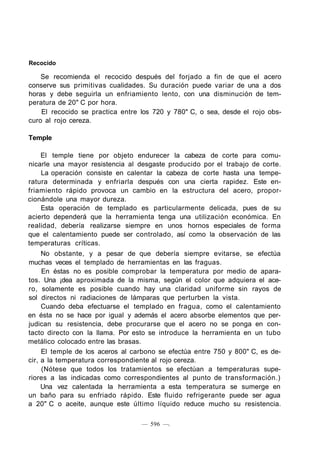
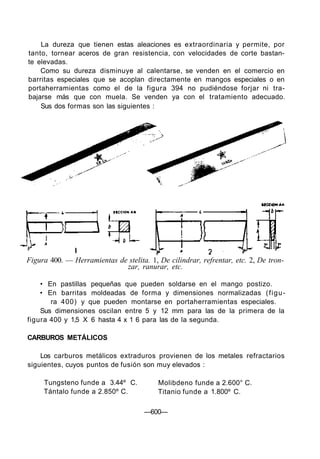

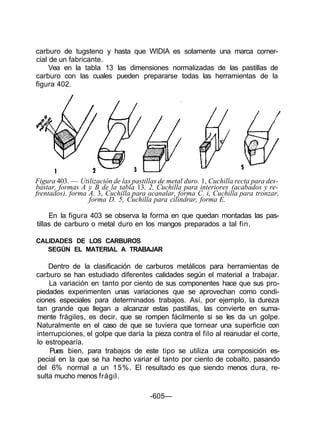
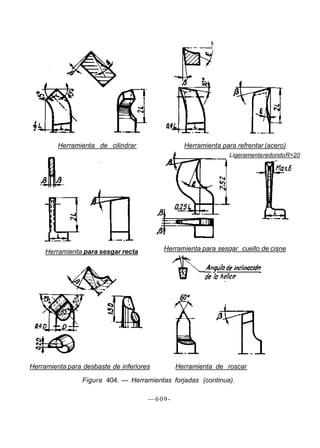



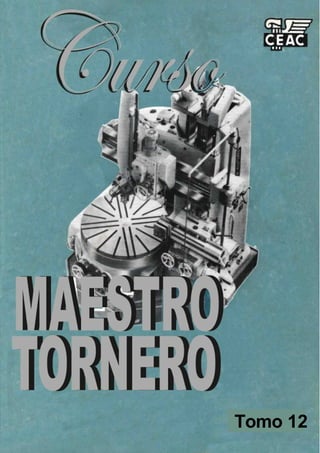

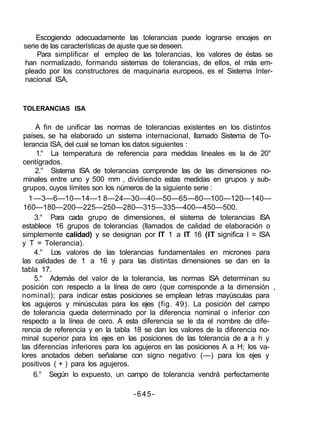

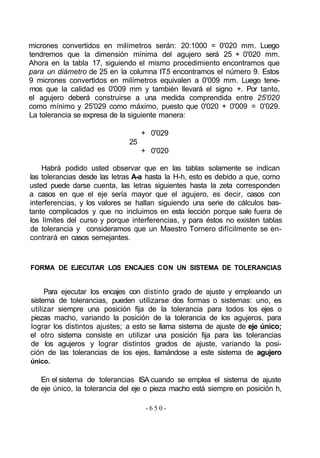
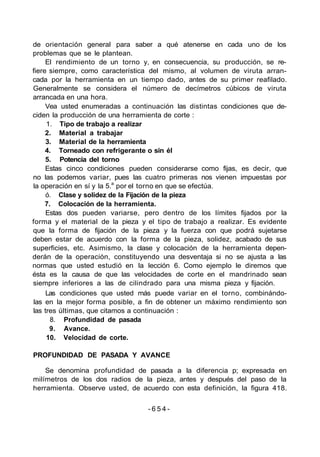


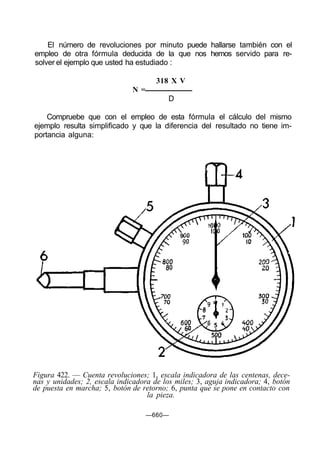


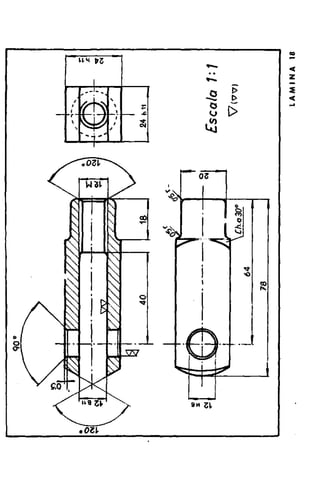
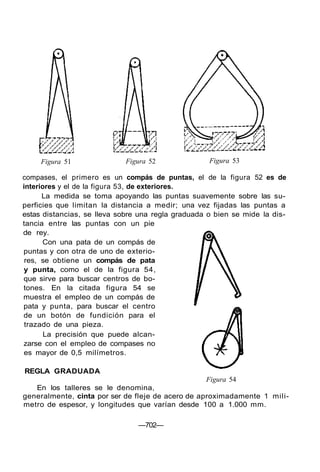
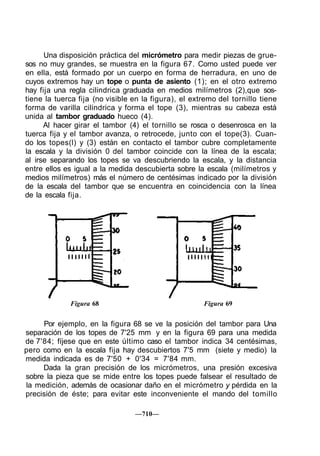
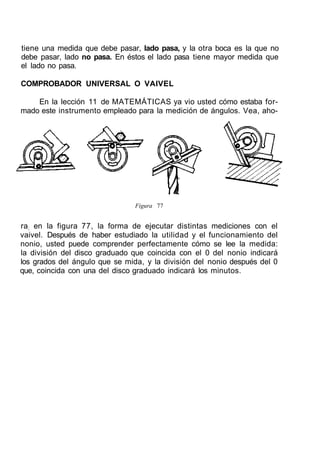
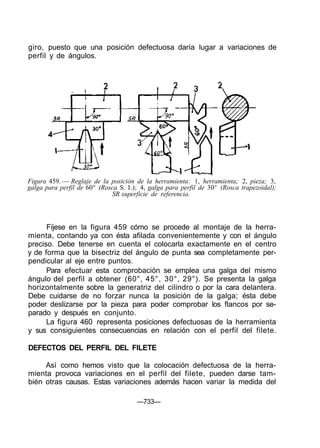
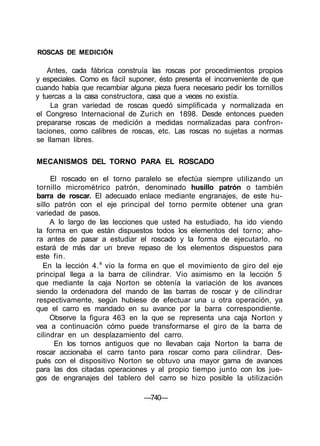
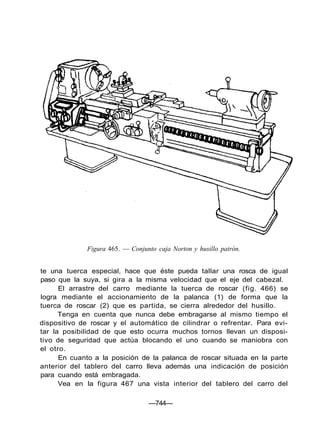
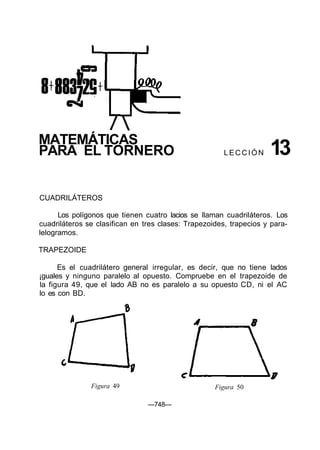
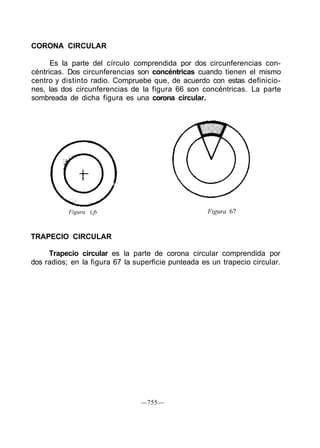
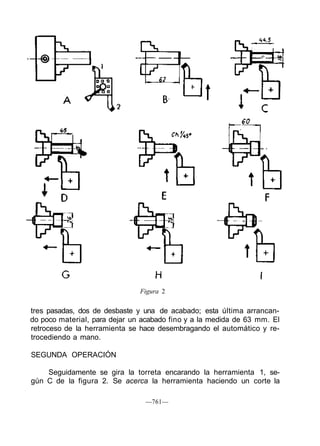
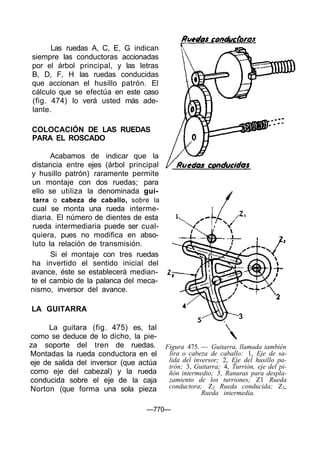
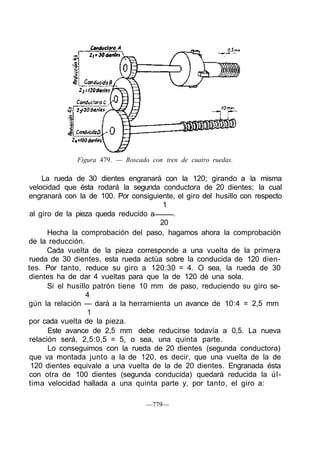
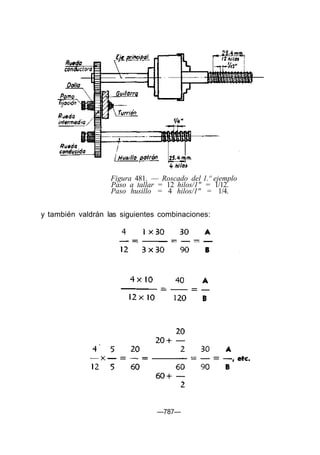
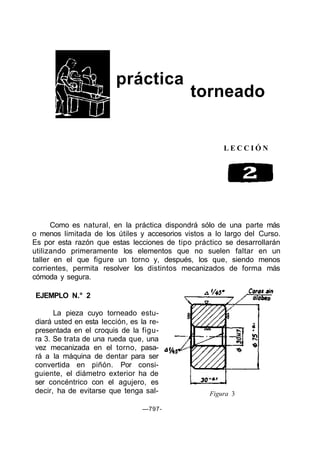
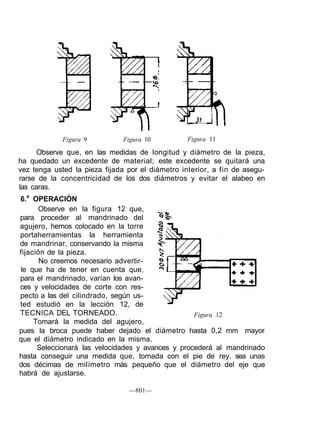
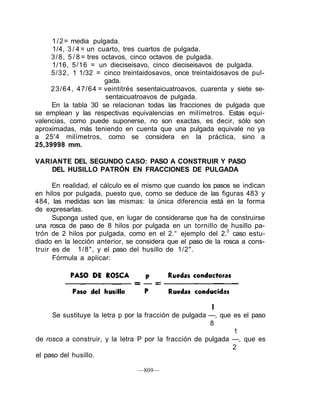
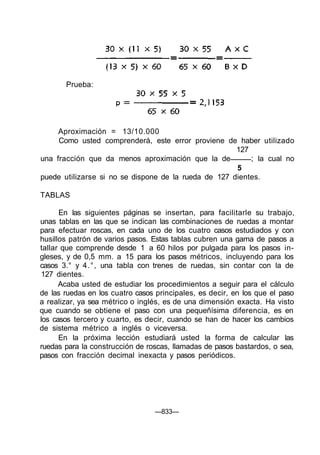
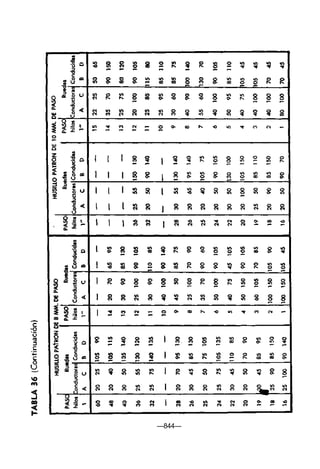
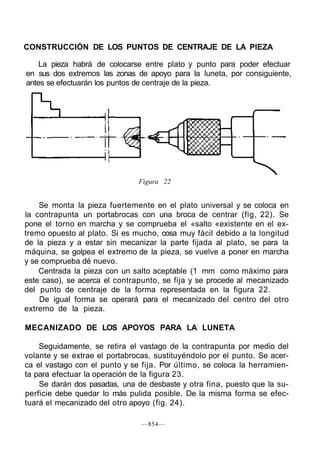
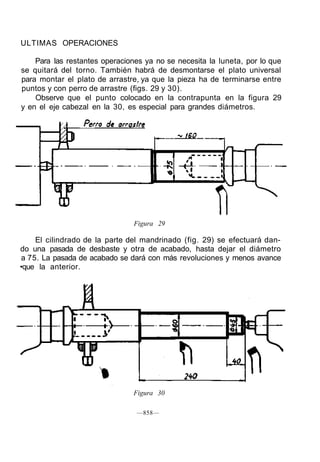
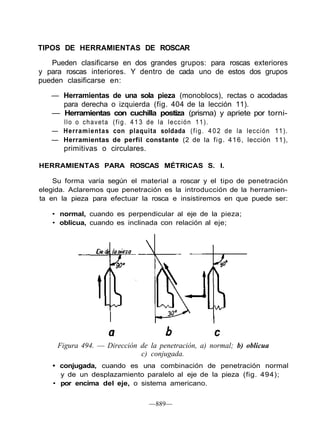
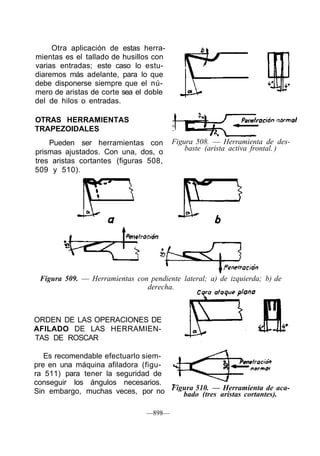
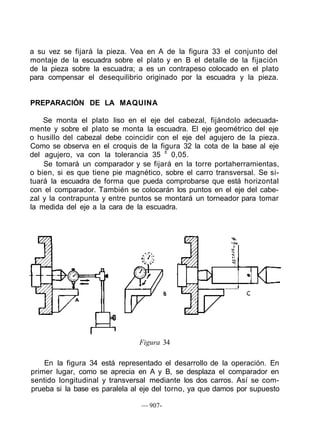
