Descargar como PDF, PPTX

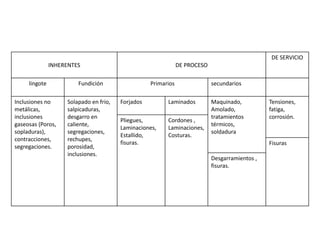

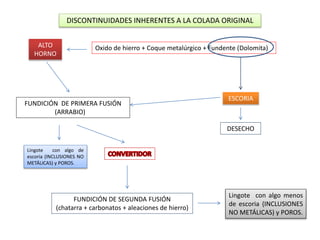



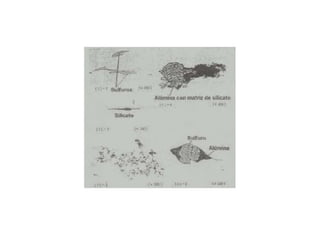
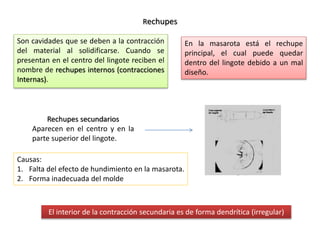
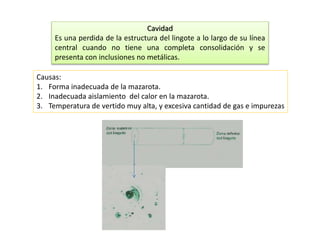

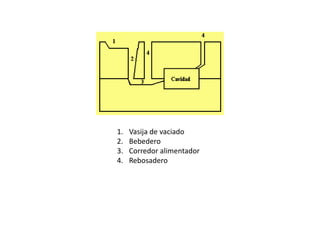
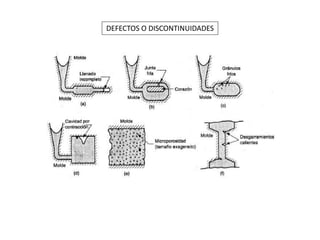
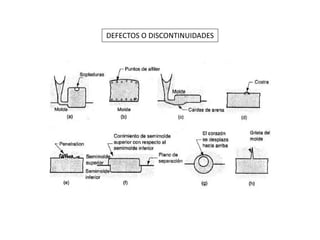
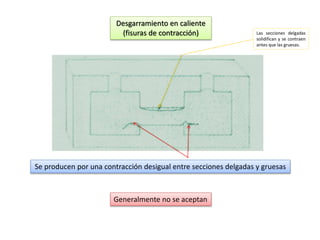
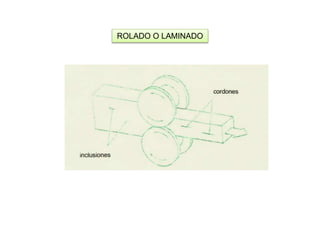
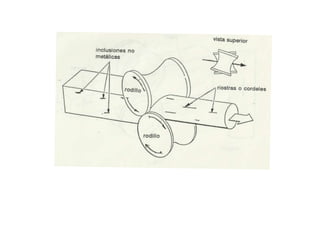
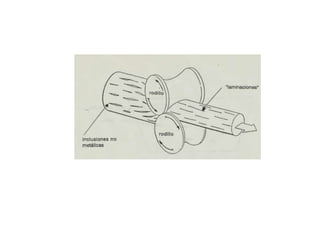


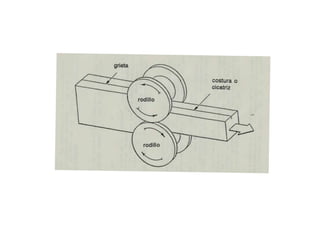
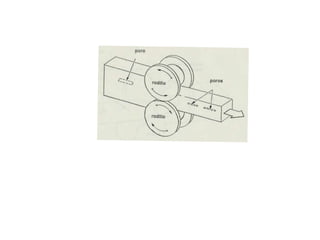
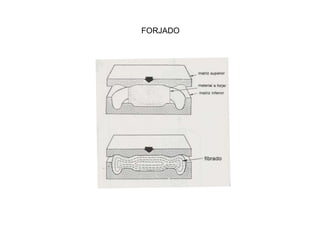
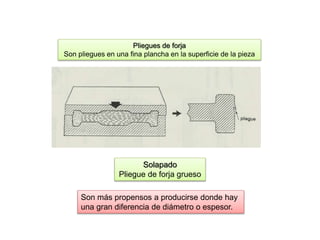
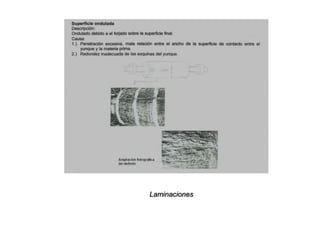





