Este documento presenta una guía y tablas técnicas de los aceros producidos y comercializados por Ferrocortes S.A.S. Incluye información sobre los servicios y fabricaciones de la compañía, la clasificación de aceros, propiedades mecánicas, ensayos, tratamientos térmicos y superficiales. También contiene fichas técnicas detalladas de diversos tipos de aceros, como aceros estructurales, de herramienta, inoxidables y fundiciones; así como de otros materiales como bronces y


































![(4) 4484340 (5) 6670523 La línea de los ACEROS FERROCORTES S.A.S
GUÍA Y TABLAS TÉCNICA DE LOS ACEROS
www.ferrocortes.com.co
98
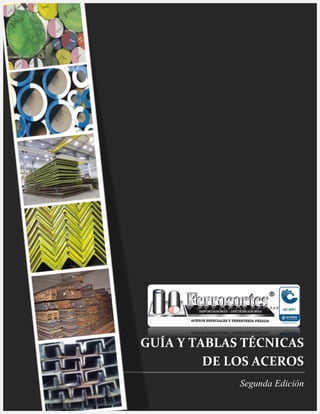
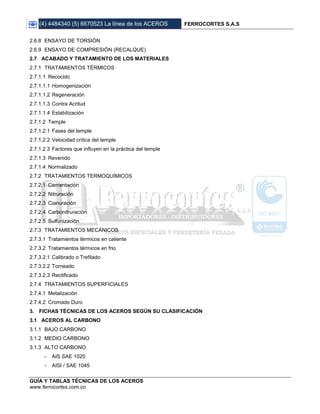
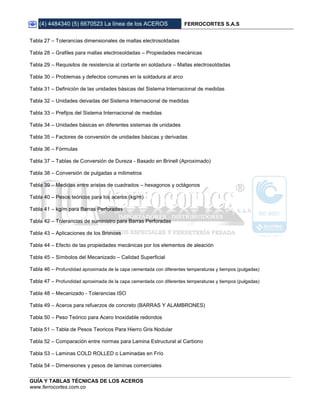
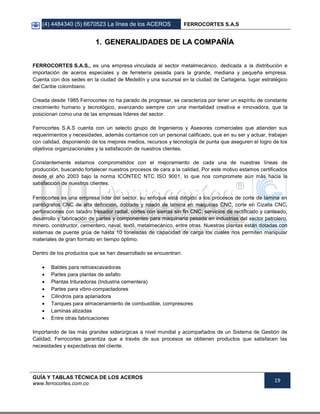
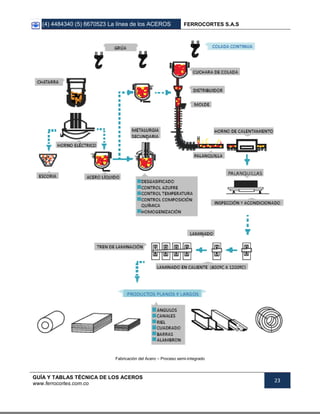
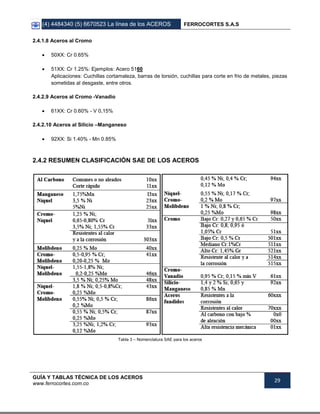
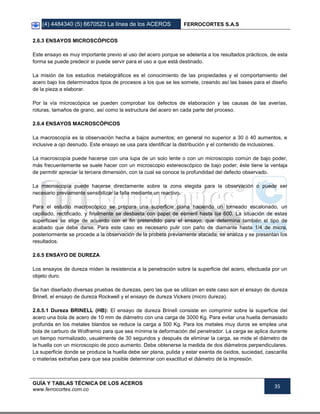
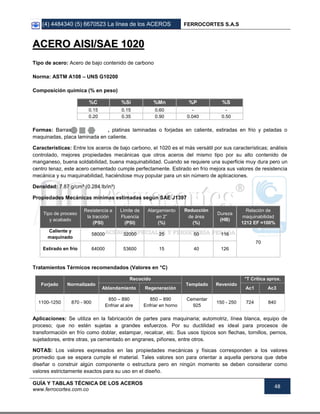
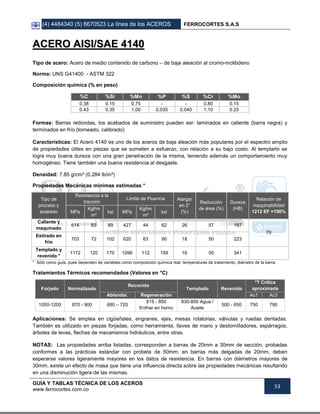
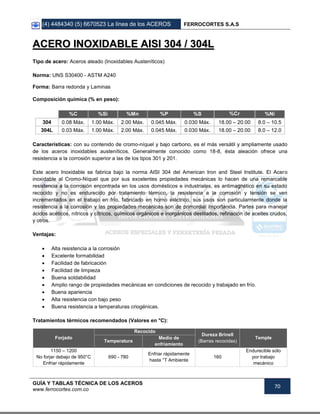
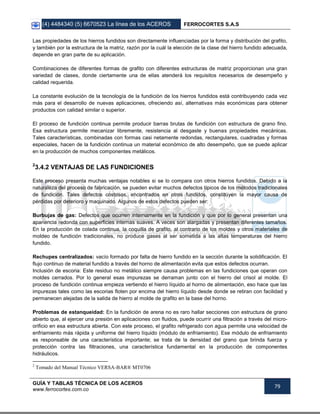
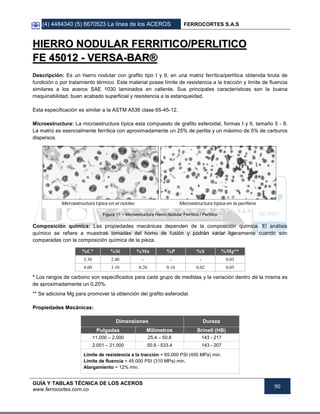
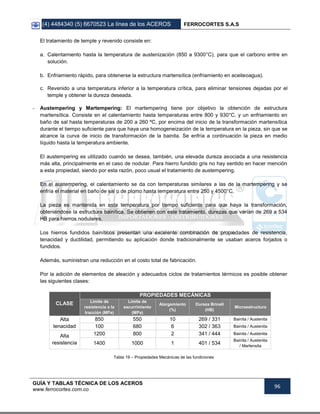
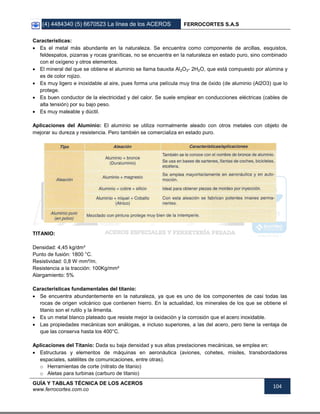
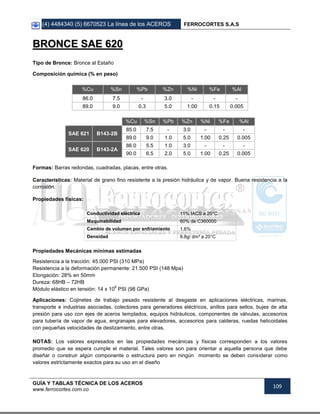
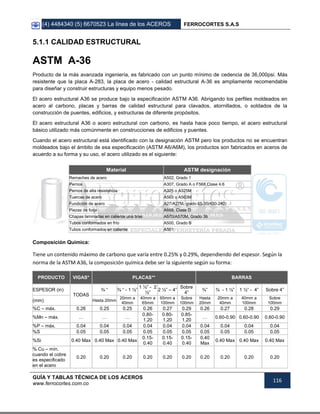
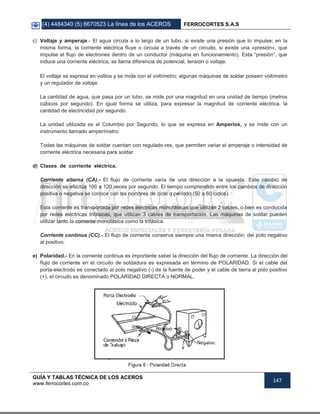
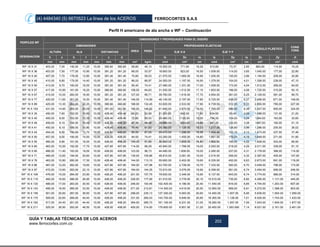
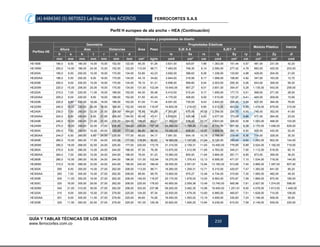
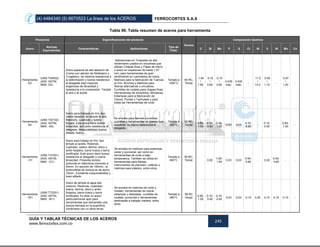
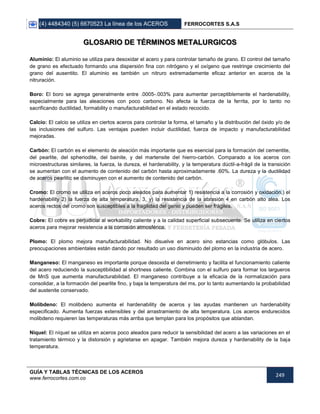
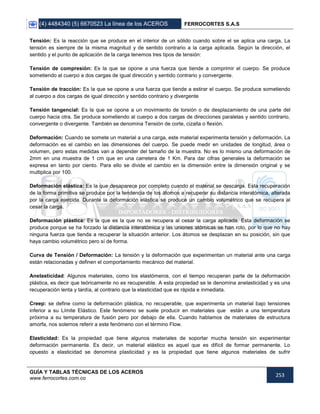
PROPIEDADES HIERRO GRIS HIERRO NODULAR
Resistencia al cizallamiento (MPa) 1.15 X LR 0.90 X LR
Resistencia a la torsión (MPa) 1.15 X LR 0.90 X LR
Resistencia a la fatiga (MPa) (Sin talla) 0.40 x LR
FE40015 = 0.50 x LR
FE45012 = 0.45 x LR
FE55006 = 0.40 x LR
FE70002 = 0.40 x LR
Resistencia a la compression (MPa)
LR de 140 – 175 x 4.02
LR de 140 – 175 x 4.02
LR de 140 – 175 x 4.02
LR de 140 – 175 x 4.02
Resistencia al impacto (Joule [j])
Con talla 20°C
FE40015 = 15 - 13
FE45012 = 10 - 5
FE55006 = 5 - 2
FE70002 = 5 - 2
Módulo de elasticidad (GPa)
FC200 = 88 -113
FC300 = 108 – 137
GMI = 78 – 107
FE40015 = 169
FE45012 = 169
FE55006 = 169
FE70002 = 172 - 176
Conductividad térmica
(W / m.K 100°C/400°C)
FC200 = 51 - 48
FC300 = 47 - 44
GMI = 44 - 41
FE40015 = 37 - 36
FE45012 = 37 - 36
FE55006 = 35 - 34
FE70002 = 32 - 31
Tabla 20 – Otras propiedades de las fundiciones](https://image.slidesharecdn.com/librotcnico2012-recopilado-170825122601/85/Libro-tecnico-ACEROS-97-320.jpg)