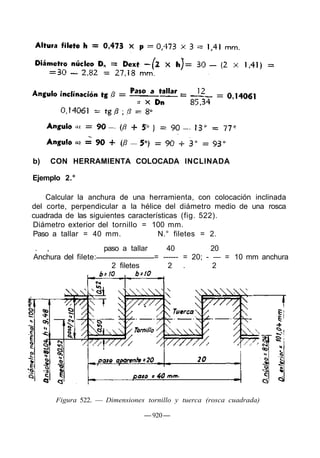
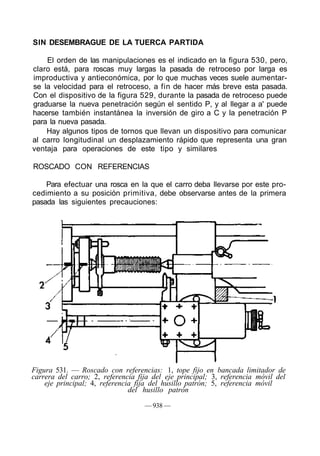
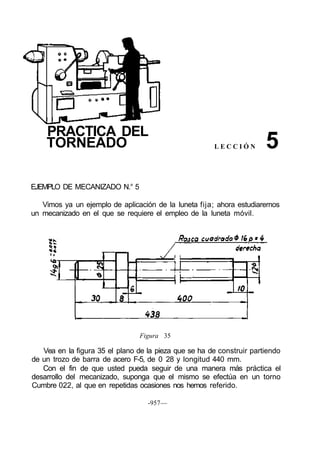
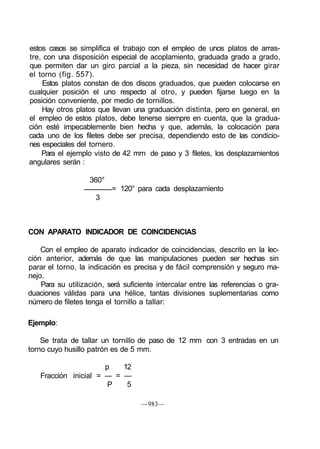
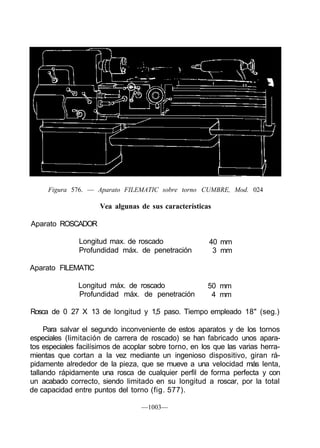
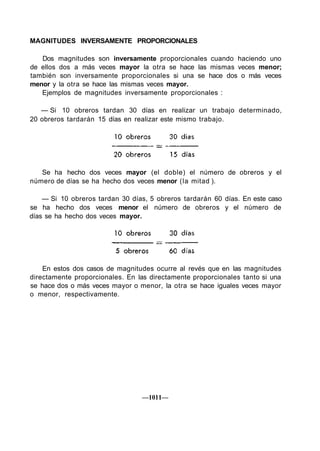
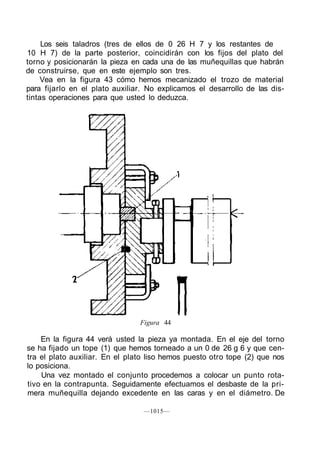
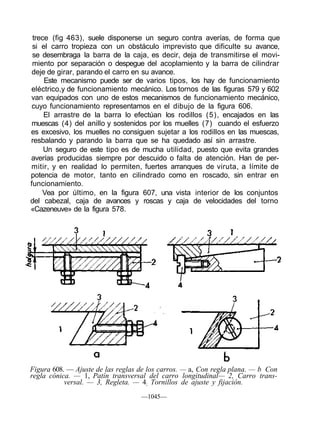
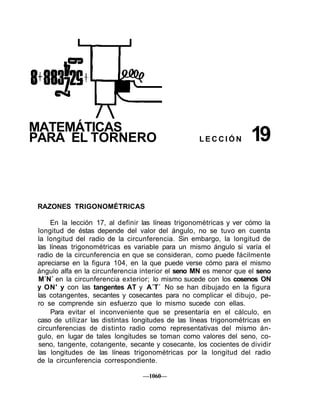
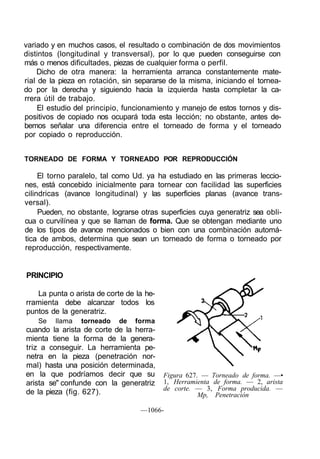
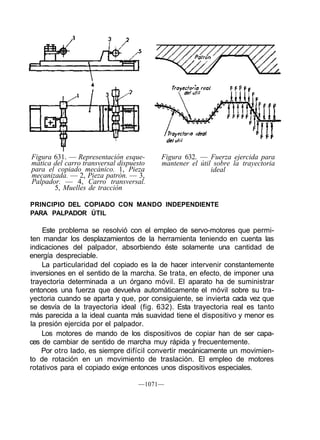
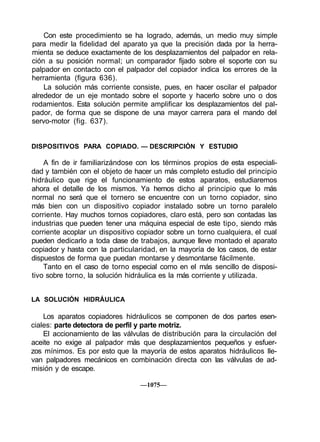
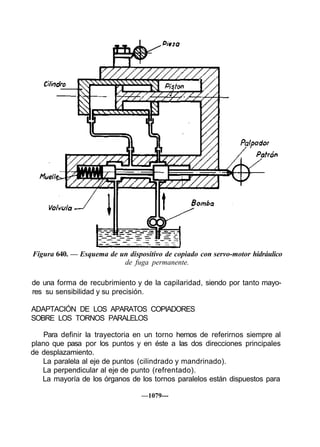
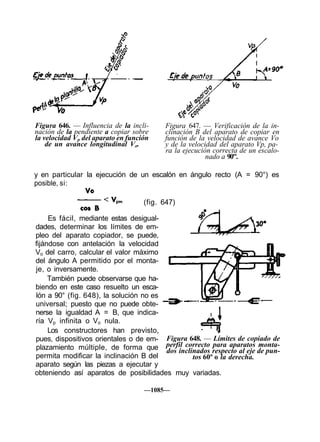
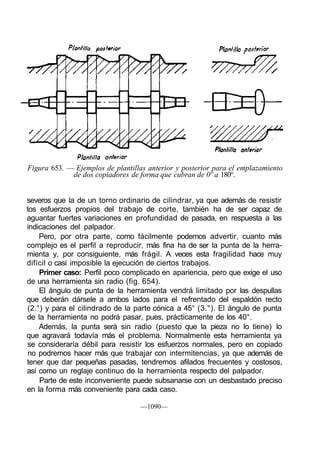
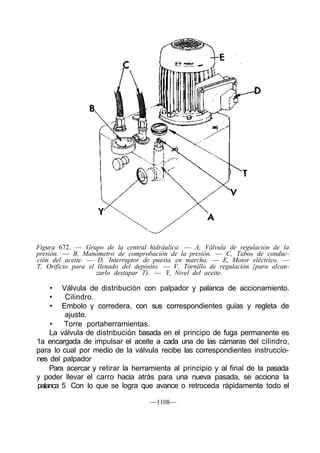
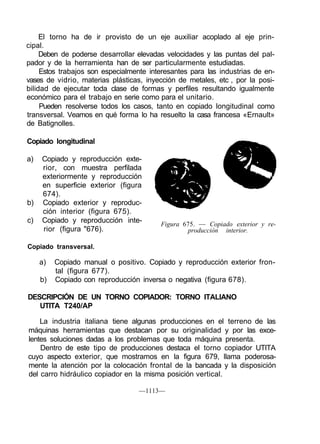
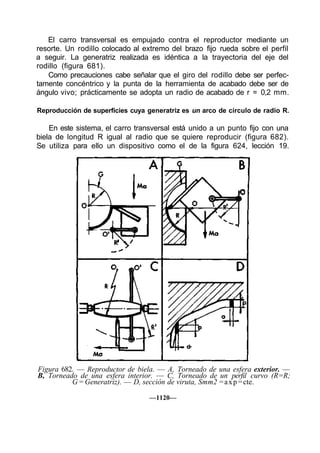
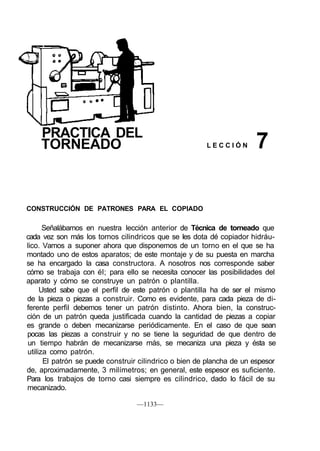
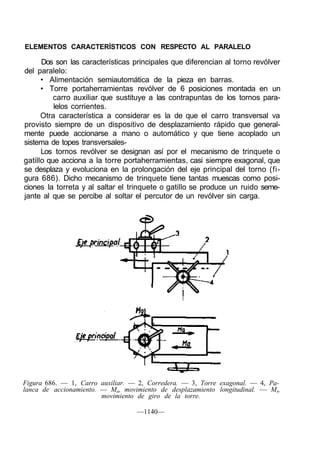
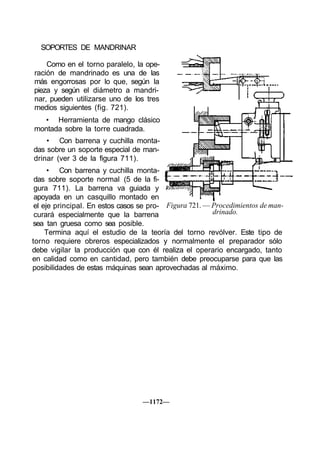
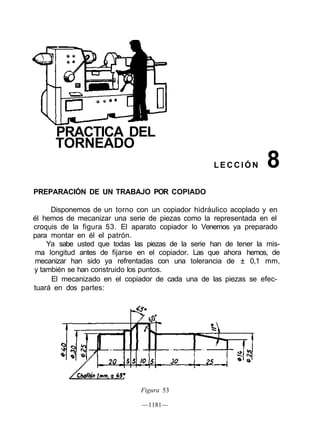
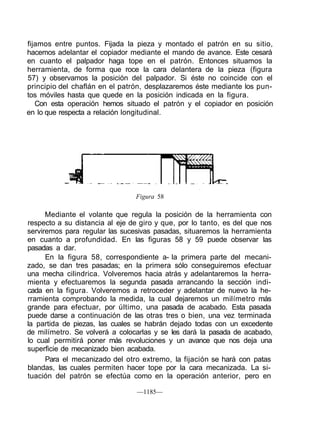
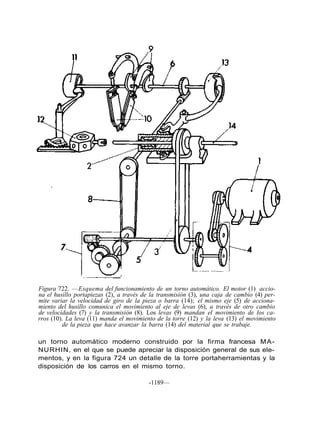
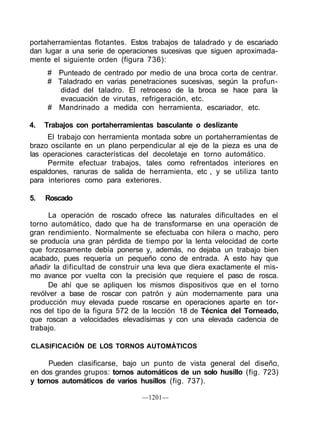
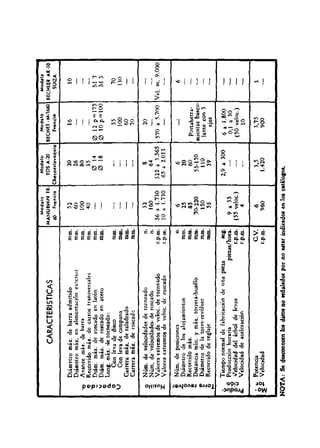
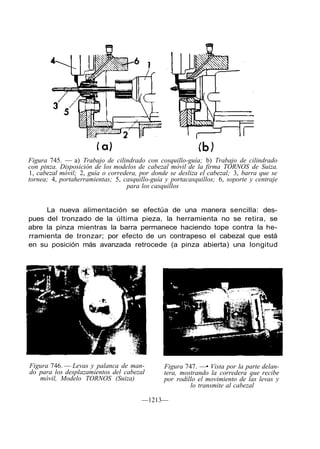
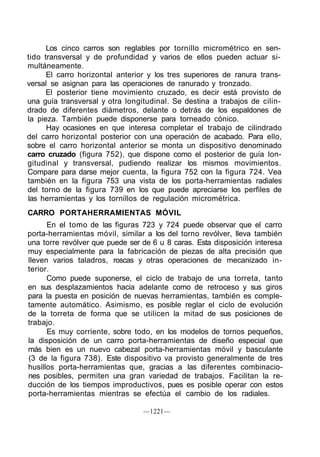
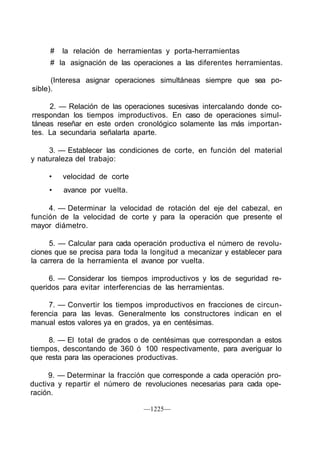
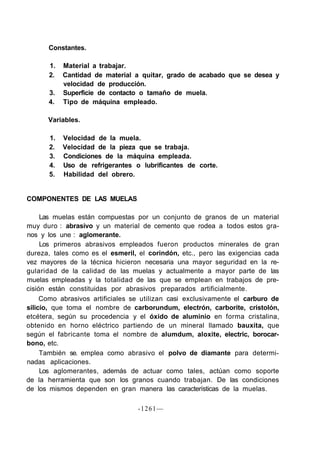
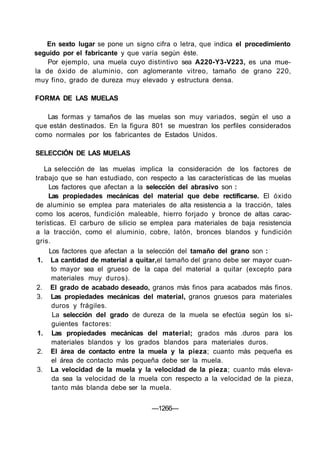
