Descargado 1740 veces
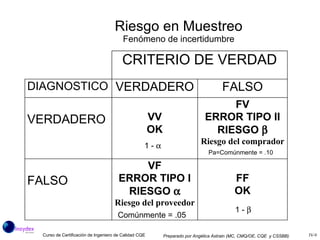
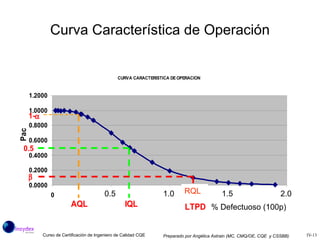
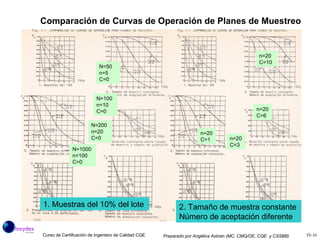
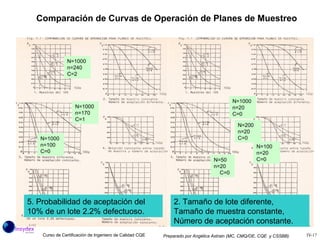
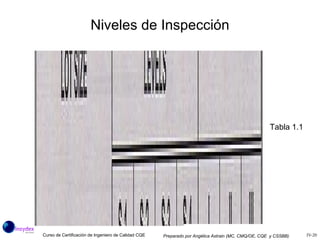
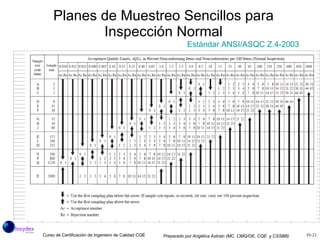
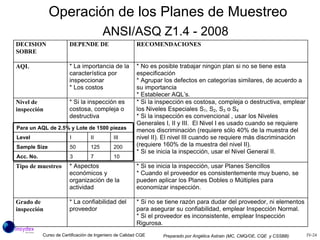
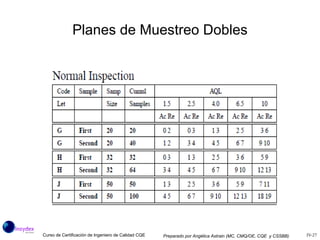
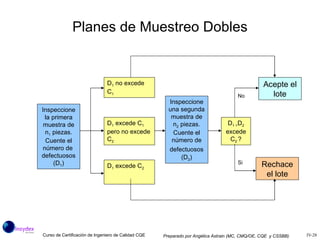
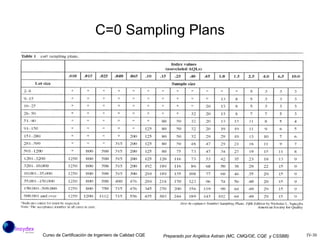
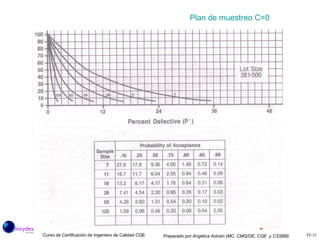
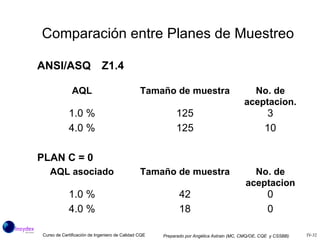

El documento trata sobre diferentes temas relacionados con planes de muestreo para inspección y aceptación de lotes, incluyendo índices de calidad, curvas de operación, límites de calidad promedio de salida, comparación entre planes ANSI-ASQC Z1.4-2008 y C=0, y métodos de aceptación por muestreo. Explica conceptos como riesgo en muestreo, construcción e interpretación de curvas características de operación, y ventajas y desventajas del muestreo de aceptación.

































































![Pasco[F][F][F][F][F][F][F][F][F] (3)[R] (1) (1).docx](https://cdn.slidesharecdn.com/ss_thumbnails/pascofffffffff3r11-260122185917-5ef4a718-thumbnail.jpg?width=640&height=640&fit=bounds)