![(4) 4484340 (5) 6670523 La línea de los ACEROS FERROCORTES S.A.S
GUÍA Y TABLAS TÉCNICA DE LOS ACEROS
www.ferrocortes.com.co
100
Aleaciones de Estaño: Las más importantes son:
Bronce. Es una aleación de cobre y estaño.
Soldaduras blandas. Son aleaciones de plomo y estaño con proporciones de estaño entre el 25 y 90%.
Una de las aplicaciones más importantes del estaño es la fabricación de hojalata, que consiste en recubrir
una chapa de acero con dos capas muy finas de estaño puro. El estaño protege al acero contra la oxidación.
COBRE: Los minerales de cobre más utilizados en la actualidad se encuentran en forma de: cobre nativo,
sulfuros [calcopirita S2CuFe, calcosina SCu2), óxidos (cuprita Cu2O, malaquita CO3Cu - Cu(OH)2]
Las propiedades del Cobre son:
Densidad: 8,90 kg/dm³.
Punto de fusión: 1083 °C.
Resistividad: 0,017 W·mm²/m.
Resistencia a la tracción 18 kg/mm².
Alargamiento: 20%.
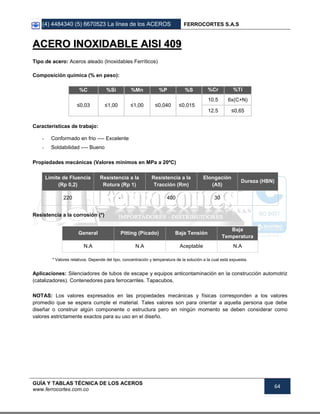
Características
Es muy dúctil (se obtienen hilos muy finos) y maleables (pueden formarse láminas hasta de 0,02mm de
espesor).
Posee una alta conductividad eléctrica y térmica.
Oxidación superficial (verde)
Aleaciones de Cobre: La adición de otros metales no ferrosos al cobre mejora sustancialmente sus
propiedades mecánicas y de resistencia a la oxidación, aunque empeora ligeramente su conductividad
eléctrica y calorífica.
CINC: Los minerales más empleados en la extracción del cinc son: Blenda (SZn 40 a 50% de cinc) y
calamina (SiO4Zn2-H2O menor del 40% de cinc)](https://image.slidesharecdn.com/librotcnico2012-recopilado-170825122601/85/Libro-tecnico-ACEROS-99-320.jpg)









![(4) 4484340 (5) 6670523 La línea de los ACEROS FERROCORTES S.A.S
GUÍA Y TABLAS TÉCNICA DE LOS ACEROS
www.ferrocortes.com.co
121
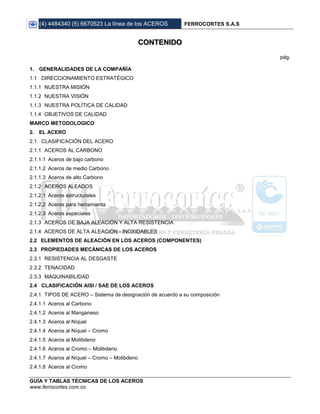
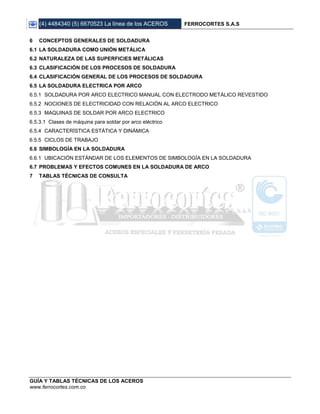
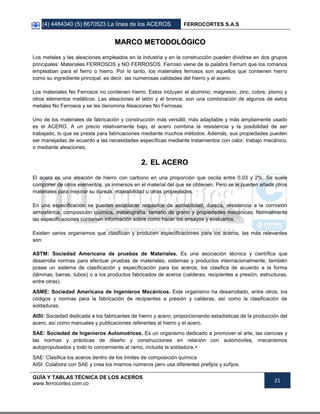
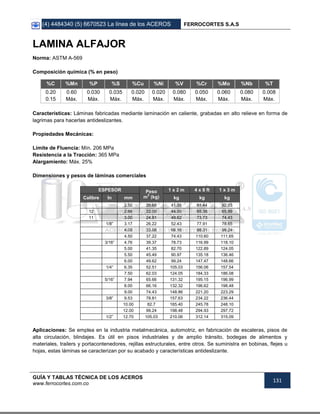
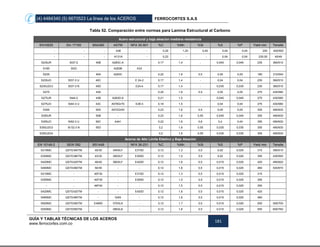
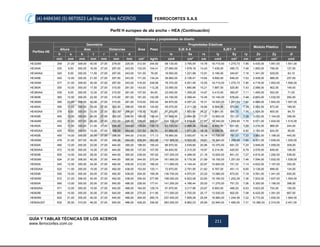
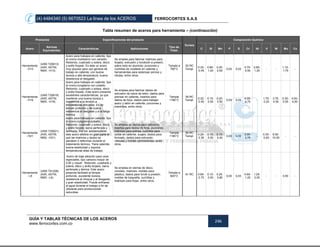
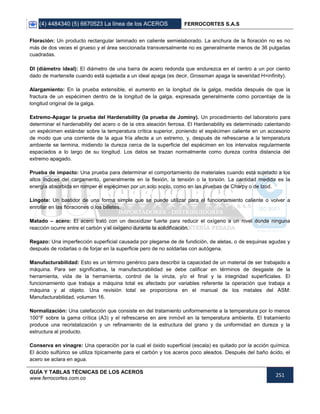
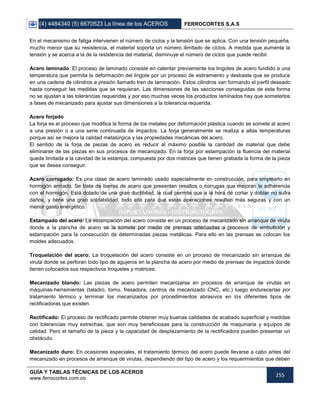
5.1.3 PLACA DE ALTA RESISTENCIA / BAJA ALEACIÓN
Las placas de acero de alta resistencia / baja aleación poseen mayor resistencia que las placas tradicionales
de acero al carbón, además de contar con gran ductibilidad, facilidad de rolado y soldado, dureza y
resistencia a la fatiga. Estas placas de acero pueden reducir sustancialmente los costos de producción al
dotar la resistencia requerida con un peso mucho menor.