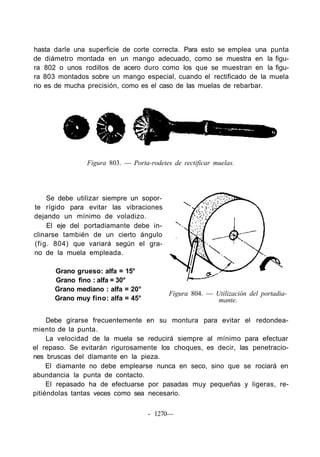
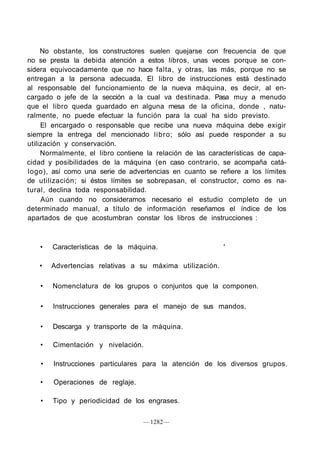
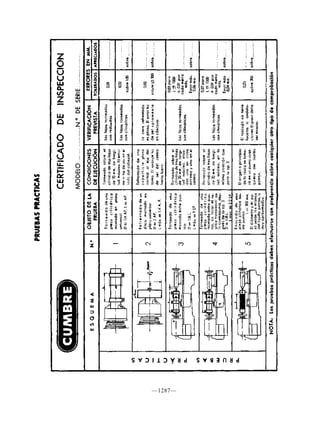
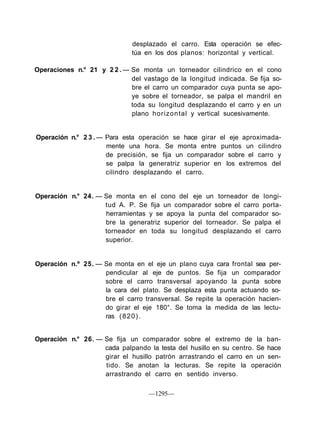
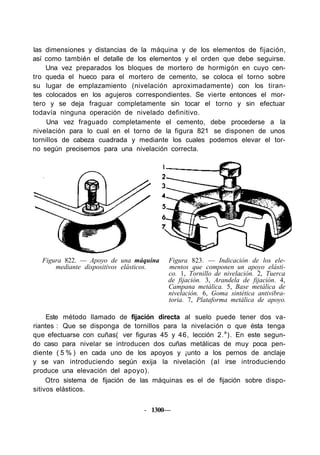
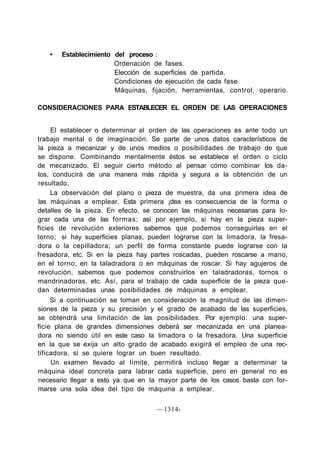
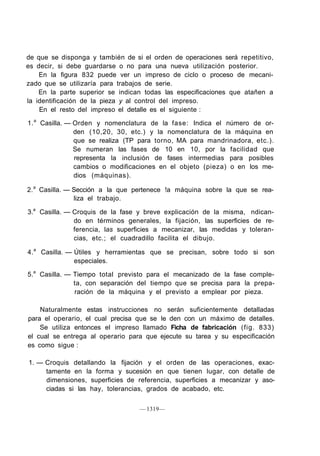
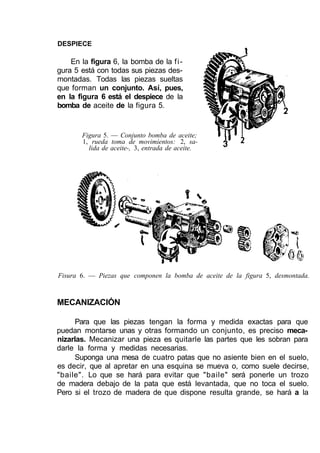
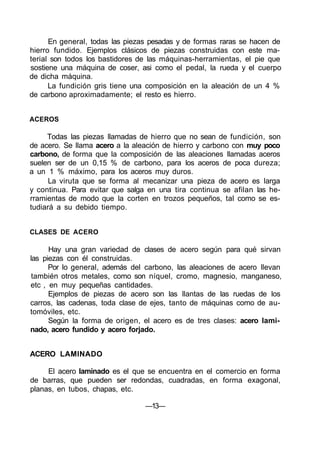
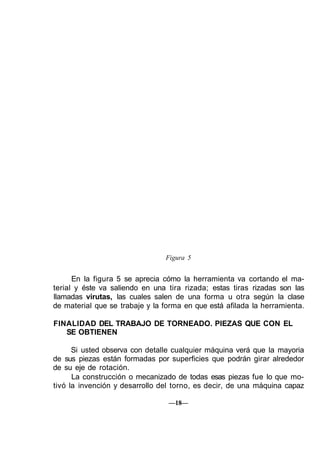
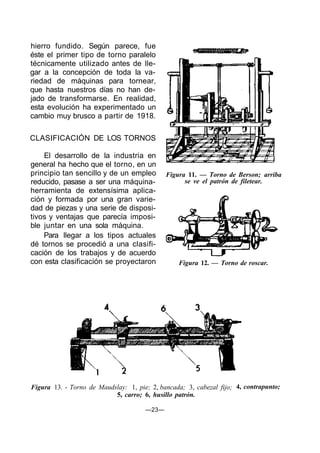
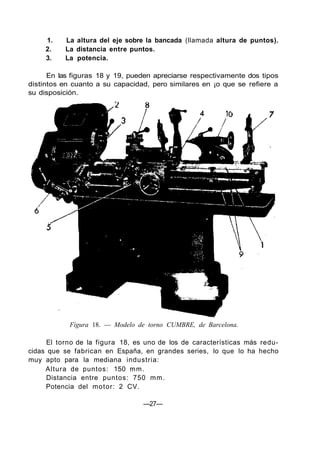
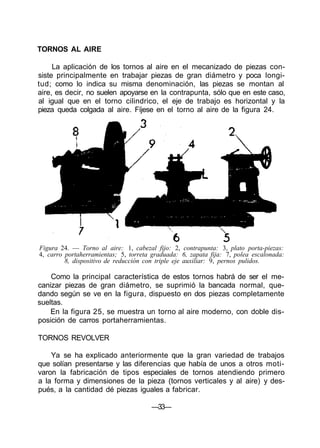
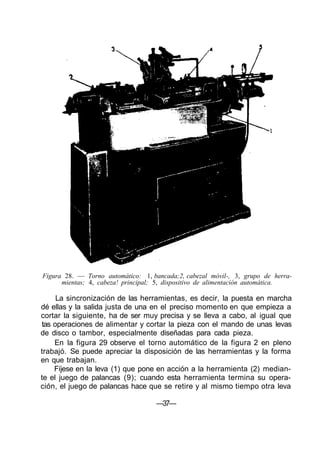
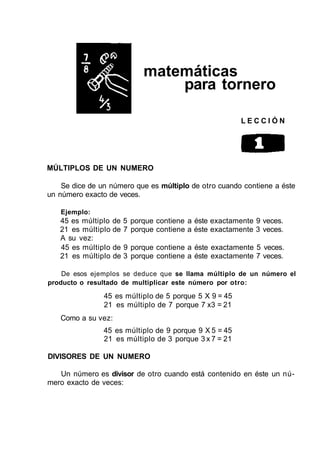
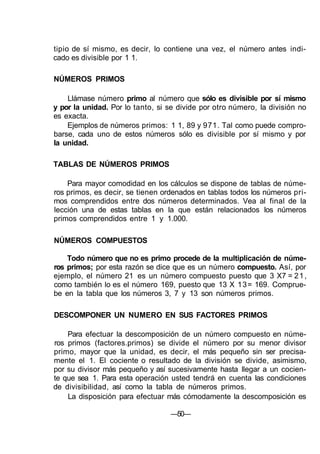
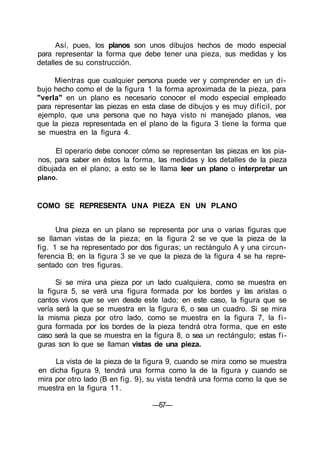
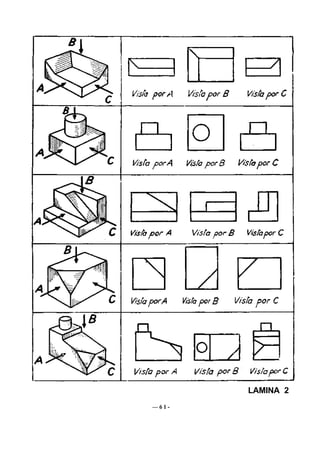
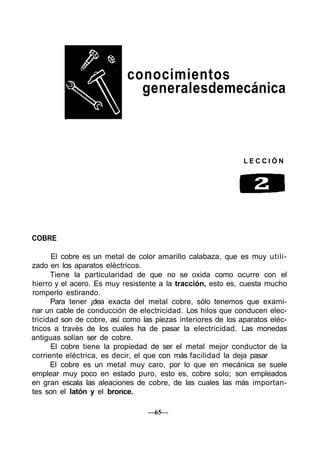
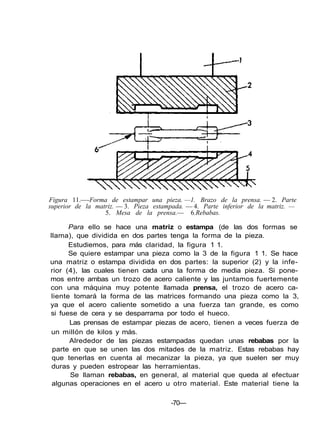
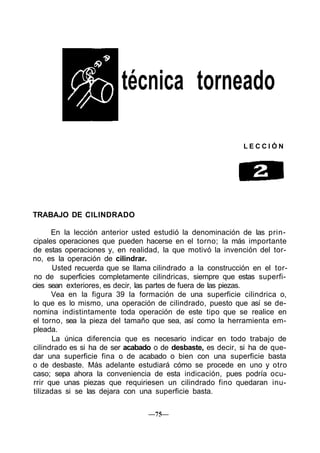
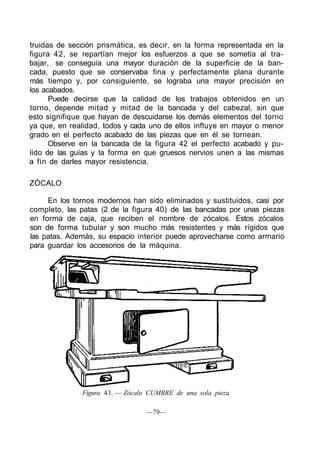
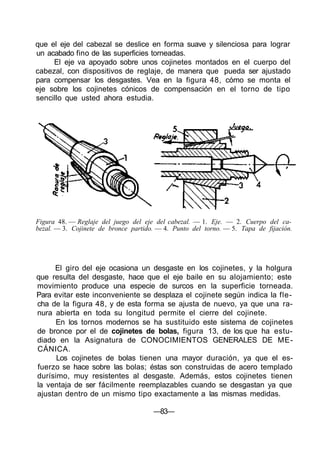
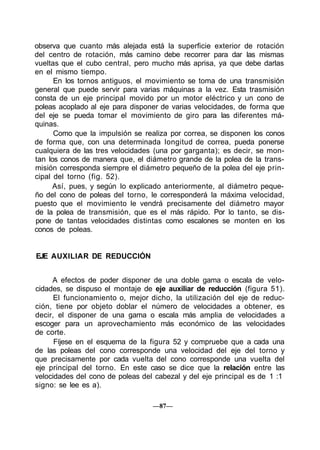
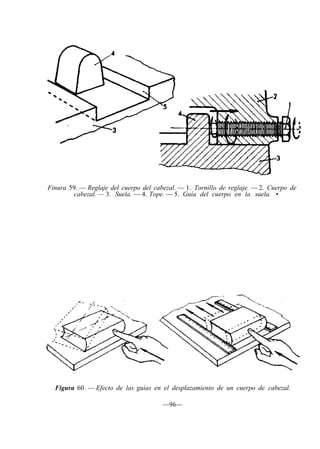
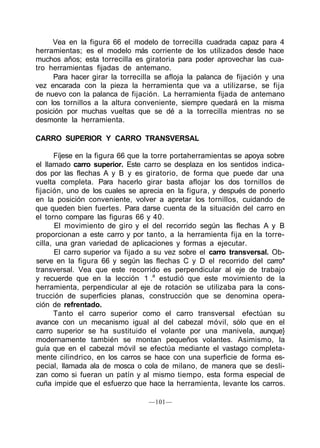
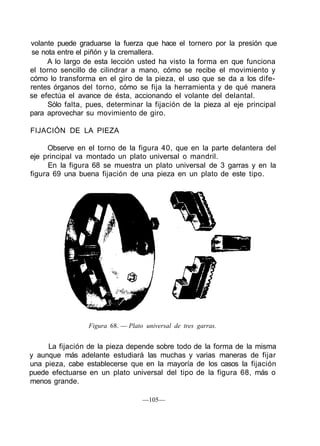
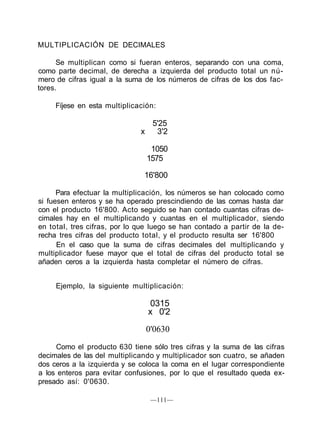
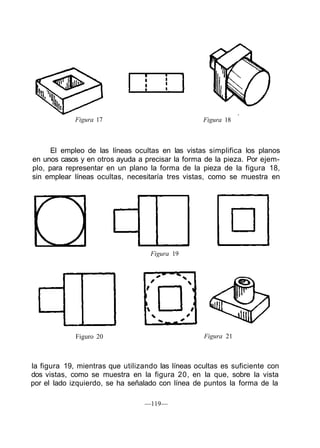
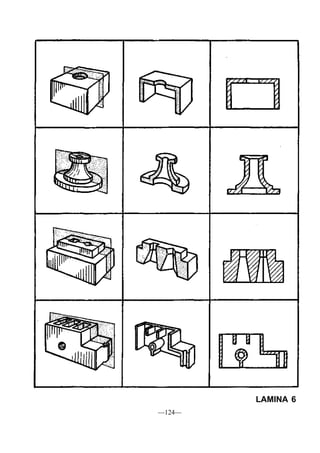
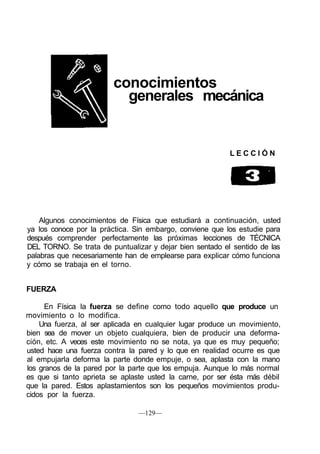
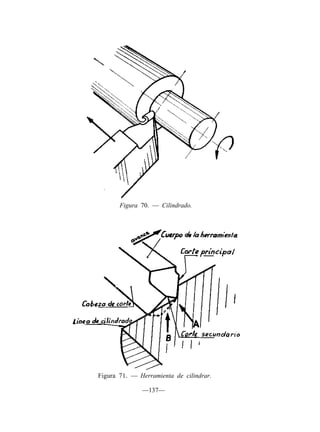
