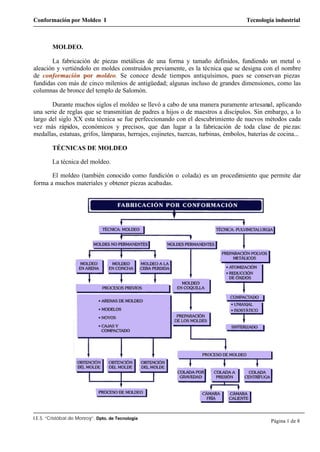
El documento describe la técnica de moldeo, que consiste en calentar un material hasta su punto de fusión y verterlo en un molde para darle forma. Explica que el moldeo se ha usado desde la antigüedad y que actualmente se han perfeccionado los métodos. Describe los pasos del proceso de moldeo de piezas metálicas, incluyendo la construcción de un modelo y molde, el llenado del molde con el metal fundido, y el desmoldeo una vez solidificado. También explica diferentes técnicas como el molde