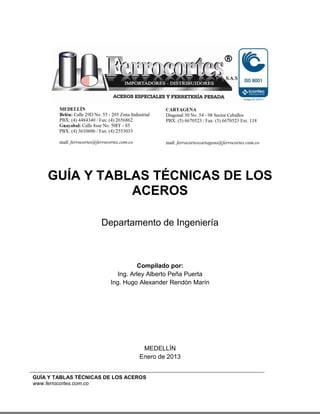
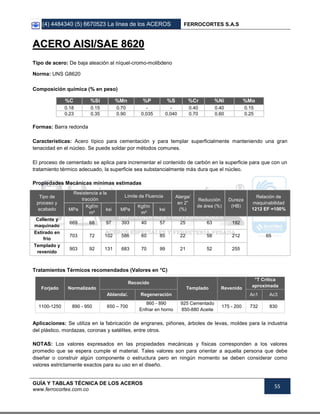
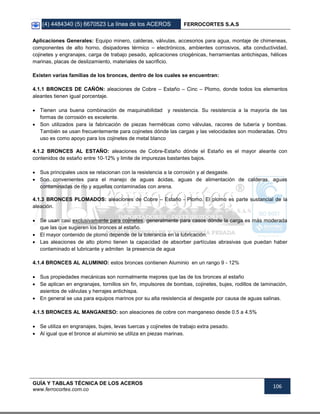
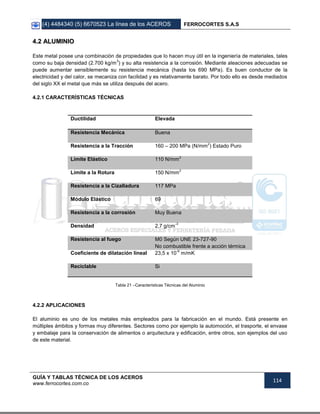
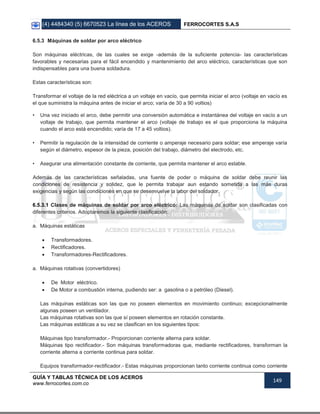
ASTM A-572 GR 50
Descripción: Esta es una Especificación Normalizada para Acero Estructural de Alta Resistencia de Baja
Aleación de Columbio-Vanadio. Este acero es utilizado en aplicaciones, tales como construcción
electrosoldada de estructuras en general o puentes, donde la tenacidad en las entalladuras es importante, los
requisitos asociados con esta propiedad debido a la variedad de grados que contempla este tipo de acero
deben ser especificados entre el comprador y el productor.
Disponible con un nivel mínimo de resistencia de 50,000 psi. Las características de esta placa son su alta
resistencia, buen manejo y facilidad de soldado a precios moderados. La resistencia a la corrosión
atmosférica es la misma de las placas de acero al carbón.
Normas Equivalentes:
UNE AFNOR DIN ASTM
F1120 E36 ST 52-3 A572 Gr50
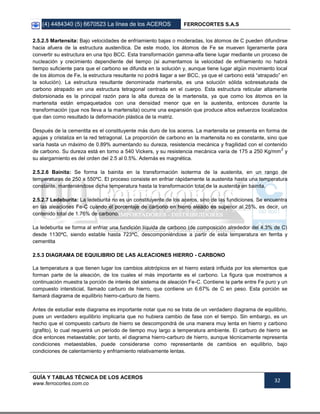
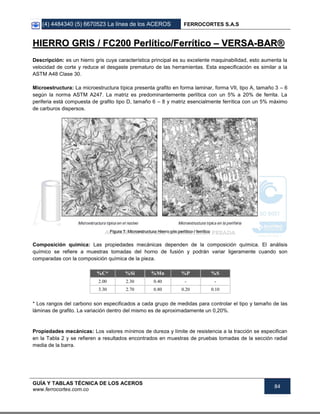
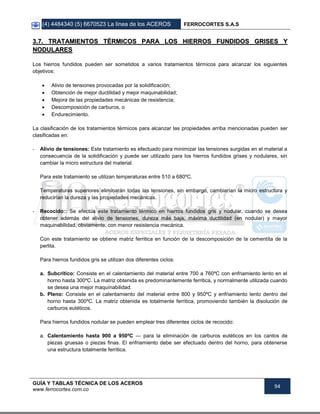
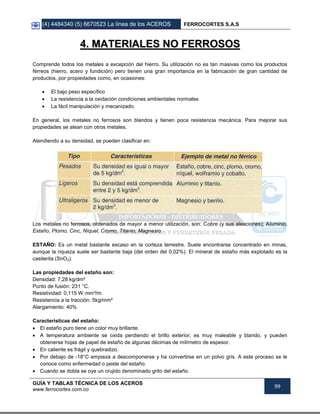
Composición Química:
Con la adición de Microaleantes (Niobio o Vanadio) se desarrollaron estos aceros de alta resistencia,
haciéndolos más seguros en su comportamiento mecánico y lográndose una reducción en el consumo
específico desde el punto de vista estructural.
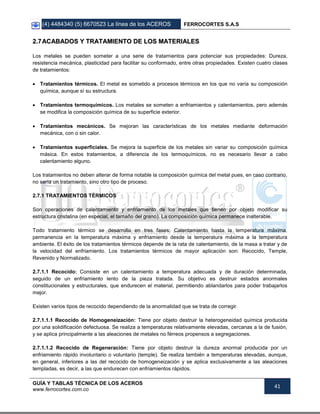
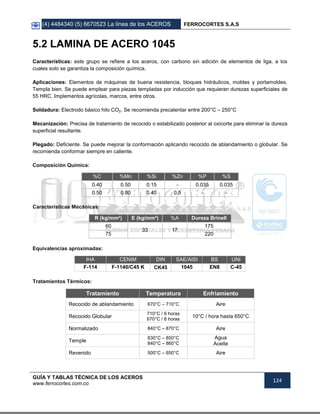
El tipo de acero que abarca esta especificación normalizada se considera cinco grados de acero estructural
de alta resistencia y de baja aleación en perfiles, placas, tablestacado, y barras. Los Grados 42 [290], 50
[345], y 55 [380] están previstos para estructuras remachadas, atornilladas o electrosoldadas. Los Grados 60
[415] y 65 [450] están previstos para construcción remachada o atornillada de puentes, o para construcción
remachada, atornillada o electrosoldada en otras Sus características físicas y químicas se pueden apreciar
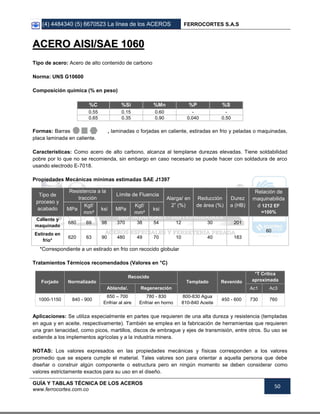
en la tabla siguiente:
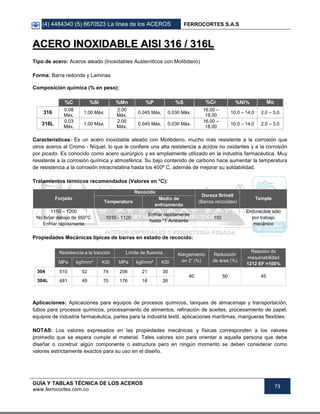
Grado %C máx. %Mn máx. Máx.% %S máx. %Si máx.