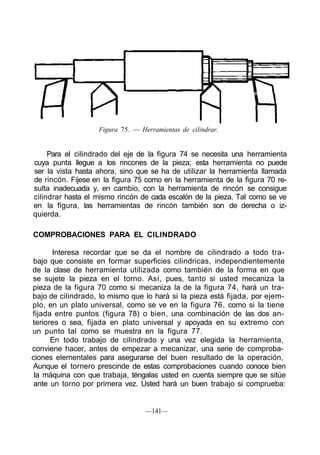
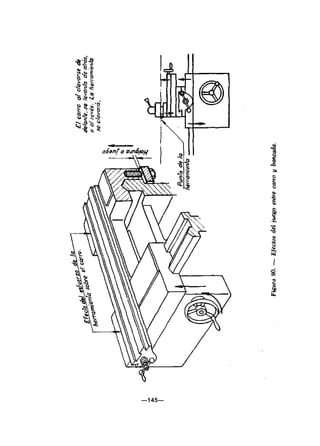
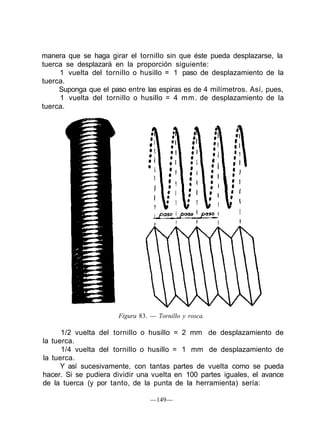
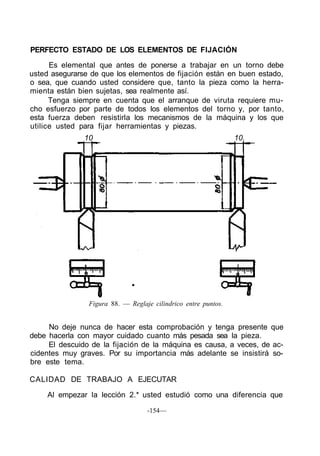
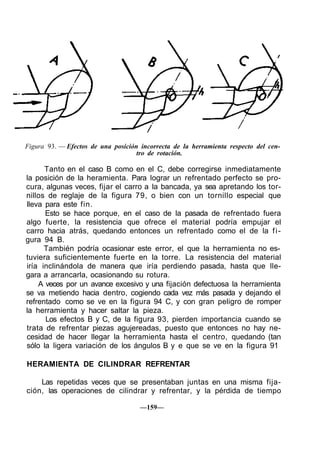
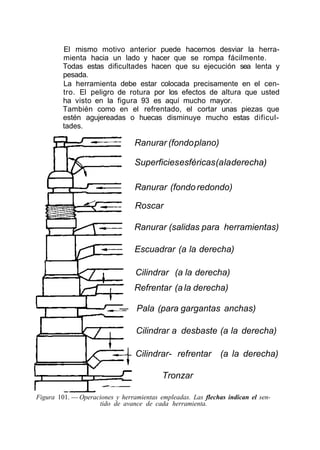
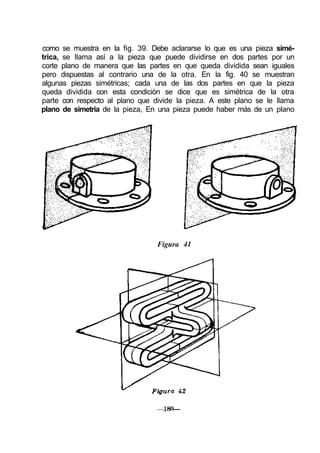
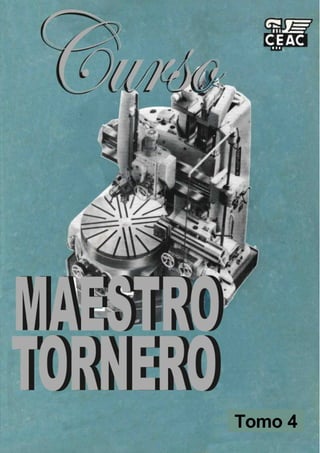
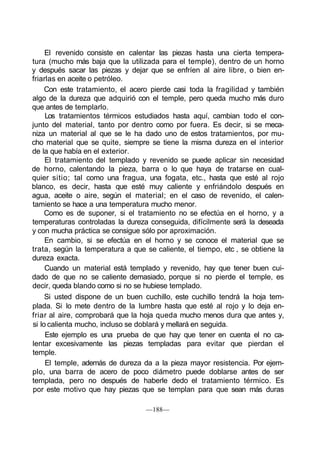
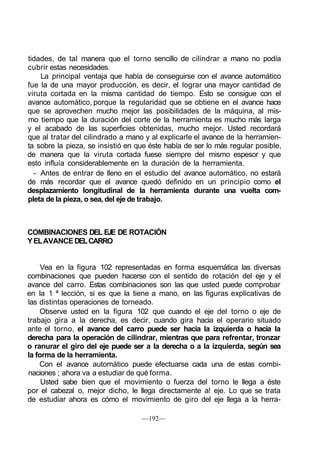
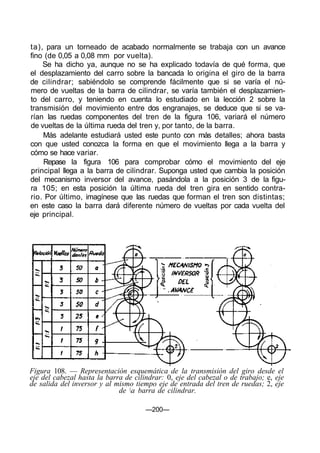
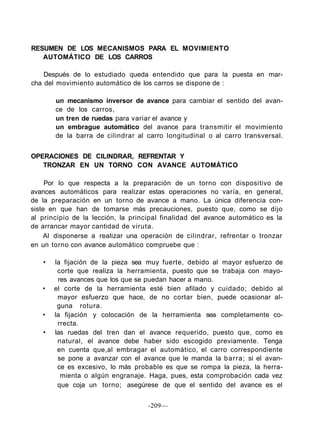
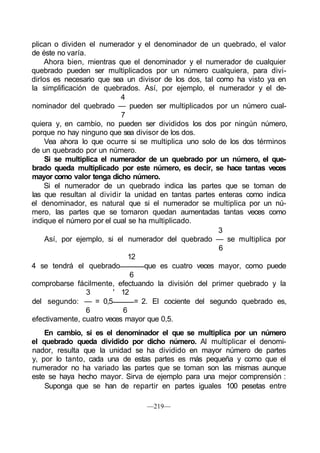
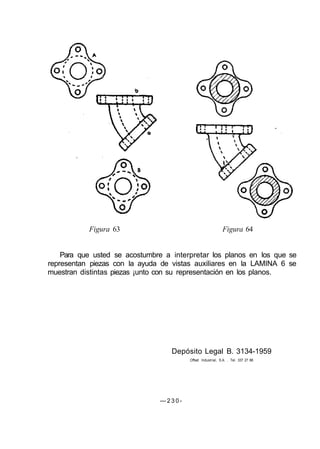
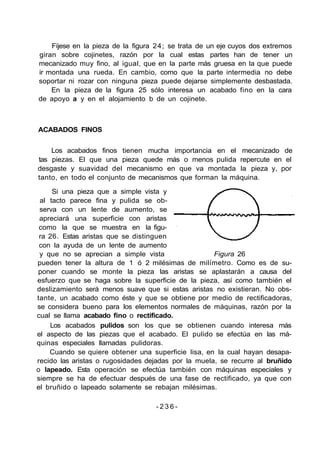
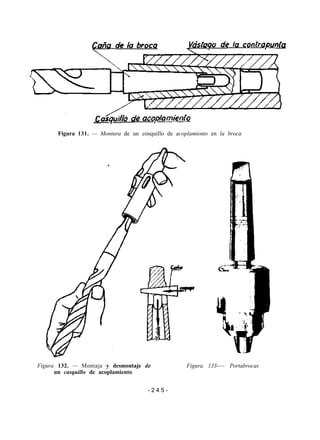
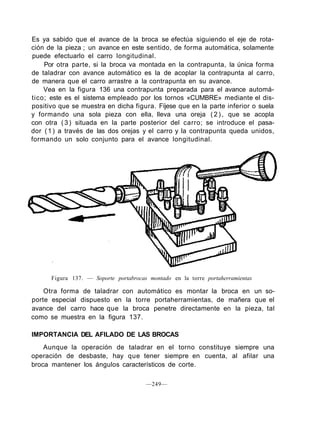
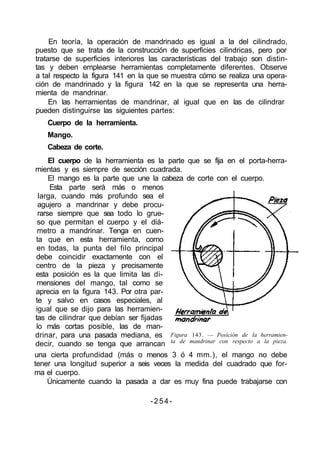
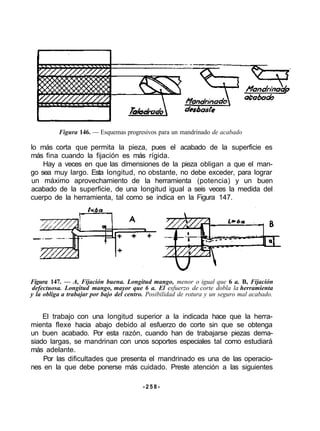
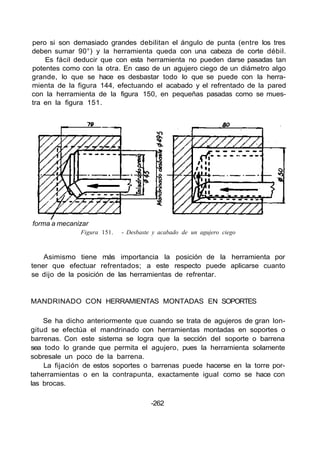
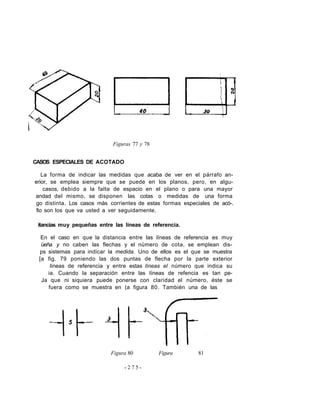
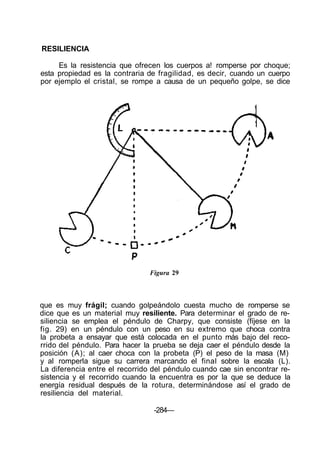
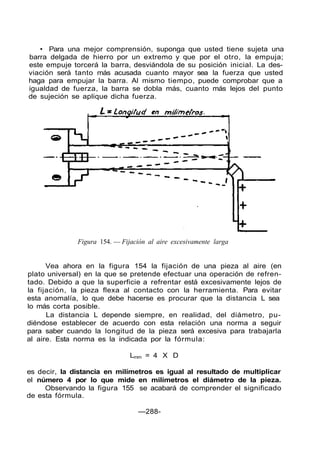
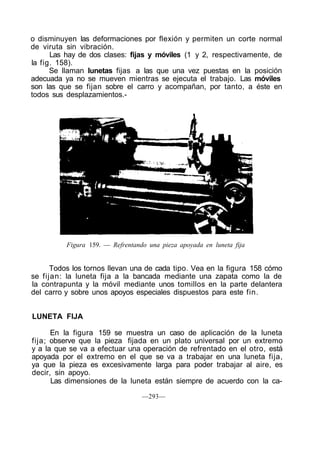
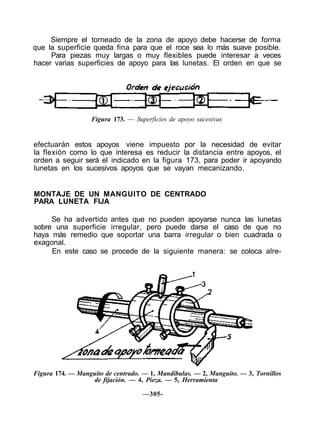
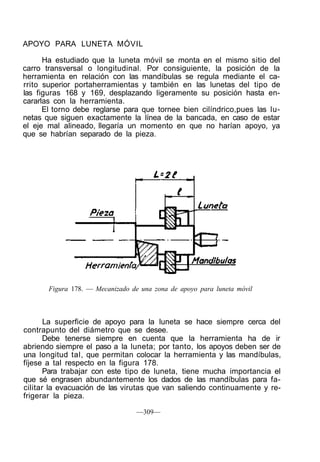
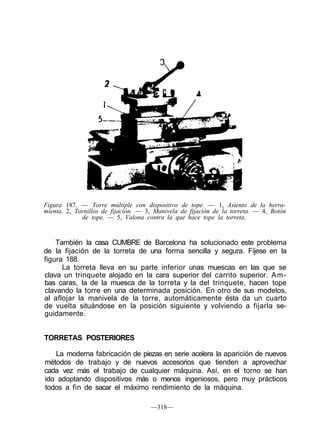
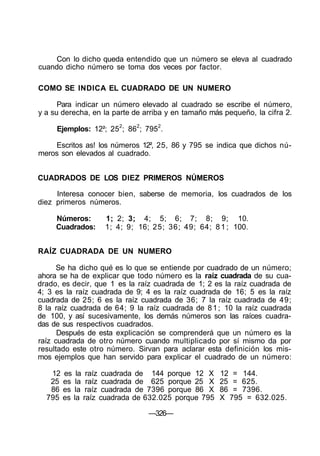
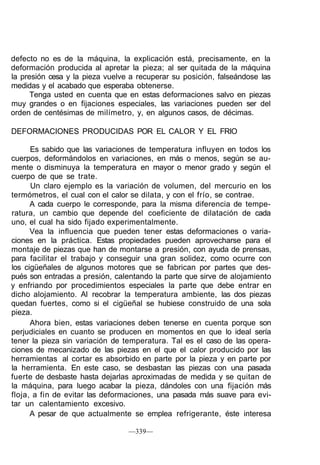
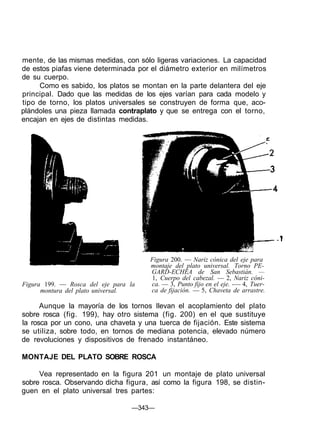
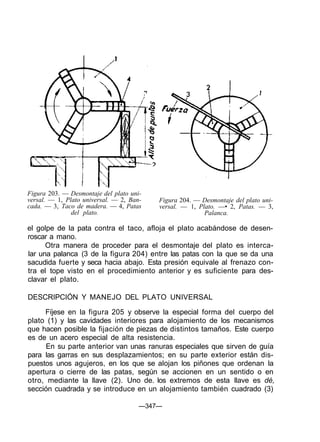
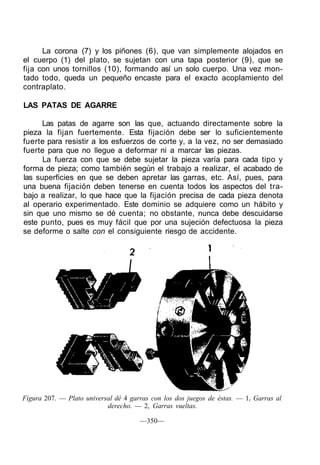
