
Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Similar a Fresado fuerza, potencia, cabezal divisor (4)
Similar a Fresado fuerza, potencia, cabezal divisor (4) (20)
Más de carloslosa
Último
Último (20)
Fresado fuerza, potencia, cabezal divisor (4)
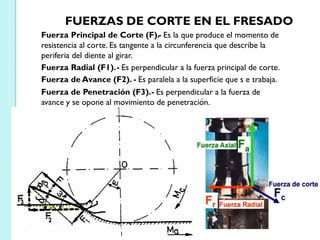
- 1. FUERZAS DE CORTE EN EL FRESADO Fuerza Principal de Corte (F).- Es la que produce el momento de resistencia al corte. Es tangente a la circunferencia que describe la periferia del diente al girar. Fuerza Radial (F1).- Es perpendicular a la fuerza principal de corte. Fuerza de Avance (F2). - Es paralela a la superficie que s e trabaja. Fuerza de Penetración (F3).- Es perpendicular a la fuerza de avance y se opone al movimiento de penetración.
- 2. La fuerza principal de corte es función de: -La fuerza de corte por diente (Fz) y -El número de dientes en corte (z1). F= Fz x z1 Fuerza de Corte por Diente (Fz).- Es función de: -La fuerza específica de arrancamiento (K) en kg/mm2 y -La sección máxima de viruta en mm2 (S) Fz = K x S Fuerza específica de arrancamiento (K) Material a Trabajar K (kg/mm2) Material a Trabajar K (kg/mm2) Ac. Rt = 50 kg/mm2 450 Fundición 200 HB 300 Ac. Rt = 80 kg/mm2 650 Aleación de aluminio 150 Ac. Rt = 100 kg/mm2 670 Latones y bronces 200 Fundición 150 HB 250 Rt= Resistencia a la tracción. FUERZA PRINCIPAL DE CORTE
- 3. Sz Sección máxima de viruta.- Depende del tipo de fresado, se tiene que determinar su valor en el fresado periférico y en el fresado frontal. -Sección máxima de viruta en el Fresado Periférico.- (S) S = b x e mm2 ; donde: b= ancho de la pieza en mm.; P= Profundidad de pasada en mm. e= espesor máximo de viruta en mm. Sz = avance por diente en mm. r= radio de la fresa e = S z x cos α senα = (r-p) / r
- 4. Sección máxima de viruta en el Fresado frontal.- (S) S = p x Sz mm2; donde p = profundidad de pasada en mm. Sz = Avance por diente en mm. = Sz
- 5. r NUMERO DE DIENTES EN CORTE (Z1) Durante la operación del fresado tanto en el fresado periférico como en el frontal son varios los dientes que están cortando. Su número está en función de: -Numero de dientes de la fresa (Z) -Angulo que empaña la fresa en la pieza (w) Z1 = Z x w/360º -Determinación del ángulo w en el fresado periférico. - cos w = (r-p) / r
- 6. Problema: Una fresa de ranurar, cuyo diámetro es de 120 mm y con 18 dientes, mecaniza una pieza de fundición aleada de 200 HB Las características de corte son: Profundidad de pasada es 25 mm, ancho de ranura es 18 mm, avance por diente es 0.04 mm, velocidad de corte es 35 m/min. Calcular La fuerza principal -La potencia absorbida por el motor sabiendo que el rendimiento es del 90%