42 0,21 1,35 0,04 0,05 0,4
50 0,23 1,35 0,04 0,05 0,4
60 0,26 1,35 0,04 0,05 0,4
65 0,26 1,35 0,04 0,05 0,4](https://image.slidesharecdn.com/librotcnico2012-recopilado-170825122601/85/Libro-tecnico-ACEROS-120-320.jpg)

























![(4) 4484340 (5) 6670523 La línea de los ACEROS FERROCORTES S.A.S
GUÍA Y TABLAS TÉCNICAS DE LOS ACEROS
www.ferrocortes.com.co
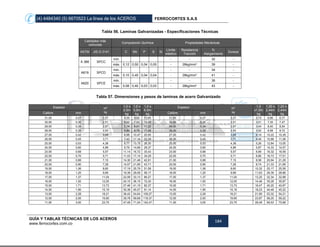
164
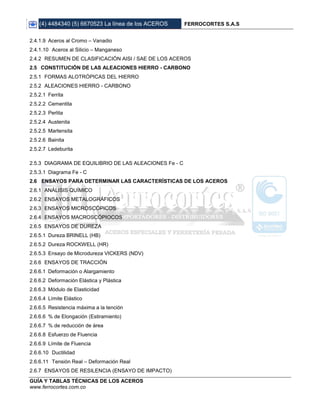
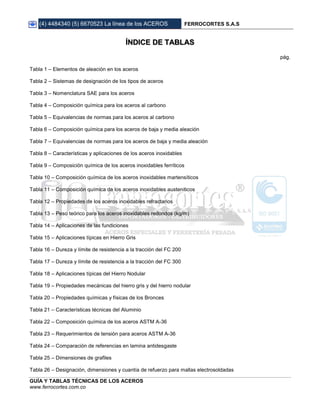
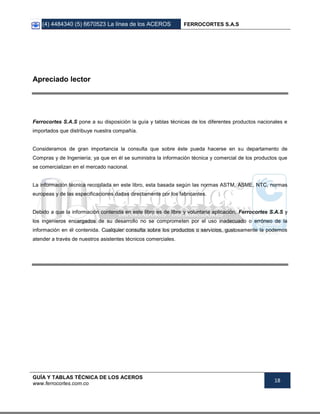
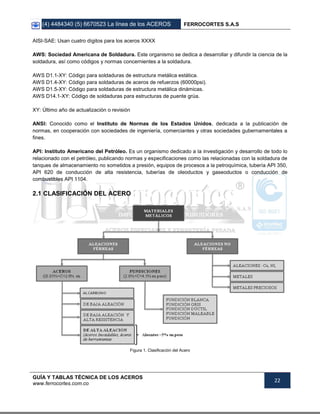
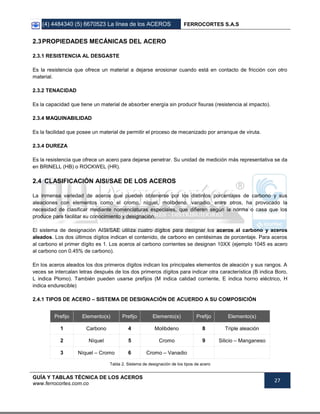
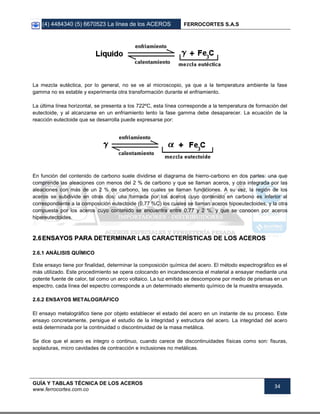
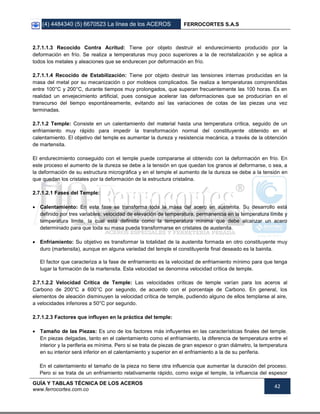
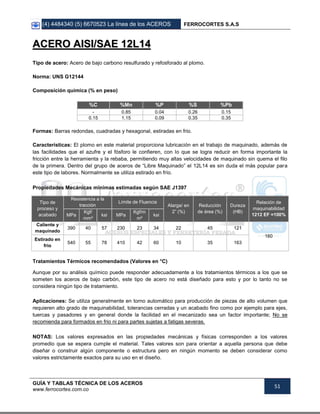
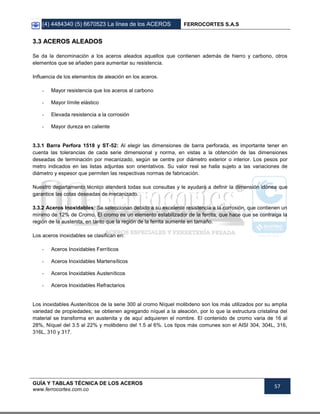
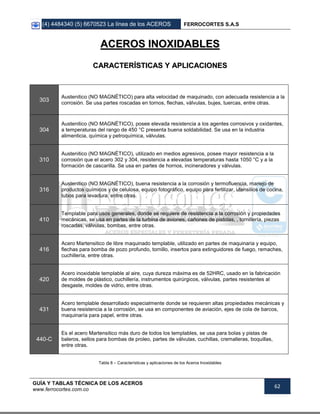
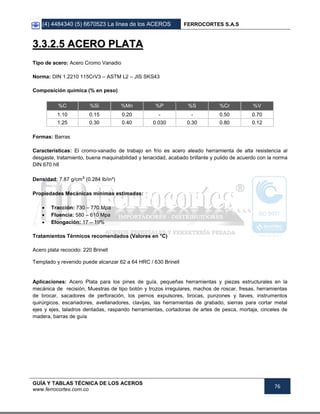
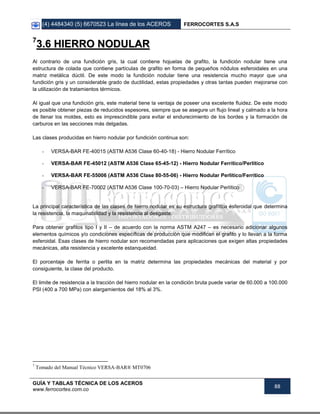
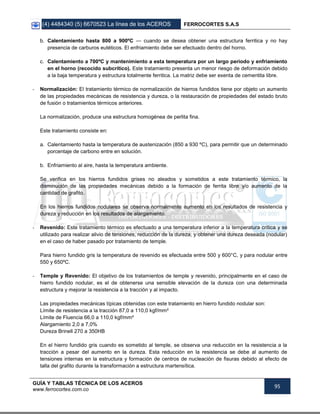
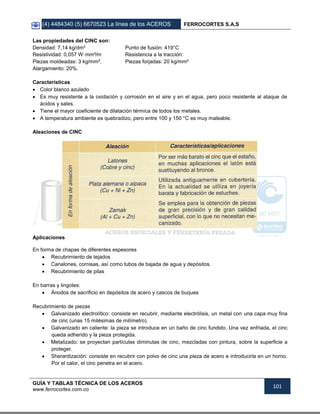
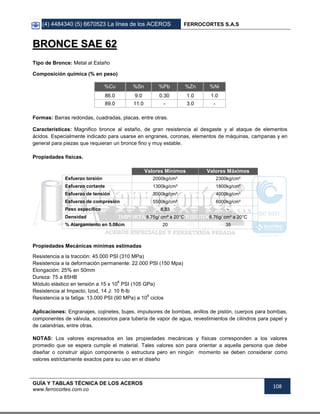
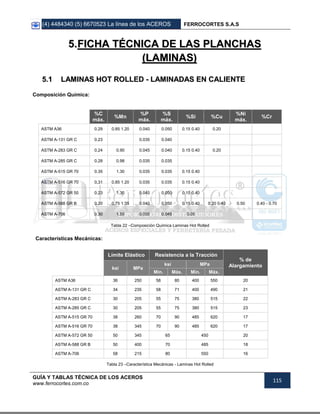
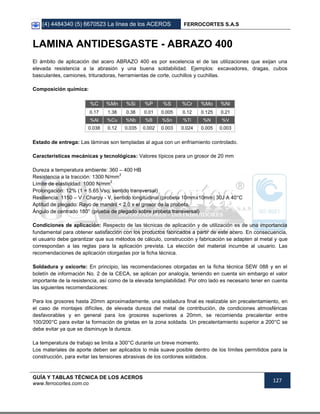
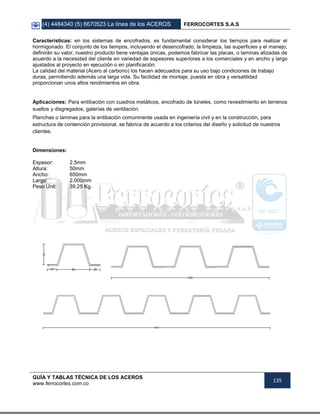
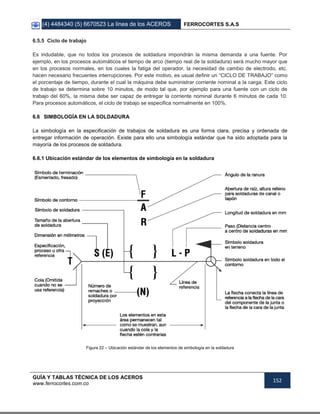
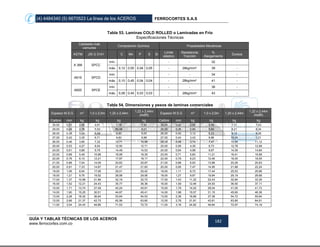
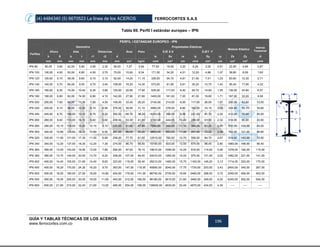
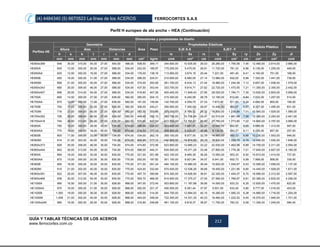
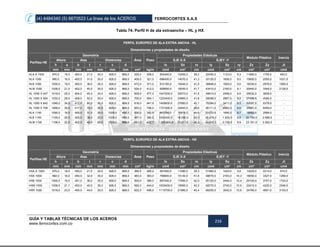
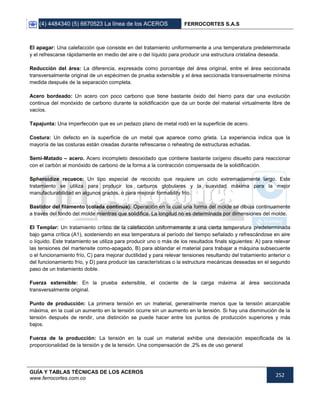
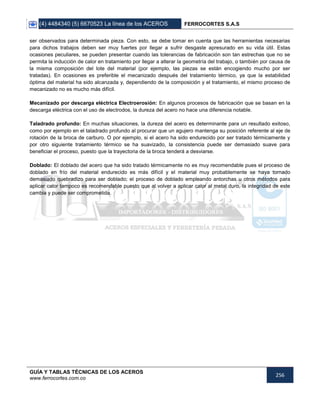
Tabla 36. Fórmulas
Como calcular el PESO x METRO en kg en la barras de
ACERO
Como calcular el PESO x METRO en kg en la barras
PERFORADAS
REDONDOS Diámetros interior y exterior en mm
Diámetro de la sección en mm
kg/m = D2
x 0.00616 kg/m = [D2
x 0.00616] – [d2
x 0.00616]
Diámetro de la sección en in
Kg/m = D2
x 3.974
Como calcular el PESO x METRO en kg en la barras de HIERO
GRIS y FUNDICIÓN NODULAR
PLATINAS Y CUADRADOS
Base y altura en mm
kg/m = B* x h x 0.00785 REDONDOS
Base y altura en in Diámetro de la sección en mm
kg/m = B x h* x 5.064 kg/m = D2
x 0.005655
* En cuadrados B = h
CUADRADOS
HEXÁGONOS
Altura de la sección en mm kg/m = L x L x 0.0072 L: Lado (mm)
kg/m = h2
x 0.0068
Altura de la sección en in RECTANGULAR
kg/m = h2
x 4.387 kg/m = L x h x 0.0072 L: Largo (mm) h: Altura (mm)
Como calcular el peso de una LAMINA
Se calcula el peso de una lamina en kg/m2
midiendo el espesor y multiplicando por el factor de densidad
Clase de Material Densidad Clase de Material Densidad
Acero colado 7.50 Fundición gris 7.20
Acero dulce 7.85 Hierro forjado 7.86
Aluminio fundido 2.56 Latón 8.50
Aluminio laminado 2.70 Níquel 8.80
Bronce 8.80 Oro 19.25
Cobre fundido 8.85 Plata 10.50
Cobre laminado 8.95 Platino 21.50
Estaño 7.35 Plomo 11.37
Fundición Blanca 7.50 Cinc 7.13
Conversiones más usuales