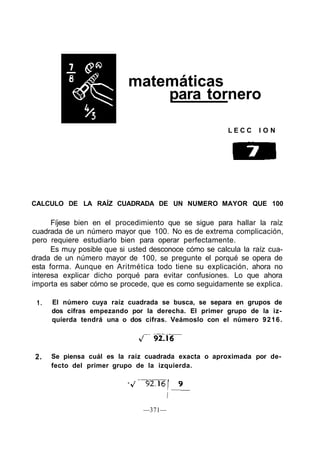
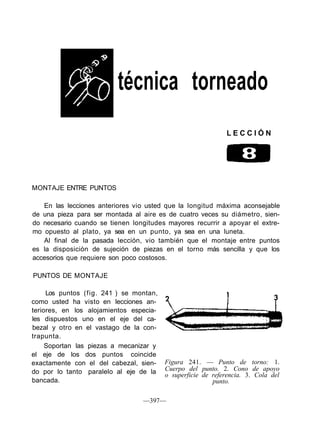
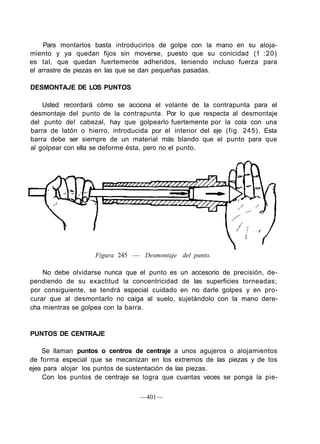
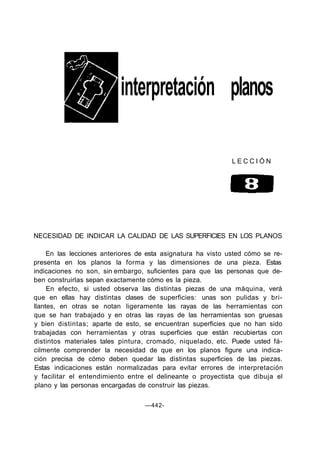
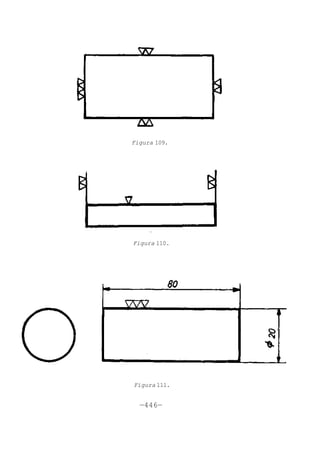
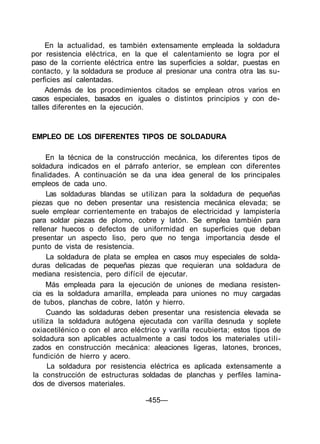
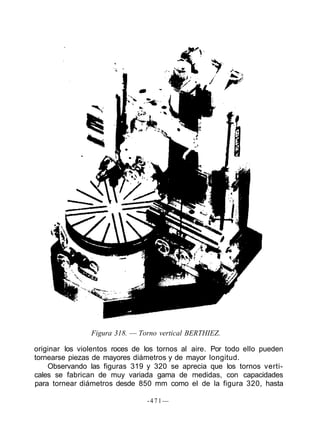
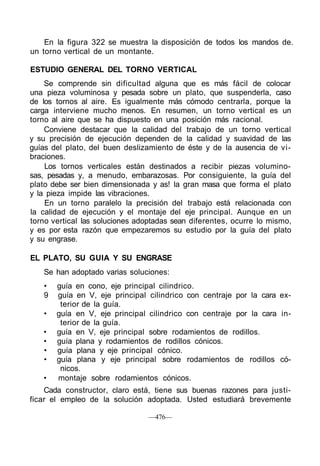
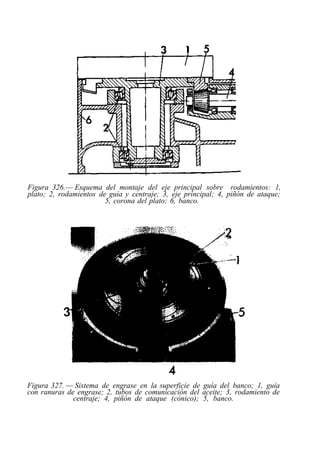
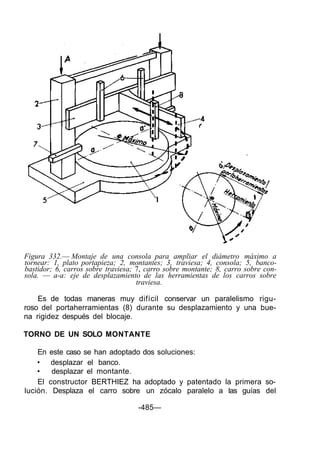
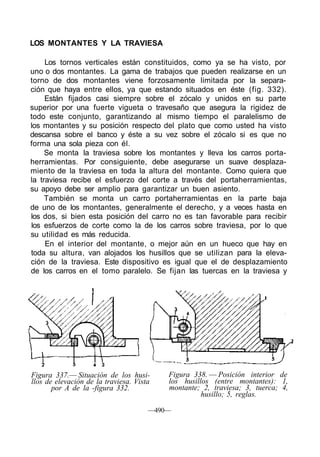
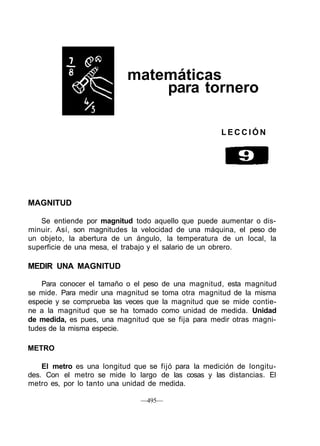
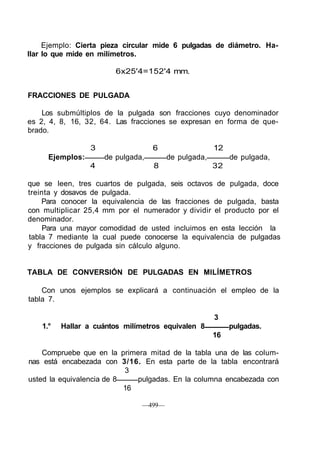
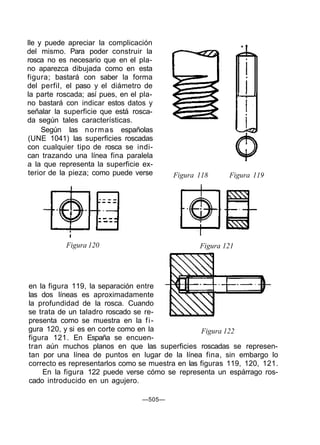
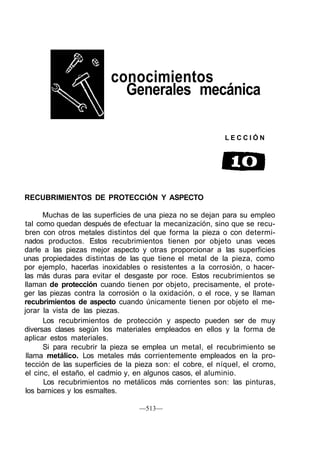
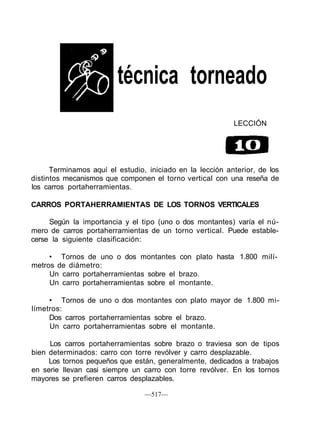
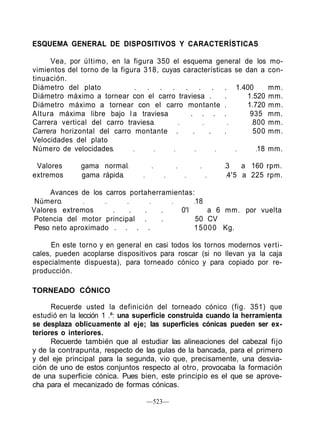
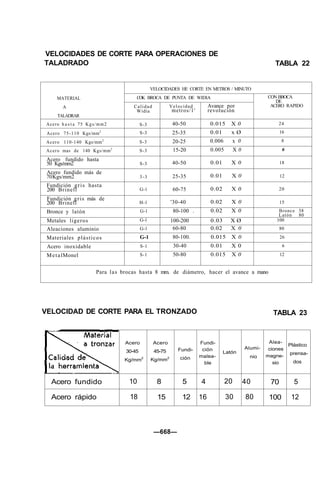
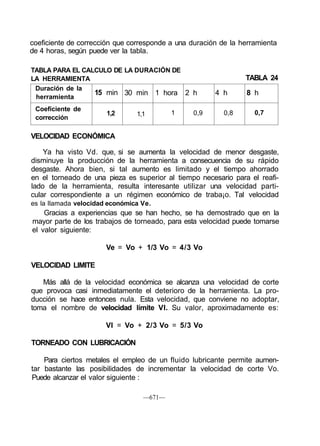
![TABLA 21 (Continuación]
MATERIAL A TRABAJAR
FUNDICIONES
Hasta 180 Brinell
180 - 250 Brinell
250 - 400 Brinell
FUNDICIÓN ENDURECIDA
FUNDICIÓN MALEABLE
COBRE Y SUS ALEACIONES
Cobre
Cobre y mica
(colectores eléctricos)
Latón
Bronce
METALES LIGEROS
Aluminio
Alpaca
Duraluminio
MATERIALES AISLANTES
Ebonita
Calidad
Widia]
G1
H1
H1
H1
H1
G1
G1
G1
G1
G1
G1
G1
G1
Velocidades
Extremas.
Profundidad de
Pasada.
Avances máximos
V
P
a
V
P
a
V
P
a
V
P
a
V
P
a
V
P
a
V
P
a
V
P
a
V
P
a
V
P
a
V
p
a
V
P
a
V
p
a
65 - 140
1 - 5
