Descargar para leer sin conexión



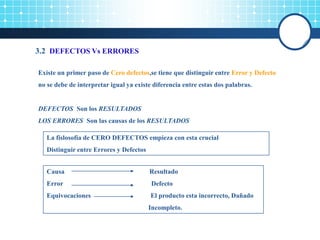
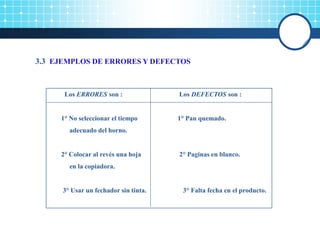
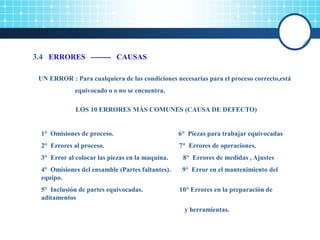

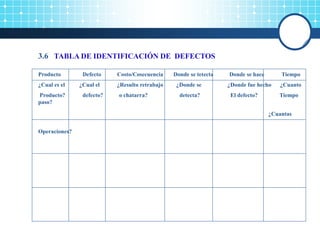
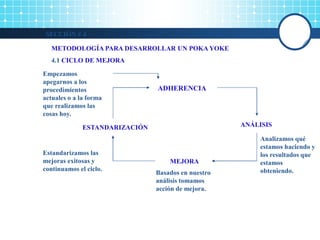




Este documento trata sobre el sistema Poka Yoke para mejorar la calidad. Explica conceptos como defectos vs errores, tipos de defectos, y métodos para desarrollar dispositivos Poka Yoke que prevengan errores. También cubre temas como los cinco elementos que afectan la calidad, cómo descubrir problemas de calidad, y la metodología de siete pasos para crear dispositivos Poka Yoke. El objetivo general es ayudar a las empresas a implementar este sistema y lograr cero defectos.








