psi a N/mm2
ó MPa – Multiplicar por 0.00694
N/mm2
ó MPa a psi – Multiplicar por 144
kgf/mm2
a N/mm2
ó MPa – Multiplicar por 9.80665
N/mm2
ó MPa a kgf/mm2
– Multiplicar por 0.10197](https://image.slidesharecdn.com/librotcnico2012-recopilado-170825122601/85/Libro-tecnico-ACEROS-163-320.jpg)






![(4) 4484340 (5) 6670523 La línea de los ACEROS FERROCORTES S.A.S
GUÍA Y TABLAS TÉCNICAS DE LOS ACEROS
www.ferrocortes.com.co
188
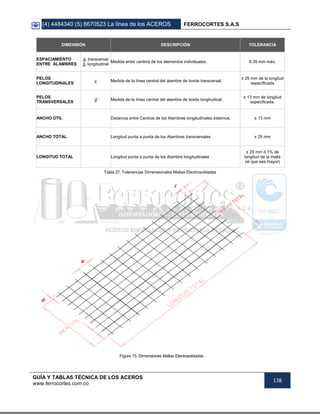
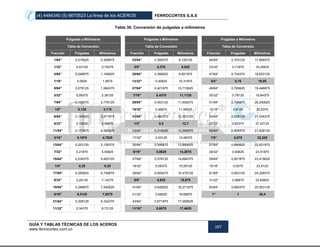
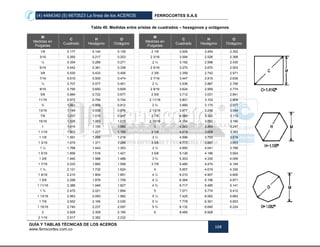
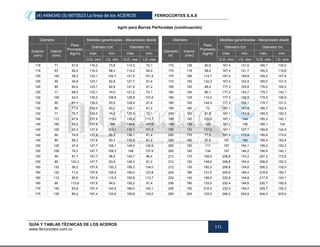
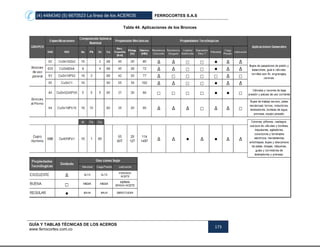
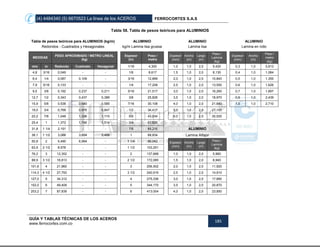
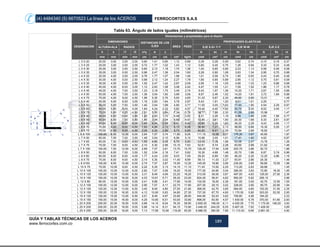
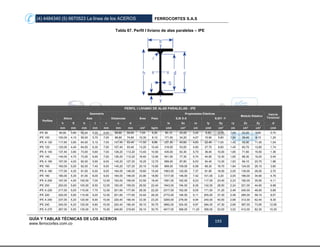
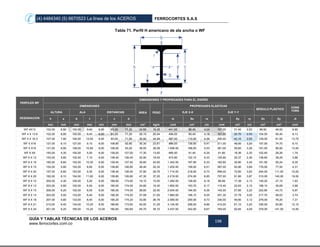
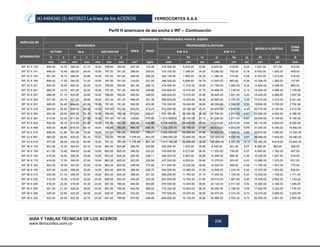
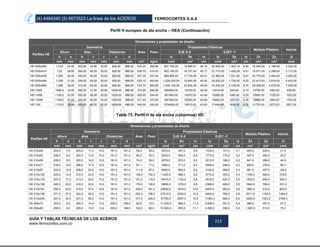
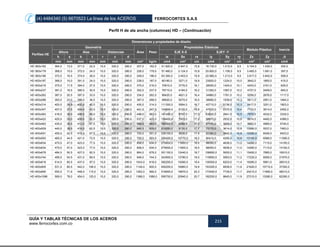
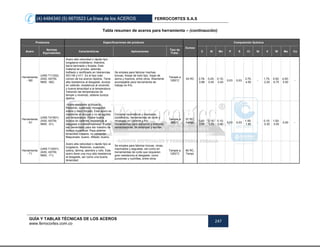
Tabla 62. Ángulo tipo americano de lados iguales
Designación
Dimensiones y propiedades para el diseño
Dimensiones
Distancia de los
ejes Área Peso
Propiedades elásticas
Altura = Ala Radios EJE X-X = Y-Y
EJE W-W EJE Z-Z
h s r1 x=y w z lx Sx rx ln rn lz Sz rz
[mm] [mm] [mm] [cm] [cm] [cm] [cm²] [kg/m] [cm4] [cm³]
[cm]
[cm4]
[cm]
[cm4] [cm³] [cm]
L 1/8" x 3/4" 19,05 3,17 3,20 0,58 1,34 0,82 1,11 0,88 0,37 0,28 0,58 0,58 0,73 0,16 0,19 0,38
L 1/8" x 1" 25,40 3,17 3,20 0,76 1,79 1,07 1,52 1,19 0,92 0,51 0,79 1,24 0,93 0,41 0,38 0,48
L 1/8" x 1 1/4" 31,75 3,17 4,70 0,89 2,24 1,25 1,93 1,50 1,83 0,80 0,97 2,91 1,19 0,83 0,66 0,6
L 1/8" x 1 1/2" 38,10 3,17 4,70 1,07 2,69 1,51 2,34 1,83 3,25 1,18 1,17 5,41 1,47 1,24 0,82 0,73
L 1/8" x 2" 50,80 3,17 6,30 1,40 3,58 1,97 3,10 2,46 7,91 2,13 1,60 12,49 1,97 3,32 1,68 0,99
L 3/16" x 1" 25,40 4,76 3,20 0,81 1,79 1,14 2,21 1,73 1,25 0,72 0,76 2,08 0,93 0,41 0,36 0,48
L 3/16" x 1 1/4" 31,75 4,76 4,70 0,97 2,24 1,37 2,79 2,20 2,54 1,16 0,97 3,74 1,19 0,83 0,61 0,6
L 3/16" x 1 1/2" 38,10 4,76 4,70 1,12 2,69 1,58 3,43 2,68 4,58 1,64 1,17 7,07 1,44 1,66 1,05 0,73
L 3/16" x 2" 50,80 4,76 6,30 1,45 3,58 2,00 4,61 3,63 11,45 3,11 1,57 17,48 1,95 4,57 2,28 0,99
L 3/16" x 2 1/2" 63,50 4,76 6,30 1,75 4,49 2,47 5,81 4,61 22,89 4,92 1,98 36,52 2,46 9,15 3,7 1,24
L 3/16" x 3" 76,20 4,76 7,90 2,08 5,38 2,94 7,03 5,52 40,01 7,22 2,39 64,38 3,03 16,12 5,48 1,51
L 1/4" x 1" 25,40 6,35 3,20 0,86 1,79 1,21 2,80 2,22 1,54 0,92 0,74 2,49 0,91 0,83 0,69 0,48
L 1/4" x 1 1/4" 31,75 6,35 4,70 1,02 2,24 1,44 3,72 2,86 3,21 1,49 0,94 4,99 1,16 1,24 0,86 0,60
L 1/4" x 1 1/2" 38,10 6,35 4,70 1,19 2,69 1,68 4,40 3,48 5,83 2,20 1,14 8,74 1,42 2,49 1,48 0,73
L 1/4" x 2" 50,80 6,35 6,30 1,50 3,58 2,10 6,06 4,75 14,57 4,10 1,55 22,47 1,93 5,82 2,77 0,99