0.2 - 2
45 - 110
1 - 10
0.2-2
35 - 75
1 - 10
0.2-2
10 - 25
1 - 6
1 - 3
60-95
. 1-4
0.2-2
320 - 570
0.2 - 5
0.2 - 1
270 - 450
0.2-5
0.2-1
350 - 650
1 - 8
0.2 - 1
140 - 380
0.2 - 1
1500-2000
1 - 8
0.2-1
100 - 250
1 - 8
0.2-1
220 - 400
1 - 8
0.2-1
200 - 400
0.5 a 3 mm.
0.3 a 0.5mm.
Valores medios de Vo en
metros/minuto
Desbaste
65 a 95 m.
5 a 10 mm.
aprox. 1 a 2mm.
45. a 75 m.
5 a 10 mm.
aprox. 1 a 2mm.
35 a 55 m.
5 a 10 mm.
aprox. 1 a 2mm.
10 a 15 m.
3 a 6 mm.
aprox. 2 a 3 mm.
60 a 75 m.
2 a 4 mm.
aprox. 1 a 2mm.
320 a 370 m.
aprox. 5 mm.
aprox. 1 mm.
270 a 370 m.
aprox. 5 mm.
aprox. 1 mm.
350 a 550 m.
5 a 8 mm.
aprox. 1 mm.
140 a 280 m.
5 a 8 mm.
aprox. 1 mm.
1500 m.
5 a 8 mm.
aprox. 1 mm.
100 a 180 m.
5 a 8 mm.
aprox. 1 mm.
220 a 320 m.
5 a 8 mm.
aprox .1 mm.
200 a 300 m.
1 a 3 mm.
0.3 a 0.5 mm.
Afinado
95 a 140 m.
aprox.1 mm.
máx.0,2 m.
75 a 110 m.
aprox. 1 mm.
máx. 0.2 mm.
55 a 75 m.
aprox. 1 mm.
máx. 0.2 mm.
15 a 25 m.
aprox. 1 mm.
máx. 1 mm.
75 a 95 m.
aprox.1 mm.
máx. 0.2 mm.
370 a 570 m.
aprox.0.2mm.
aprox.0.2mm.
370 a 450 m.
aprox.0.2mm.
aprox.0.2mm.
550 a 650 m.
aprox. 1 mm.
aprox.0.2mm.
280 a 380 m.
aprox. 1 mm.
aprox.0.2mm.
2000 m.
aprox. 1 mm.
aprox 0.2mm.
180 a 250 m.
aprox. 1 mm.
aprox. 0.2mm.
320 a 400 m.
aprox. 1 mm.
aprox.0.2 mm
300 a 400 m.
0.5 a 1 mm.
0.3 a 0.5mm.
