Descargar para leer sin conexión



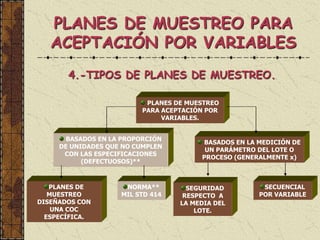










El documento describe los planes de muestreo para aceptación por variables. Estos planes permiten muestreos más pequeños y proporcionan más información sobre el proceso en comparación con los planes de muestreo por atributos. La Norma MIL-STD 414 se usa comúnmente para diseñar planes de muestreo por variables cuando la variabilidad es conocida o desconocida.


















































































