Descargar como PDF, PPTX




















![23
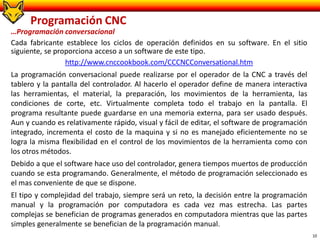
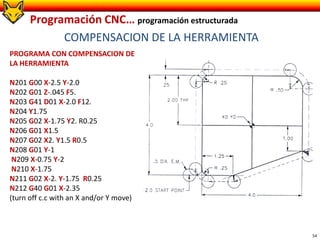
Programación CNC… programación estructurada, (Código G)
Estructura del bloque de palabras. En un bloque se busca mantener la siguiente secuencia de
palabras/ instrucciones, no es necesario que estén presentes todas sino solo las requeridas:
Nnn Gnnn Xnnn.nnn Ynnn.nnn Znnn.nnn Fnn Snnn Tnn Mnn (notas) {formula}
N – Numero de bloque, puede numerarse o no, (si no están numerados, el programa se
ejecuta conforme el listado de bloques). Pero si se numera, la numeración debe ser
secuencial y creciente, si el control encuentra un numero de bloque menor al anterior, se
detendrá el programa. Se recomienda numerar en incrementos de 5 en 5 o mayores, para
la posterior inserción de bloques, si se necesita, sin afectar las otras líneas del programa.
G – Instrucción de movimiento, también llamado código de funciones preparatorias
X/Y/Z; A/B/C; U/V/W – Instrucción de desplazamiento sobre el eje indicado, estas letras van
seguidas de la magnitud de desplazamiento deseado.
I/J/K – Para definir el centro de un arco, sobre los ejes X/Y o /Z, respectivamente.
F – Velocidad de alimentación o avance, [ft/min], [plg/rev], [m/min], [mm/rev].
S – Velocidad del husillo.
T – Selección de herramienta, (numero de herramienta a utilizar).
M – Funciones auxiliares.
O – Nombre del programa
Listas mas completas de las variables y los códigos G y M que pueden usarse en un bloque se
encuentran en el sitio: https://en.wikipedia.org/wiki/G-code
Listas de las funciones de los códigos G y M, conforme a los estándares ISO, (DIN 66025) y
RS274, pueden verse en el sitio: http://www.machinemate.com/FullListCodes.htm](https://image.slidesharecdn.com/cncryr-161031165720/85/Cnc-ryr-23-320.jpg)





























![57
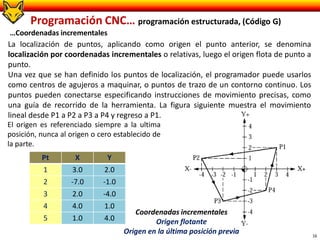
Programación CNC
0 Codes
0 - codes provide for flow control in NC programs. Each block has an associated number,
which is the number used after O. Care must be taken to properly match the O-numbers.
The behavior is undefined if
* Other words are used on a line with an O- word
1.1 Subroutines: "sub", "endsub", "return", "call"
Subroutines extend from a O- sub to an O- endsub. The lines inside the subroutine (the
"body") are not executed in order; instead, they are executed each time the subroutine is
called with O- call.
O100 sub (subroutine to move to machine home) G0 X0 Y0 Z0 O100 endsub (many
intervening lines) O100 callInside a subroutine, O- return can be executed. This immediately
returns to the calling code, just as though O- endsub was encountered.
O- call takes up to 30 optional arguments, which are passed to the subroutine as #1, #2, ...,
#N. Parameters from #N+1 to #30 have the same value as in the calling context. On return
from the subroutine the previous values parameters #1 through #30 (regardless of the
number of arguments) will be restored to the values they had before the call.Because "1 2 3"
is parsed as the number 123, the parameters must be enclosed in square brackets. The
following calls a subroutine with 3 arguments:
O200 call [1] [2] [3]Subroutine bodies may not be nested. They may only be called after they
are defined. They may be called from other functions, and may call themselves recursively if it
makes sense to do so. The maximum subroutine nesting level is 10.
Subroutines do not have "return values", but they may change the value of parameters above
#30 and those changes will be visible to the calling code.](https://image.slidesharecdn.com/cncryr-161031165720/85/Cnc-ryr-57-320.jpg)
![58
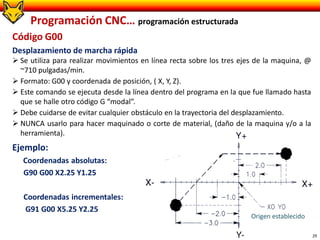
…0 Codes
1.2 Looping: "do", "while", "endwhile", "break", "continue"
The "while loop" has two structures: while/endwhile, and do/while. In each case, the loop is
exited when the "while" condition evaluates to false.
(draw a sawtooth shape) F100 #1 = 0 O101 while [#1 lt 10] G1 X0 G1 Y[#1/10] X1 #1 = [#1+1]
O101 endwhile Inside a while loop, O- break immediately exits the loop, and O- continue
immediately skips to the next evaluation of the while condition. If it is still true, the loop
begins again at the top. If it is false, it exits the loop.
1.3 Conditional: "if", "else", "endif"
The "if" conditional executes one group of statements if a condition is true and another if it is
false.
(Set feed rate depending on a variable)
O102 if [#2 GT 5] F100 O102 else F200 O102 endif
1.4 Indirection
The O- value may be given by a parameter or calculation.
O[#101+2] call](https://image.slidesharecdn.com/cncryr-161031165720/85/Cnc-ryr-58-320.jpg)




Este documento trata sobre la fabricación asistida por computadora. Explica que las máquinas herramienta CNC usan programas de software para controlar los movimientos de los ejes y las operaciones de maquinado. También describe los diferentes métodos de programación CNC como la programación conversacional, basada en computadora y estructurada. Finalmente, cubre conceptos como la geometría de las coordenadas en CNC y el proceso de desarrollo de un programa CNC.































![Curso basico torno cnc leadwell[2]](https://cdn.slidesharecdn.com/ss_thumbnails/cursobasicotornocncleadwell2-130226100755-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)






















![MANUAL PARA CNC 2017.pptx [Autoguardado].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/manualparacnc2017-230210175450-5242887a-thumbnail.jpg?width=640&height=640&fit=bounds)