- 6 6 6 -](https://image.slidesharecdn.com/000-maestrotornero-150527221500-lva1-app6892/85/000-maestro-tornero-657-320.jpg?cb=1674114496)

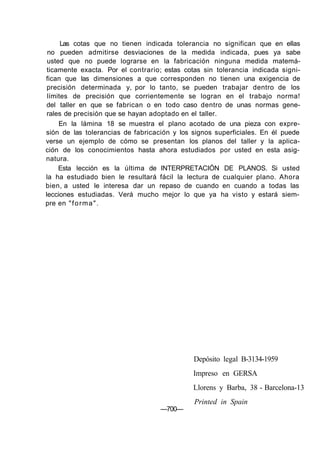
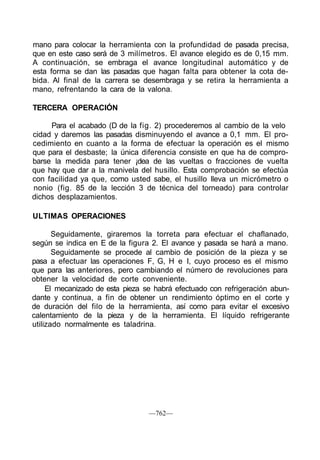
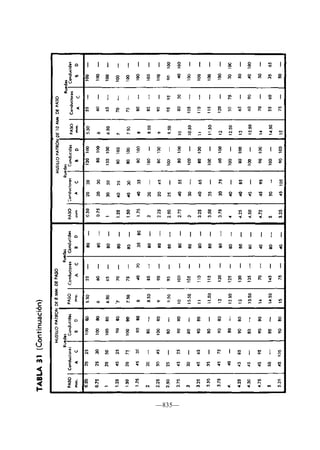
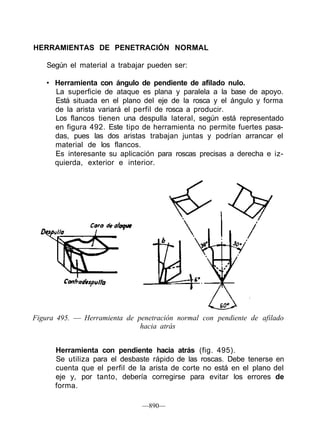
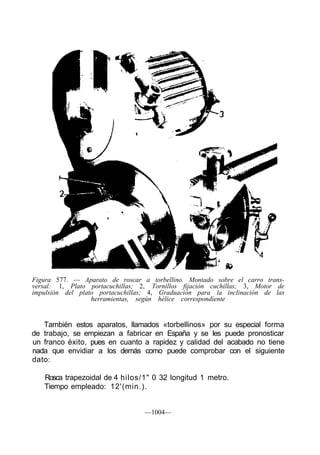
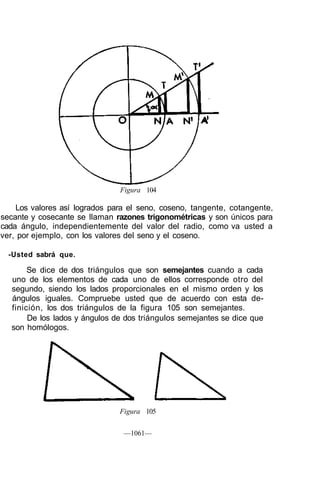
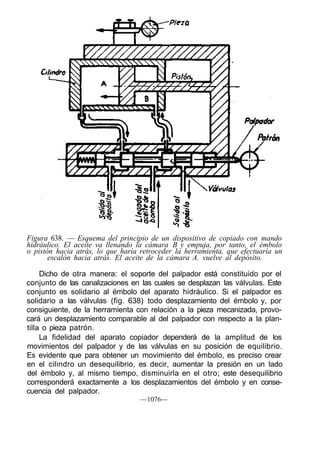
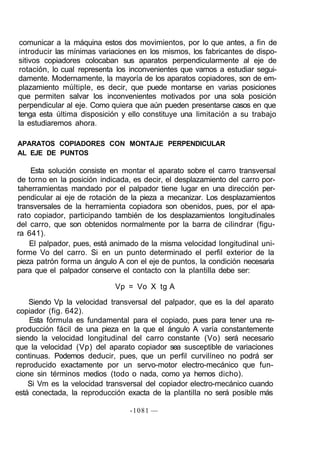
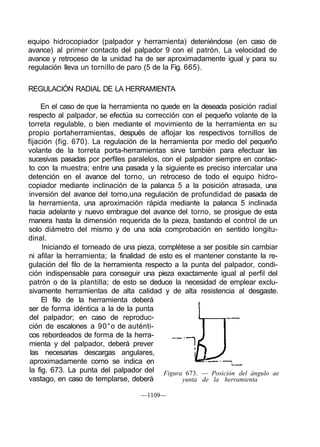
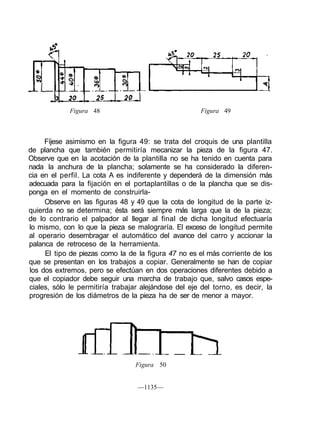
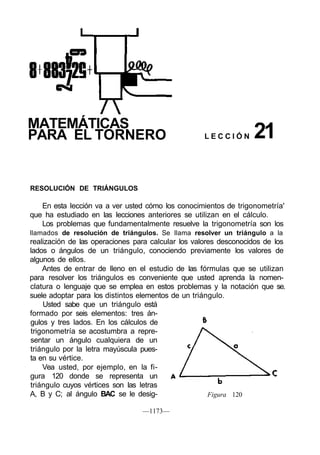
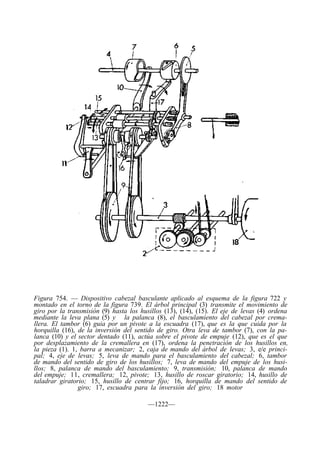
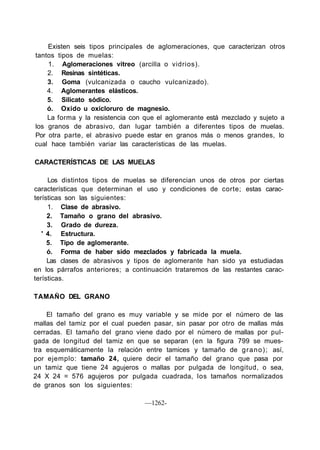
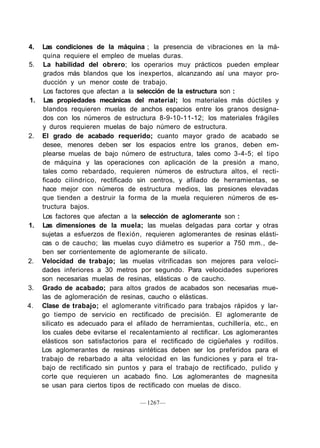
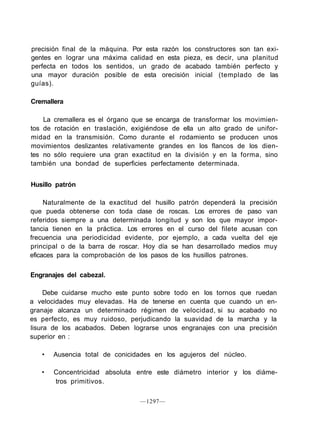
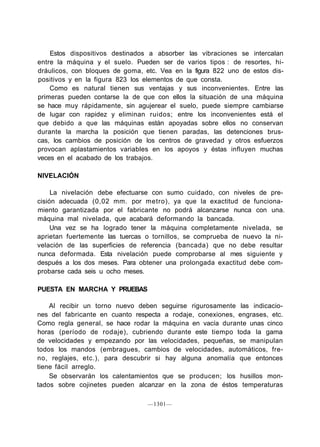
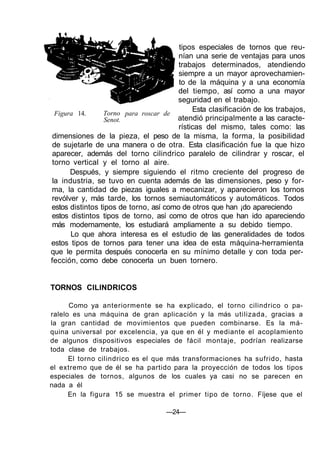
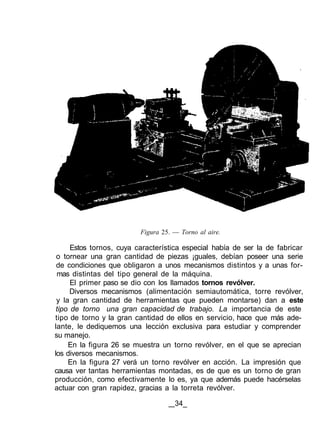
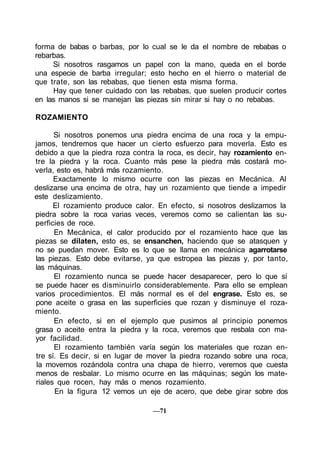
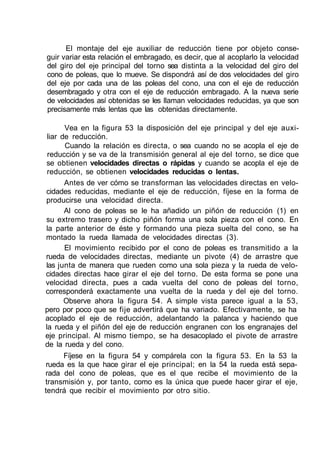
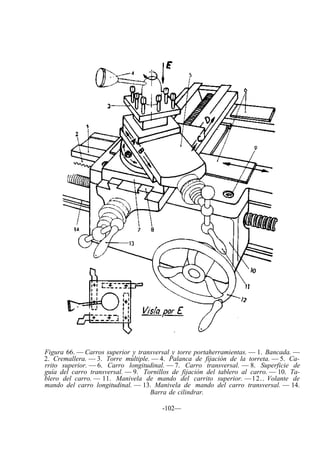
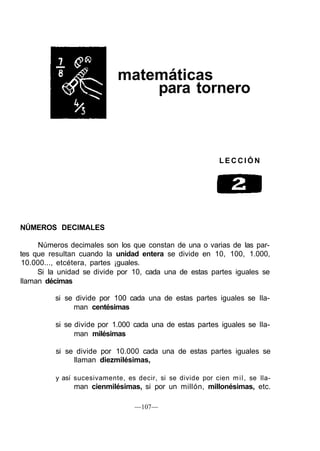
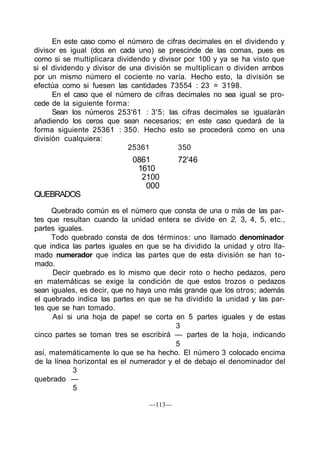
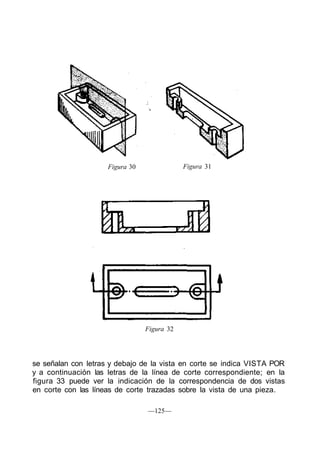
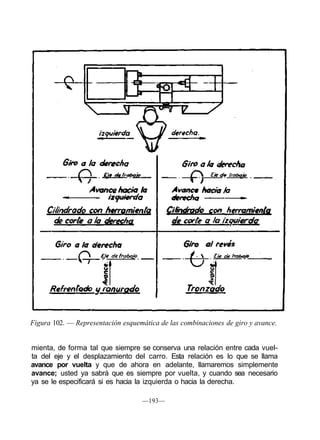
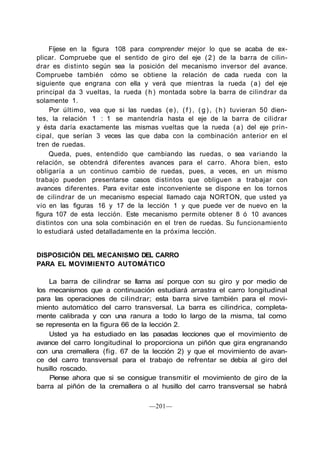
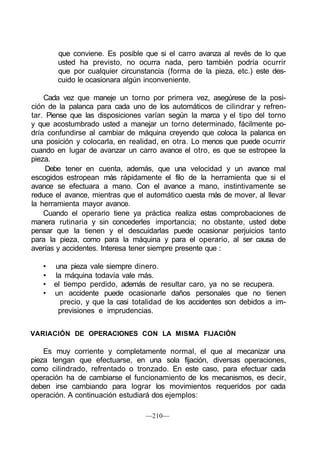
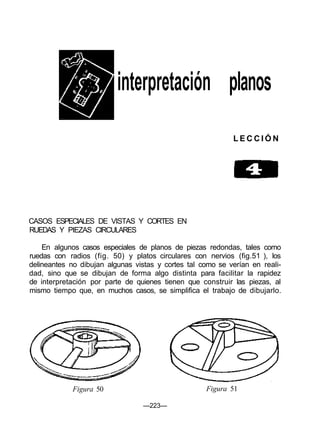
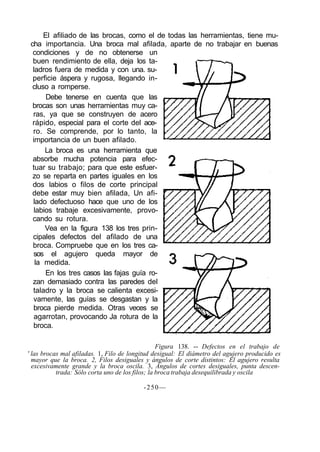
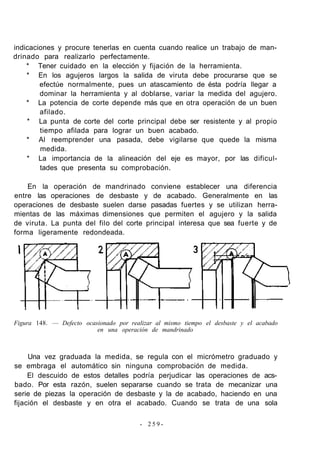
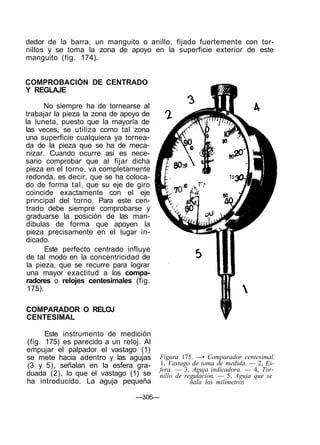
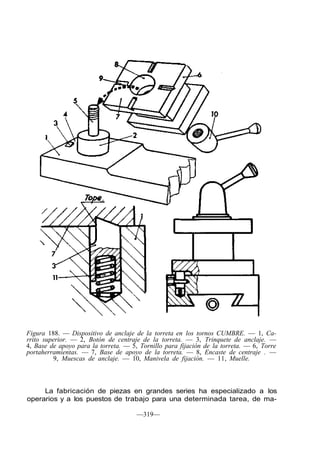
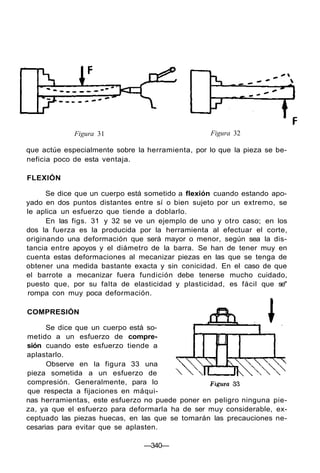
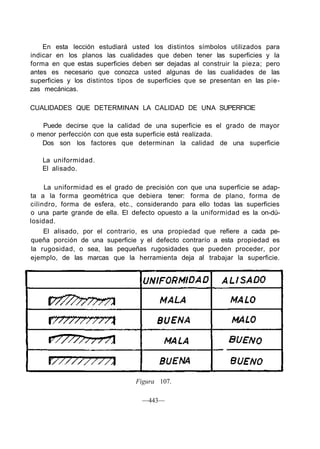
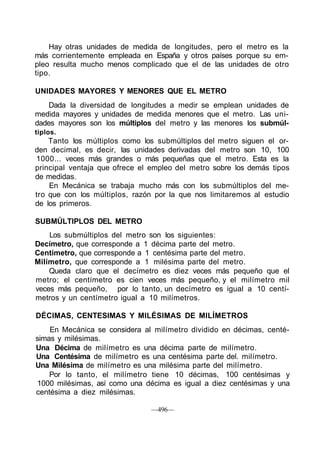
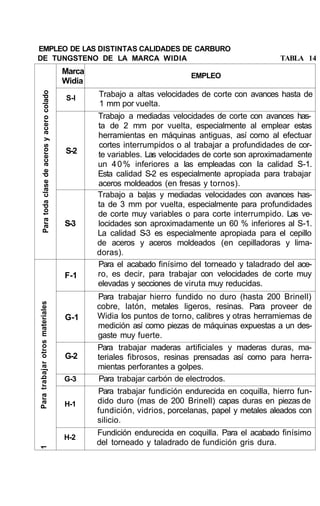
![Vb = Vo + 1/2 Vo = 3/2 Vo
Más adelante en esta misma lección ampliaremos los detalles del tra-
bajo con lubricación, e indicaremos los lubrificantes más adecuados para
