Descargado 17 veces

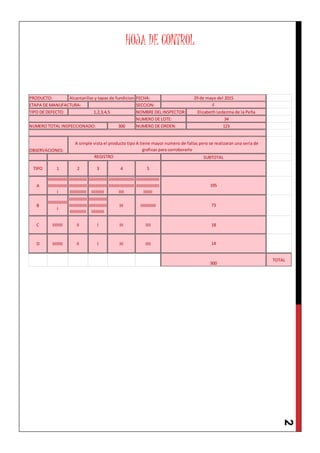

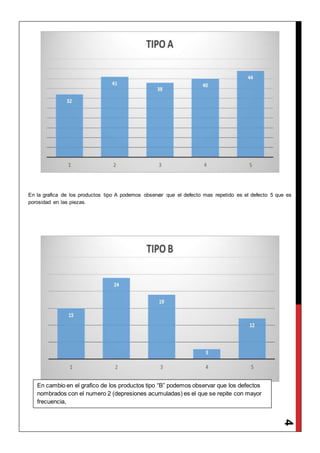
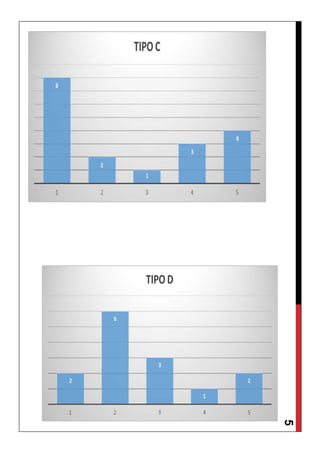

Se está enfrentando un problema de calidad en la fundición de productos de cuatro modelos diferentes. Se recopila información a través de una hoja de control para identificar y clasificar defectos como porosidad y depresiones acumuladas, encontrando que el modelo 'a' presenta más fallas. Gráficas posteriores confirman que el defecto más frecuente en el modelo 'a' es la porosidad.


































































