Descargar para leer sin conexión

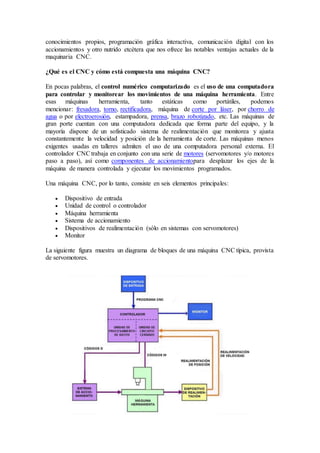









El documento explica la historia y el funcionamiento de las máquinas controladas numéricamente (CNC). Las máquinas CNC se utilizan ampliamente en la industria para automatizar procesos de fabricación como mecanizado. Consisten en un controlador, motores, un sistema de realimentación y una interfaz de usuario. El controlador ejecuta programas que controlan los movimientos precisos de las herramientas de corte a lo largo de los ejes coordinados de la máquina. Arduino puede usarse para crear máquinas CNC caseras controlando motores paso a



