cada material.
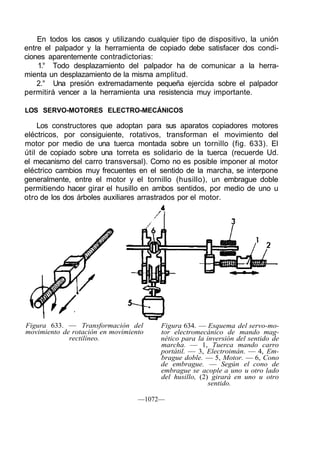
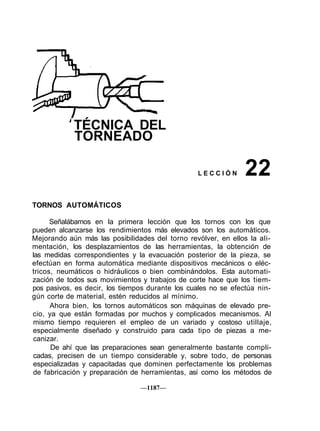
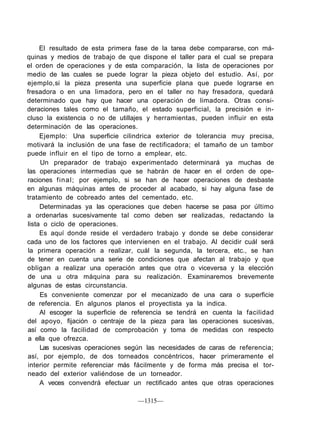
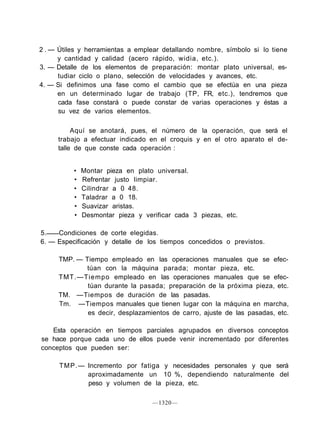
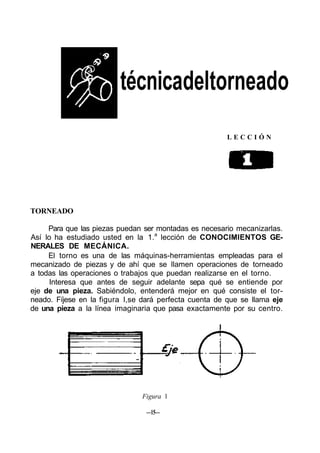
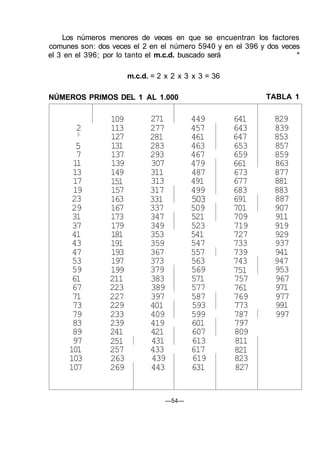
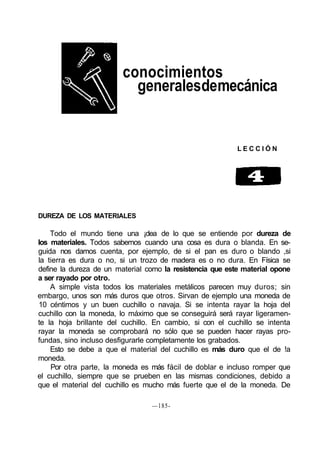
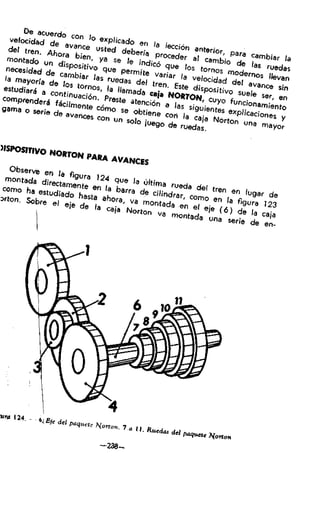
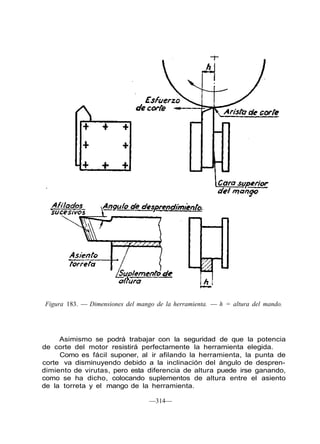
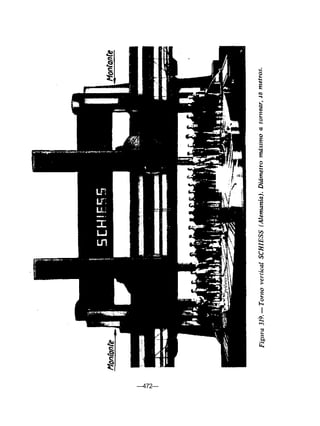
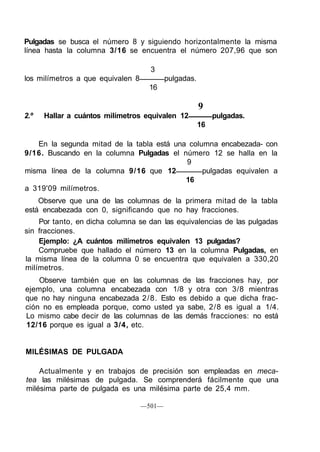
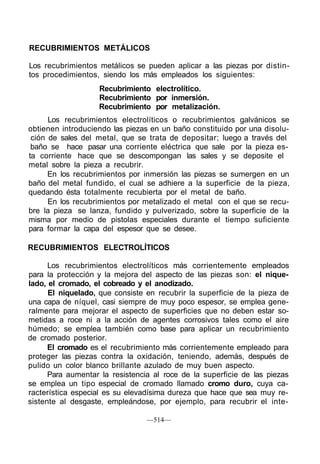
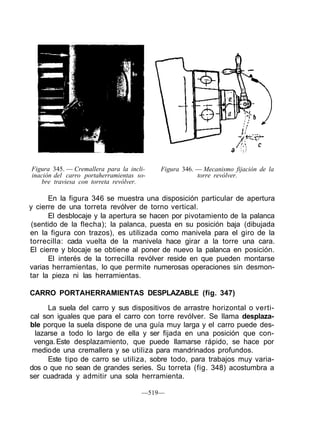
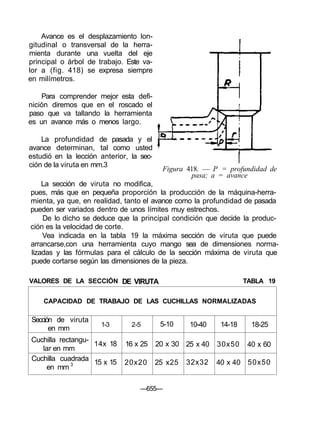
PRODUCCIÓN DE VIRUTA Y ESFUERZO
La invención de los aceros rápidos, primero, y de las herramientas de
carburo después, han permitido, como ha visto, aumentar los valores de
los elementos de corte V, a y P (velocidad, avance y profundidad).
Al principio de la lección ha estudiado Vd. que la producción de vi-
ruta en dm3
caracteriza la rapidez de corte. Esta rapidez o producción es
proporciona] a los tres elementos de corte citados.
Producción de viruta en dm3
/hora = V X a X p.
Ejemplo: V = 20 m/min; a = 0,5 mm; p = 5 mm
Producción en dm3
/hora = 20 X 1000 X 0,5 X 5 = 50000 mm3
/min
50000 mm3
/min — 50 cm3
= 0,05 dm3
/min
0,05 dm3/
min X 60' = 3 dm3
/hora
El esfuerzo de corte es proporcional a la resistencia del metal, al corte
en kg ya la sección de viruta en mm2
.
Esta resistencia al corte, tiene aproximadamente el valor siguiente:
100 Kg para fundición.
K~ 150 Kg para el acero semiduro (resistencia = 60 kg/mm2
y por tanto:
Esfuerzo de corte F = K X S mm2=K x a x p
POTENCIAABSORBIDA POR EL CORTE
Vd puede encontrarse en un momento dado con la necesidad de efec-
—672—](https://image.slidesharecdn.com/000-maestrotornero-150527221500-lva1-app6892/85/000-maestro-tornero-663-320.jpg?cb=1674114496)