- 7. Datos: D = 120 mm. Z = 18 dientes p = 25 mm (profundidad de pasada) b = 18 mm. (ancho de ranura) Sz = 0.04 mm. (avance por diente) Vc = 35 m/min K = 200 kg/mm² Calcular : F = Fz x Z1 (fuerza principal de corte) Fz = K x S (fuerza de corte por diente) S = b x e (mm²) (sección de viruta) e = Sz x cosα (espesor máximo viruta) senα = (r-p)/r = (60-25)/60=0.58 α = 35° e = 0.04 x cos35° = 0.032 mm S = 18 x 0.032 = 0.58 mm² Fz = 200 x 0.58 = 117.3 Kg Z1 = Z x ω/360° (número de dientes en corte) cos ω = (r-p)/r=(60-25)/60=0.58 ω = 54° Z1 = 18x54°/360° = 2.7 =~ 3 F = 117.3 x 3 =351 Kg
- 8. Fuerza de penetración (F 3 ) F3 = R sen δ F = Fz x Z1 F1 = F/4 ________ R = F² + F1² F2 = R cos δ δ = ω – β Cos ω = (r-p)/r ω = ?° Tag β = F1/F β = ?° F3 = R Sen δ
- 9. Si la fresa esta centrada con la pieza: Sen(ω/2) = b’/r = (b/2) / r Sen(ω/2) = b/2r ω/2 = ?° Si la fresa esta descentrada con la pieza: ω = 90° + (ω’’ – ω’) Senω’’= (b-b’)/(d/2) ω’’= ?° Cosω’= b’/(d/2) ω’ = ?° b’ = b/2 + e e= d/20 ω = ω’’ + y y=90-ω’ ω = ω’’ + 90° - ω’ = 90° + (ω’’-ω’)
- 10. En el caso b: ω = 90º - (ω ’’ + ω ’) Sen ω’’= f/(d/2) ω’’ = ?° Cos ω’ = (b+f)/(d/2) ω’ = ?° f = d/20 (efectos prácticos)
- 11. POTENCIA DE CORTE EN EL FRESADO P = (F xVc) / (60 x 75) ; cv Donde: P = Potencia de corte en el fresado en cv Vc=Velocidad de corte en m/min F= Fuerza principal de corte en kg Cv= caballo vapor CV = 0,735 kw POTENCIA ABSORBIDA EN MAQUINA DE UN SOLO MOTOR. Pm = P/ φ ; en cv φ = rendimiento de la máquina.
- 12. Problema: Una fresa de ranurar, cuyo diámetro es de 120 mm y con 18 dientes, mecaniza una pieza de fundición aleada de 200 HB Las características de corte son: Profundidad de pasada es 25 mm, ancho de ranura es 18 mm, avance por diente es 0.04 mm, velocidad de corte es 35 m/min. Calcular: •La fuerza principal • La Fuerza Radial (F1) • La Fuerza de Avance (F2) • La Fuerza de Penetración (F3) •La potencia absorbida por el motor sabiendo que el rendimiento es del 90%
- 13. Solución: d=120mm. Z=18 p=25mm. K=200kg/mm² b=18mm. Sz= 0.04 mm. Vc=35m/min. Cálculo de F1 (fuerza radial) F = 351 Kg (del ejemplo anterior) F1 = F/4 = 351/ 4 = 87.75 Kg. ________ F2 = R cos δ (fuerza de avance) R = F² + F1² R = 351² + 87.75² R = 339.85 Kg δ = ω – β Cos ω = (r-p)/r = 0.58 ω=54° Tag β= F1/F = 87.75/351 = 0.25 β=14° δ = 54° - 14° = 40° F2= 339.85 cos 40 = 260.3 Kg F3= R senδ = 339.85 sen 40 = 218.4 Kg. La Potencia del Motor: P = (F xVc) / (60 x 75) ; cv Pm = P/ φ ; en cv F = 351 Kg (del ejemplo anterior) Vc = 35 m/min. φ = 90% P = 351 x 35 / (60 x75) = 2.73 cv. =~ 2.0 Kw Pm = 2.73 / 0.9 = 3.033 cv. =~ 2.23 Kw
- 14. EL CABEZAL DIVISOR Este es un dispositivo típico de las fresadoras y sirve para: 1. Sujetar la pieza durante su maquinado 2. Permite realizar una serie de fresados equiangulares alrededor de una circunferencia. 3. Permite ejecutar ranuras helicoidales a lo largo de una superficie cilíndrica. La manivela tiene un pin que se introduce en los orificios del disco divisor. Dando 40 vueltas a la manivela el cabezal gira una, luego entonces la constante del divisor será de 40:1 En los discos van insertos varios círculos de orificios escogidos de manera que sus múltiplos y submúltiplos abarquen el mayor número posible de divisiones.