L 1/4" x 2 1/2" 63,50 6,35 6,30 1,83 4,49 2,54 7,68 6,10 29,14 6,39 1,96 45,36 2,43 11,65 4,58 1,24
L 1/4" x 3" 76,20 6,35 7,90 2,13 5,38 2,97 9,29 7,29 51,60 9,50 2,36 78,66 2,94 20,39 6,86 1,49
L 1/4" x 4" 101,60 6,35 9,50 2,77 7,18 3,91 12,52 9,82 124,90 17,20 3,18 191,39 3,96 48,10 12,30 2,00
L 5/16" x 2 1/2" 63,50 7,94 6,30 1,88 4,49 2,64 9,48 7,44 35,38 7,87 1,93 55,35 2,41 14,56 5,51 1,24
L 5/16" x 3" 76,20 7,94 7,90 2,21 5,38 3,04 11,48 9,08 62,90 11,60 2,34 96,98 2,92 24,97 8,21 1,47
L 5/16" x 4" 101,60 7,94 9,50 2,84 7,18 4,01 15,48 12,20 154,40 21,10 3,15 239,33 3,93 61,60 15,36 2,00
L 3/8" x 2" 50,80 9,53 6,30 1,63 3,58 2,30 8,77 6,99 19,98 5,74 1,50 30,80 1,87 8,32 3,61 0,99
L 3/8" x 2 1/2" 63,50 9,53 6,30 1,93 4,49 2,71 11,16 8,78 40,79 9,34 1,91 60,09 2,38 17,06 6,29 1,24
L 3/8" x 3" 76,20 9,53 7,90 2,26 5,38 3,14 13,61 10,72 73,30 13,60 2,31 112,79 2,89 29,55 9,41 1,47
L 3/8" x 4" 101,60 9,53 9,50 2,89 7,18 4,03 18,45 14,58 181,90 24,90 3,12 283,03 3,91 73,25 18,17 1,98
L 3/8" x 5" 127,00 9,53 12,70 3,53 8,96 4,97 23,29 18,30 363,80 39,70 3,96 579,60 4,99 148,00 29,80 2,52
L 3/8" x 6" 152,40 9,53 12,70 4,16 10,76 5,88 28,13 22,17 640,60 57,80 4,78 1018,60 6,02 262,60 44,70 3,05
L 1/2" x 3" 76,20 12,70 7,90 2,36 5,38 3,32 17,74 13,99 92,40 17,50 2,29 142,76 2,84 38,29 11,53 1,47
L 1/2" x 4" 101,60 12,70 9,50 2,99 7,18 4,21 24,19 19,05 231,40 32,30 32,30 361,28 3,86 94,48 22,44 1,98
L 1/2" x 5" 127,00 12,70 12,70 3,63 8,96 5,12 30,65 24,11 468,30 51,60 51,60 746,50 4,94 190,10 37,20 2,49
L 1/2" x 6" 152,40 12,70 12,70 4,27 10,76 6,03 37,10 29,17 828,70 75,50 75,50 1326,10 5,97 331,30 54,90 2,99
L 5/8" x 4" 101,60 15,88 9,50 3,12 7,18 4,39 29,74 23,36 277,20 39,30 3,05 433,71 3,81 115,71 26,35 1,98
L 5/8" x 6" 152,40 15,88 12,70 4,39 10,76 6,20 45,87 36,01 1005,60 92,80 4,67 1604,80 5,92 406,40 65,60 2,98
L 3/4" x 6" 152,40 19,05 12,70 4,72 10,76 6,38 54,45 42,71 1171,70 109,10 4,65 1859,20 5,85 484,20 75,90 2,98
L 1" x 6" 152,40 25,40 12,70 4,72 10,76 6,66 70,97 55,66 1476,00 140,00 4,57 2327,80 5,73 624,20 93,70 2,96](https://image.slidesharecdn.com/librotcnico2012-recopilado-170825122601/85/Libro-tecnico-ACEROS-187-320.jpg)
![(4) 4484340 (5) 6670523 La línea de los ACEROS FERROCORTES S.A.S
GUÍA Y TABLAS TÉCNICAS DE LOS ACEROS
www.ferrocortes.com.co
197
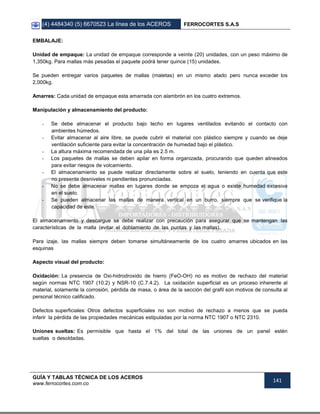
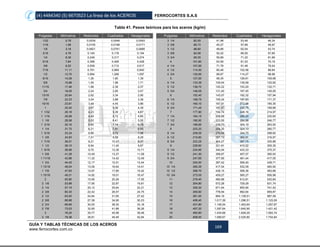
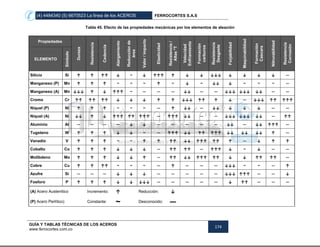
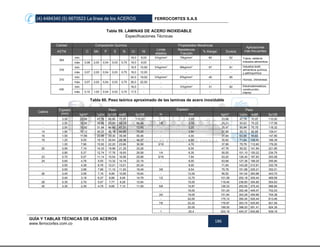
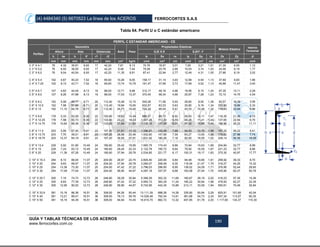
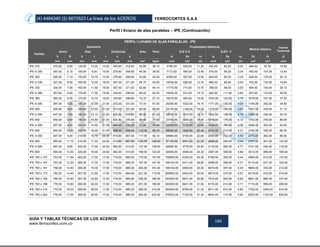
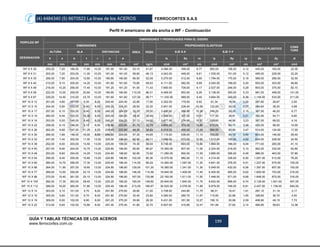
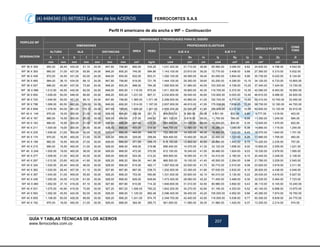
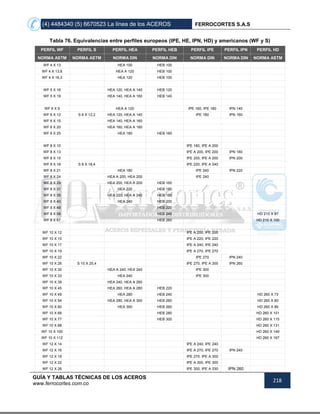
Tabla 70. Tolerancias de perfiles estructurales: IPN, IPE, HE, HD, HP, UB, UC, W
