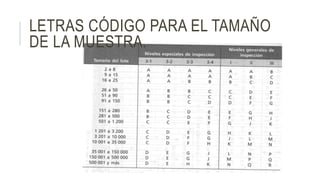
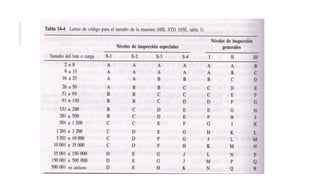
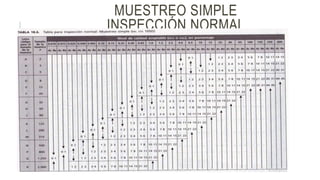
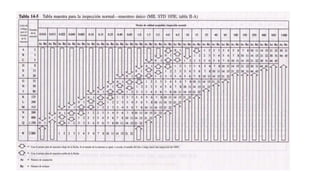
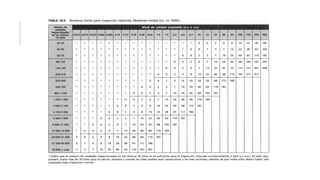
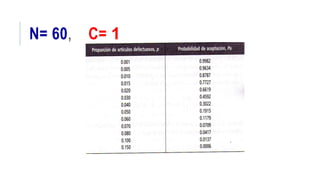
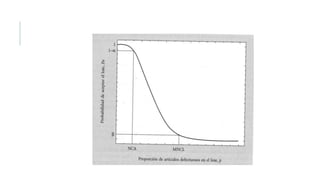
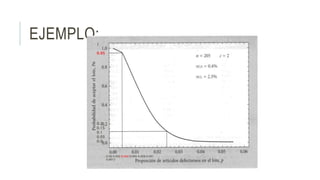
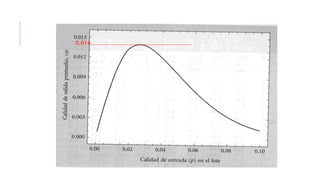
El documento describe un plan de aceptación de muestreo basado en el Military Standard 105D, que incluye índices de calidad y procedimientos de muestreo simples, dobles y múltiples. Establece diferentes niveles de inspección según el comportamiento del vendedor y proporciona directrices para cambiar de tipo de inspección. También detalla la curva de operación característica para calcular la probabilidad de aceptación de lotes con defectos y define conceptos como nivel de calidad aceptable y límite de calidad de salida promedio.