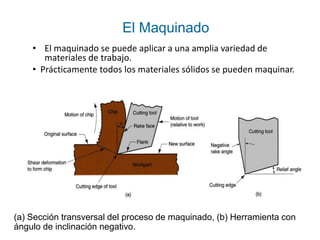
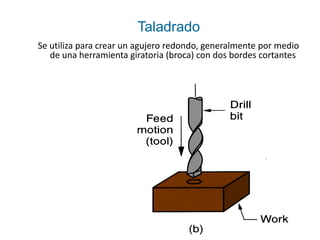
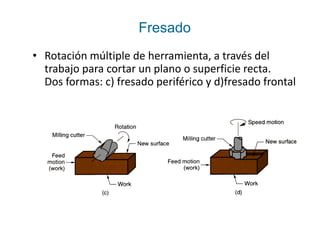
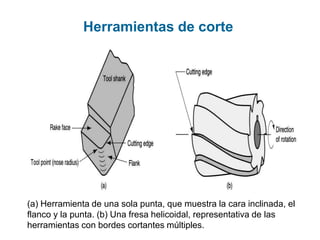
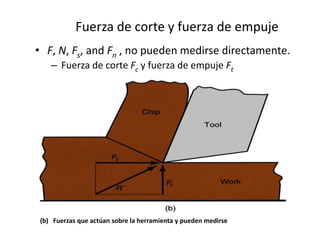
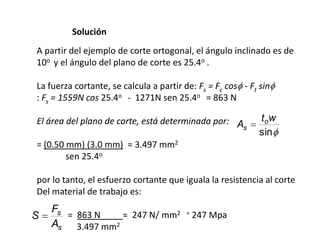
Este documento describe la teoría del mecanizado de metales. Explica los conceptos clave como la formación de virutas, las fuerzas involucradas en el corte de metales, y las relaciones entre potencia, energía y temperatura en el mecanizado. Además, cubre temas como los diferentes tipos de operaciones de mecanizado como torneado, taladrado y fresado, así como las máquinas herramientas y condiciones de corte utilizadas.