PROPIEDADES
IPE, HEA, HEB, HEM,
HD260, HD320, HP, UB, UC
IPN
W, HD360, HD400, HP
(ASTM)
Norma EN 10034:1993 EN 10024:1995 ASTM A6-98
Altura (h): [mm]
h ≤ 180 +3/-2 h ≤ 200 ± 2,0 ± 4/-3 c ≤ h+6
180 < h ≤ 400 +4/-2 20 < h ≤ 400 ± 3,0
400 < h ≤ 700 +5/-3 400 < h ± 4,0
h > 700 +5/-5
Anchura del ala (b): [mm]
b ≤ 110 +4/-1 b ≤ 75 ± 1,5 ± 6/-5
110 < b ≤ 210 +4/-2 75< h ≤ 100 ± 2,0
210 < b ≤ 325 +4/-4
100 < b ≤
125
± 2,5
b > 325 +6/-5 400 < b ± 3,0
Espesor del alma (s): [mm]
s < 7 ± 0,7 s < 7 +0,5/-1,0
Limitado por la tolerancia en
masa
7 ≤ s < 10 ± 1,0 7 < s ≤ 10 +0,7/-1,5
10 ≤ s < 20 ± 1,5 10 < s +1,0/-2,0
20 ≤ s < 40 ± 2,0
40 ≤ s < 60 ± 2,5
s ≥ 60 ± 3,0
Espesor del ala (t): [mm]
t < 6,5 +1,5/-0,5 t ≤ 7 +1,5/-0,5
Limitado por la tolerancia en
masa
6,5 ≤ t < 10 +2,0/-1,0 7 < t ≤ 10 +2,0/-1,0
10 ≤ t < 20 +2,5/-1,5 10 < t ≤ 20 +2,5/-1,5
20 ≤ t < 30 +2,5/-2,0 20 < s +2,5/-2,0
30 ≤ t < 40 +2,5/-2,5
40 ≤ t < 60 +3,0/-3,0
t ≥ 60 +4,0/-4,0
Falta de paralelismo: k + k' [mm]
b ≤ 110 1,5 b ≤ 100 2,0 h ≤ 310 6,0
b > 110
2% de b
(máx. 6,5)
100 < b 2% de b h > 310 8,0
Asimetría del alma (e): [mm];
donde e = (b1 - b2) / 2
t <40 b ≤ 100 2,0
G ≤ 634
kg/m
5,0
b ≤ 110 2,5 100 < b 3,0 G > 634 kg/m 8,0
110 < b ≤ 325 3,5
b > 325 5,0
t ≥ 40
110 < b ≤ 325 5,0
b > 325 8,0
Rectitud qxx y qyy [mm]
80 < h ≤ 180 0,0030 L
80n < h ≤
180
0,3% de L
0,001 L (2)180 < h ≤ 360 0,0015 L
180 < h ≤
360
0,15% de
L
h > 360 0,001 L 360 < h 0,1% de L
Longitud (L): [mm]
-0/+100 (1) -0/+100 (1)
-0/+100 (1)
± 50 ± 50
Masa por unidad de longitud (M):
[kg/m]
± 4,0 ± 4,0 ± 2,5
(1) Si se solicitan longitudes mínimas
(2) b < 150: qyy ≤ 0,002 L. W200x200, W250x250, W310x310, W360x370, W360x410 si se especifica: L ≤ 14m: 0,001 (máx. 10mm) L > 14m: 10+0,001 (L-14000)](https://image.slidesharecdn.com/librotcnico2012-recopilado-170825122601/85/Libro-tecnico-ACEROS-196-320.jpg)













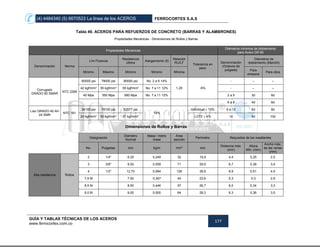
![(4) 4484340 (5) 6670523 La línea de los ACEROS FERROCORTES S.A.S
GUÍA Y TABLAS TÉCNICAS DE LOS ACEROS
www.ferrocortes.com.co
235
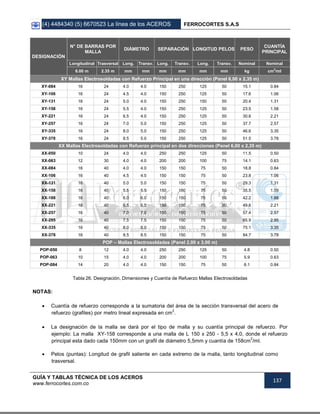
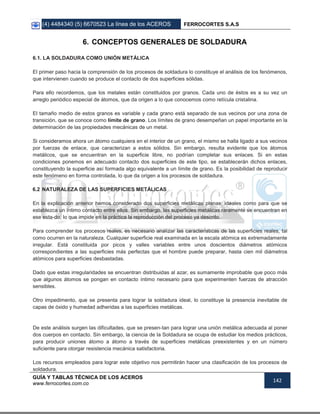
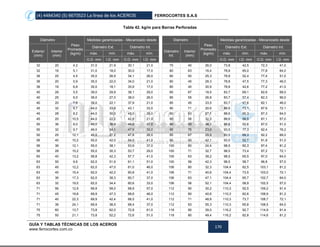
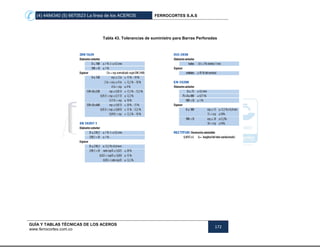
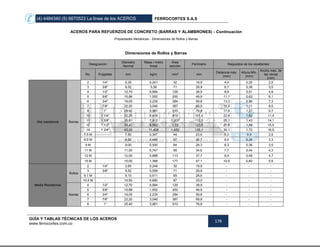
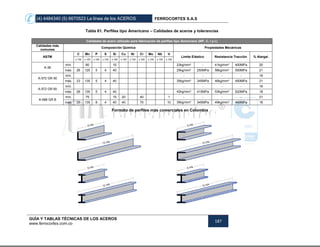
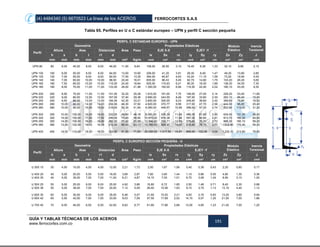
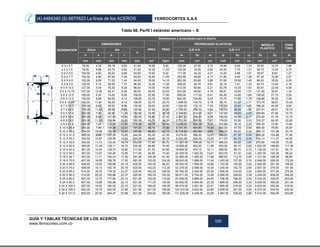
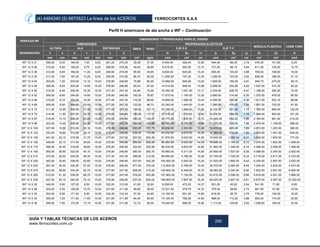
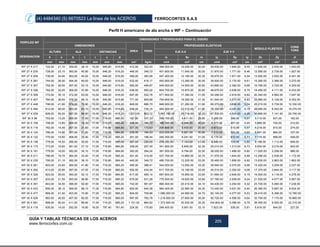
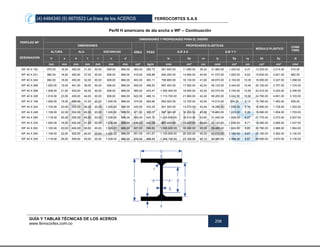
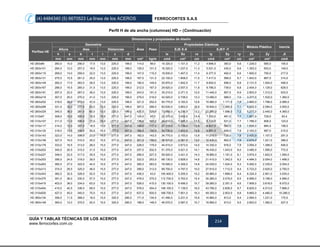
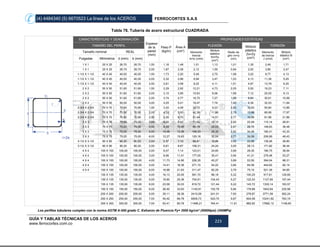
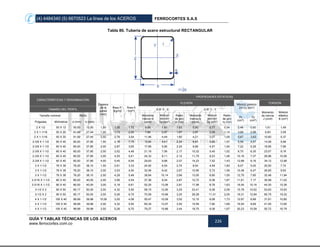
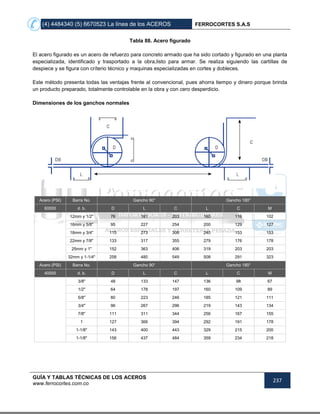
Tabla 87. Barras Corrugadas
PROPIEDADES MECÁNICAS