- 15. CABEZAL DIVISOR
- 16. CADENA CINEMATICA DEL CABEZAL DIVISOR MÉTODOS DE DIVISIÓN: 1- División Directa 2- División Indirecta 3- División Diferencial
- 17. MÉTODOS DE DIVISIÓN: 1. División Directa: Se obtiene girando manualmente el plato Q, haciendo entrar el obturador R en uno de los agujeros de este plato intercambiable. Obtenida la división se sujeta el husillo con la palanca excéntrica S. Los platos Q intercambiables pueden ser de 24, 30 y 36 agujeros. R
- 18. DIVISION DIRECTA Resulta suficiente cuando se quiere establecer un reducido numero de divisiones. La pieza se ubica entre las puntas del cabezal divisor y del cabezal móvil. Sobre el husillo divisor se halla dispuesto un disco recambiable provisto de tantas entalladuras como divisiones queramos obtener en la pieza a mecanizar. Después de cada giro se mantiene el disco en su nueva posición por medio de un trinquete. F = K/Z ; donde: F= N° de ranuras que deben de girar K= N° de ranuras del plato Z= N° divisiones que se requieren.
- 19. DIVISIÓN DIRECTA VUELTAS COMPLETAS DE LA MANIVELA Ejemplo: Calcular el número de muescas que hay que intercalar en un divisor sencillo para construir un piñón de 12 dientes, sabiendo que el plato del divisor tiene 60 muescas. Se sabe que Giro del Plato: F = K => F = 60 = 5 N 12 :. Debemos girar el plato 5 muescas para hacer cada diente
- 20. CABEZAL DIVISOR
- 21. CABEZAL DIVISOR
- 22. 2. División Indirecta: En este caso es necesario fijar el plato divisor “d” con el sujetador I y sabiendo que la relación de transmisión entre el tornillo sin fin “c” y la rueda helicoidal “b” es 1:40 MÉTODOS DE DIVISIÓN: Para 1 división o sea 1 vuelta del husillo A Para 2 divisiones o sea ½ vuelta del husillo A Para 4 divisiones o sea ¼ vuelta del husillo A N° de vueltas de la manivela F 40 20 10 Se deduce que: _______40 _____ = # de vueltas de la manivela F # de div. por hacer
- 23. MÉTODOS DE DIVISIÓN: INDIRECTA Se dispone de platos con series de agujeros de: Plato No. 1: 15,18,20,23,27,31,37,41,47 Plato No. 2: 16,17,19,21,29,33,39,43,49 Plato No. 3: 37, 39, 41, 43, 47, 49 Ejemplo de uso del compás para hacerla división:
- 24. DIVISIÓN INDIRECTA – VUELTAS Y FRACCIÓN DE VUELTAS DE LA MANIVELA Ejemplo : Calcular el número de vueltas de la manivela para construir un piñón de 17 dientes, con un divisor cuya constante es k=40. Al hacer la división sobra un residuo (para este caso igual a 6), por lo tanto se puede formar un quebrado mixto así: F = K => F = 40 = 2 6 N 17 17 El numero entero (2) es el número de vueltas completas de la manivela. El numerador (6) indica el número de agujeros que hay que correr la manivela (fracción de vueltas). El denominador (17) indica el círculo de agujeros que debemos de elegir en el disco. DIVISIÓN INDIRECTA – FRACCION DE VUELTA Cuando al realizar el cálculo del divisor nos arroja una fracción propia (es decir, el número de dientes del piñón es mayor que la constante del divisor) la manivela solo debe dar un fracción de vuelta. Ejemplo: Calcular la vuelta de la manivela para construir un piñón de 72 dientes, con un divisor cuya constante es 40. F = K => F = 40 = 5 N 72 9 Como no tenemos un disco con 9 agujeros, entonces buscamos en los discos un múltiplo de 9 y amplificamos así: 5 x 2 = 10 9 2 18 Luego para construir un piñón corremos 10 agujeros en el círculo de 18.
