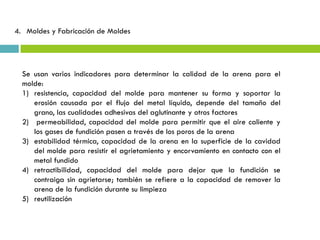
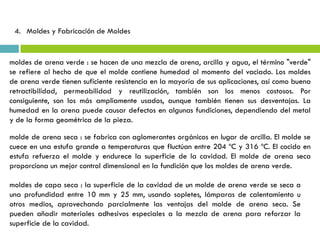
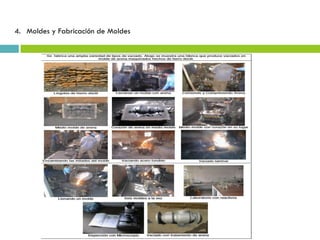
Este documento describe los procesos de fundición, incluyendo fundición en arena, moldes y fabricación de moldes. Explica que la fundición en arena usa moldes desechables hechos de arena que se destruyen después de cada fundición. Describe los tipos de modelos utilizados como patrones para fabricar los moldes y el proceso de fabricación de moldes de arena verde, seca y de capa seca. El documento proporciona información sobre los materiales y procesos clave involucrados en la fundición de metales.









































![03 procesos de_fundiciã³n[1]](https://cdn.slidesharecdn.com/ss_thumbnails/03procesosdefundicin1-111012082700-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)





