LÍMITE DE FLUENCIA RESISTENCIA A LA TRACCIÓN
Mínimo 400MPA (60000PSI) [24kgf/mm²] Mínimo 550MPA (80000PSI)
Máximo 540MPA (78000PSI) [55kgf/mm²] Alargamiento mínimo 18%
(Distancia entre marcas 200mm)
DIMENSIONES NOMINALES Y TOLERANCIAS MÁXIMAS DE LAS BARRAS CORRUGADAS
Designación
Diámetro
Nominal
Área de la
sección
Perímetro
Distancia
promedio máx.
resaltes
Altura máx.
Resaltes y
venas
Ancho
máx. de
venas
Masa por
metro
lineal
Tolerancia en
longitud
Tolerancia en peso
No. in mm mm² mm mm mm mm kg/m mm Lote (%) Individual (%)
3 3/8 9,53 71,40 30,00 6,70 0,42 3,60 0,57
-0,00 4 6
+1,25 4 6
4 1/2 12,70 129,00 39,90 8,90 0,51 4,80 1,00
-0,00 4 6
+1,25 4 6
5 5/8 15,90 200,00 49,90 11,10 0,63 6,00 1,56
-0,00 4 6
+1,25 4 6
6 3/4 19,10 284,00 59,80 13,30 0,95 7,20 2,25
-0,00 4 6
+1,25 4 6
7 7/8 22,20 387,00 69,80 15,60 1,11 8,40 3,06
-0,00 4 6
+1,25 4 6
8 1.0in 25,40 510,00 79,80 17,80 1,27 9,70 4,00
-0,00 4 6
+1,25 4 6
9 1-1/8 28,70 645,00 90,00 20,00 1,43 10,90 5,06
-0,00 4 6
+1,25 4 6
10 1-1/4 32,30 819,00 101,40 22,40 1,60 12,20 6,35
-0,00 4 6
+1,25 4 6
11 1-3/8 35,80 1006,00 112,50 25,20 1,80 13,70 8,04
-0,00 4 6
+1,25 4 6
Largos más comerciales en Colombia](https://image.slidesharecdn.com/librotcnico2012-recopilado-170825122601/85/Libro-tecnico-ACEROS-234-320.jpg)







![(4) 4484340 (5) 6670523 La línea de los ACEROS FERROCORTES S.A.S
GUÍA Y TABLAS TÉCNICAS DE LOS ACEROS
www.ferrocortes.com.co
244
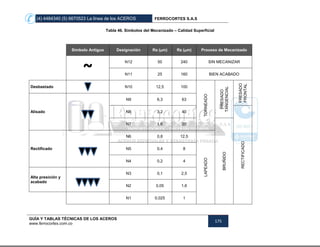
Cómo elegir un carril
Hay varias formulas para elegir el carril más adecuado para cada uso. La diferencia esta en cual de los siguientes
factores es considerado más importante.
[Q]: Peso lineal del carril (kg/m)
[T]: Tráfico en millones de toneladas por año
[L]: Longitud entre traviesas (cm)
[P]: Carga por eje (Toneladas)
[V]: Velocidad máxima (km/h)
a. Fórmula del profesor Shulga / cuando [T] es alto.
Q = 31.046 x T
0.203
b. Fórmula del profesor Shajunianz / adecuadas para líneas ferroviarias con valores altos de [P], [T] y [V].
Q = a (1 + T
1/4)
) (1 + 0.012 V)
2/3
P
2/3
c. Fórmula modificada de FCAB. Cuando [P] es considerado el factor más importante.
Q = 10.7093 (P + 0.0000386 x P x V
2
)
2/3
0.49605206
d. Fórmula de la cumbre del ferrocarril del Cairo / para cargas estáticas. No tiene en cuenta el efecto dinámico del
incremento de la carga por causa de la velocidad.
Q = 2.5 P
e. Fórmula del profesor Yershov / Sólo considera la velocidad máxima.
Q = Vmax / .2.2](https://image.slidesharecdn.com/librotcnico2012-recopilado-170825122601/85/Libro-tecnico-ACEROS-243-320.jpg)

































![Ai2 gr2 [146954]](https://cdn.slidesharecdn.com/ss_thumbnails/ai2gr2146954-151211211043-thumbnail.jpg?width=640&height=640&fit=bounds)



