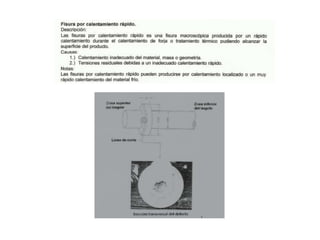
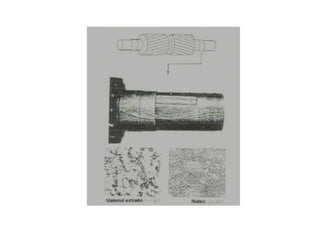






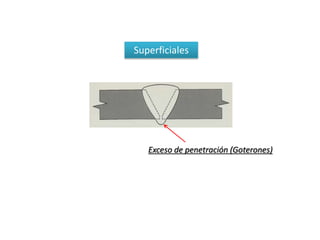
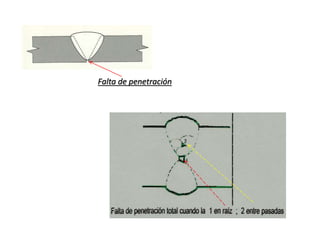
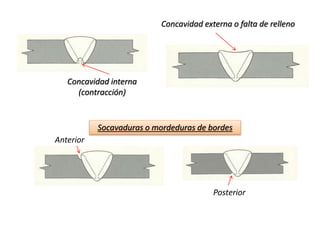



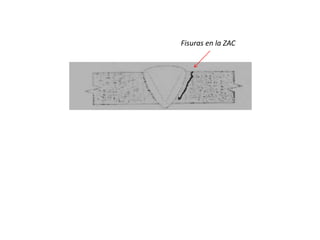
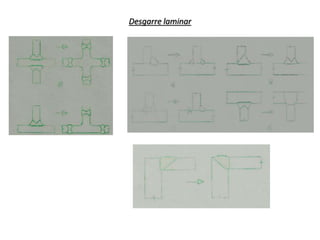
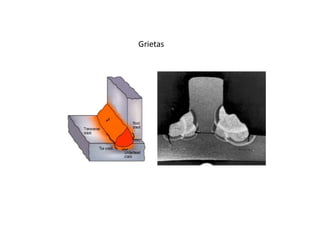

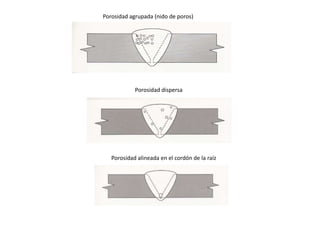
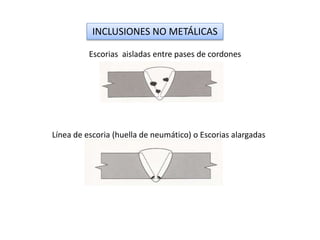


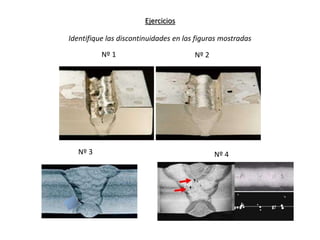

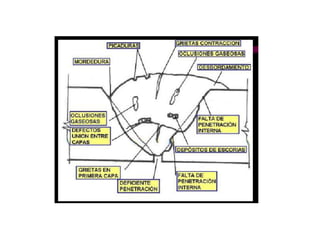

Este documento describe los diferentes tipos de defectos o discontinuidades que pueden presentarse en materiales durante su producción, procesamiento y servicio. Explica que una discontinuidad se convierte en defecto si no cumple con los criterios establecidos. Describe discontinuidades inherentes a la fundición como inclusiones no metálicas, poros y segregaciones, así como discontinuidades propias de procesos posteriores como laminaciones, pliegues de forja y defectos en soldaduras. El objetivo es identificar el origen de las discontinuidades para prevenir defectos.


































