- 25. EJEMPLOS DE DIVISION INDIRECTA. -Fresar un hexágono empleando el aparato divisor mediante la división indirecta. Datos: k= 40:1 z=6 nm = k/z nm = número de vueltas de la manivela k = constante del divisor z= número de divisiones nm = k/z = 40/6 = 6 4/6 = 6 12/18; esto significa que cada división se realiza después de girar la manivela 6 vueltas + 12 agujeros del círculo de 18. -Fresar una rueda dentada de 44 dientes empleando el aparato divisor mediante la división indirecta. nm = k/z = 40 / 44 = 10/11 = 30/33
- 26. 3. División Diferencial: Para obtenerla división diferencial es necesario unir el husillo C con el divisor H mediante un tren de engranes a, b, c y d después de haber dejado libre la rueda divisora de su seguro I y el obturador G. Al girarla manivela F el plato H podrá girar en el mismo sentido o en sentido contrario según los pares de engranes elegidos.Se elige un número próximo de divisiones al que debe realizarse y se procede como para división indirecta. Fgf MÉTODOS DE DIVISIÓN:
- 27. 4. División Diferencial (Método Aproximado): Si la relación es de 1:40, una vuelta de la manivela F son 9º = 360/40 .Ejemplo: Calcular el movimiento de la manivela para generar divisiones de 39º 43’ 1. 9º x 4 vueltas= 36º . Faltan39º 43’ - 36º = 3º 43’ entonces la manivela F debe girarse 4 vueltas+ (3º 43’) / 9º partes de vuelta 2. (3º 43’) / 9º = (3 x 60 + 43) / 9 x 60) = 223 / 540 partes de vuelta = 1 / (540 / 223) = 1 / 2.421524664 3. Ahora se busca un número que multiplicado por el numerador y denominador dé un número de agujeros disponible: 19 / (2.421524664 x 19) = 19 / 46.0085 Se deben avanzar 19 agujeros en un plato con serie de 46 4. El error cometido en este caso es: (19 / 46) x (9º x 60) = 223.04 min --- 223.04 -223 = 0.04 min = 2.4 seg MÉTODOS DE DIVISIÓN:
- 28. EJEMPLO: Con la división indirecta solo puede realizarse aquellas divisiones en las que el denominador de la fracción 40/N sea igual al numero de orificios de uno de los círculos existentes o que al simplificar la fracción, el denominador resultante sea también igual al numero de orificios de uno de los círculos existentes (ver división indirecta) Hay que fresar una rueda dentada con 71 dientes: Datos: N =71 Nº auxiliar de divisiones elegido N = 70 1º CÁLCULO: Calculo del número de orificios y del disco de orificios como si hubiera que fresar 70 dientes. M = 40 = 40 = 4 = 12 N 70 7 21 De 12 en 12 orificios en el circulo de 21 Orificios.
- 29. 2º calculo: Calculo de las ruedas de cambio para el giro diferencial del plato divisor FORMULA 1 FORMULA 2 i = 40 (N´- N) i = N´- N *40 N´ N´ i = ruedas de cambio para el giro diferencial 40 = constante N´ = nº auxiliar de divisiones N = nº real de divisiones CON FORMULA 1 CON FORMULA 2 i = 40 (70 – 71) i = 70 -71 * 40 70 70 i = 4 (-1) = -4 = -32 i = -1 (40) = -40 = -4 = -32 7 7 56 70 70 7 56 Z1 = -32 rueda conductora Z2 = 56 rueda conducida