318136950 ejercicios-de-programacion-en-torno-cnc
•Descargar como DOCX, PDF•
1 recomendación•15,968 vistas

se realiza un programa sencillo para principiantes en la programacion de simulacion cnc con el simulador fanuc

Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Similar a 318136950 ejercicios-de-programacion-en-torno-cnc
Similar a 318136950 ejercicios-de-programacion-en-torno-cnc (20)
Último
Último (20)
318136950 ejercicios-de-programacion-en-torno-cnc
- 1. INSTITUTO SUPERIOR TECNOLÓGICO SIETE DE OCTUBRE DOCENTE: TECNOLOGOMECANICOFRANKLIN FERNANDOSÁNCHEZMENA EJERCICIOS PROPUESTOS Y RESUELTOS DE PROGRAMACION EN TORNO CNC MEDIANTE CICLOS FIJOS DE MECANIZADO
- 2. INSTITUTO SUPERIOR TECNOLÓGICO SIETE DE OCTUBRE DOCENTE: TECNOLOGOMECANICOFRANKLIN FERNANDOSÁNCHEZMENA
- 3. INSTITUTO SUPERIOR TECNOLÓGICO SIETE DE OCTUBRE DOCENTE: TECNOLOGOMECANICOFRANKLIN FERNANDOSÁNCHEZMENA
- 4. INSTITUTO SUPERIOR TECNOLÓGICO SIETE DE OCTUBRE DOCENTE: TECNOLOGOMECANICOFRANKLIN FERNANDOSÁNCHEZMENA
- 5. INSTITUTO SUPERIOR TECNOLÓGICO SIETE DE OCTUBRE DOCENTE: TECNOLOGOMECANICOFRANKLIN FERNANDOSÁNCHEZMENA
- 6. INSTITUTO SUPERIOR TECNOLÓGICO SIETE DE OCTUBRE DOCENTE: TECNOLOGOMECANICOFRANKLIN FERNANDOSÁNCHEZMENA
- 7. INSTITUTO SUPERIOR TECNOLÓGICO SIETE DE OCTUBRE DOCENTE: TECNOLOGOMECANICOFRANKLIN FERNANDOSÁNCHEZMENA
- 8. INSTITUTO SUPERIOR TECNOLÓGICO SIETE DE OCTUBRE DOCENTE: TECNOLOGOMECANICOFRANKLIN FERNANDOSÁNCHEZMENA
- 9. INSTITUTO SUPERIOR TECNOLÓGICO SIETE DE OCTUBRE DOCENTE: TECNOLOGOMECANICOFRANKLIN FERNANDOSÁNCHEZMENA
- 10. INSTITUTO SUPERIOR TECNOLÓGICO SIETE DE OCTUBRE DOCENTE: TECNOLOGOMECANICOFRANKLIN FERNANDOSÁNCHEZMENA
- 11. INSTITUTO SUPERIOR TECNOLÓGICO SIETE DE OCTUBRE DOCENTE: TECNOLOGOMECANICOFRANKLIN FERNANDOSÁNCHEZMENA
- 12. INSTITUTO SUPERIOR TECNOLÓGICO SIETE DE OCTUBRE DOCENTE: TECNOLOGOMECANICOFRANKLIN FERNANDOSÁNCHEZMENA EJERCICIOS PROPUESTOS PARA PROGRAMACION EN UN TORNO CNC
- 13. INSTITUTO SUPERIOR TECNOLÓGICO SIETE DE OCTUBRE DOCENTE: TECNOLOGOMECANICOFRANKLIN FERNANDOSÁNCHEZMENA TIPOS DE PROGRAMACIÓN Los programas para el recorrido de la herramienta pueden ser programadas de tres formas: Absoluta, Incremental y Mixto. Utilizando el siguiente dibujo para ejemplificar estas tres formas de programación, haciendo hincapié de que se usa X, Z para establecer los puntos en coordenadas absolutas y U, W para los puntos en coordenadas incrementales.
- 14. INSTITUTO SUPERIOR TECNOLÓGICO SIETE DE OCTUBRE DOCENTE: TECNOLOGOMECANICOFRANKLIN FERNANDOSÁNCHEZMENA CICLOS FIJOS DE TRABAJO Una de lascaracterísticas másimportantesen el lenguajede programaciónde CNCsonlosciclos fijosde trabajo,estostienencomofinalidad principal lade simplificarlaprogramación. A estos se les llama también como ciclosenlatados y son una serie de macros que sirvenpara realizar operaciones predeterminadas de trabajo. Para elaborar un programa por medio de ciclos, se puede encontrarunoparala mayoría de lasoperacionesmáscomunesde torneado,talescomo desbaste, contorneado, barrenado, ranurado y roscado. La finalidad de ellos como ya se mencionó, es la de simplificar los programas de trabajo ya que sin estos los programas resultaríanbastante extensos. Parasuexplicación,se presentanconsu FORMATO de trabajo,y este aparece con las literales necesarias para su llenado además de las indicaciones correspondientes para su aplicación. Posteriormente se da un ejemplo de su utilización.
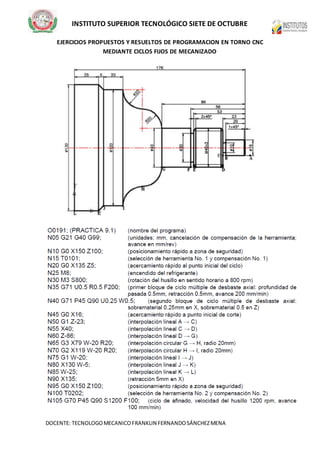
- 15. INSTITUTO SUPERIOR TECNOLÓGICO SIETE DE OCTUBRE DOCENTE: TECNOLOGOMECANICOFRANKLIN FERNANDOSÁNCHEZMENA G70 CICLO FIJODE CONTORNEADOPARA G71, G72 Y G73 Este ciclo sirve pararealizarunrecorridoa travésdel contorno programadoy se utiliza principalmente parael acabadofinal de lapieza,cuando existe unsobre material normalmente proporcionadoenunprocesode desbaste, ode unapiezapreformada.Comose indica,este ciclose utilizaparaloscódigos G71, G72 y G73, losque realizanel desbaste de la piezaprogramada. FORMATO: G70 P(pb) Q(ub) F(av) S(vl) T(hr) Dónde: pb Primerbloque de lasecuenciaestablecidaparael contorno. ub Ultimobloque de lasecuenciaestablecidaparael contorno. av Avance de corte. vl Velocidad del husillo. hr No. de herramientaycompensador NOTAS: Se utilizalaliteral N yunnúmerocomoindicadoresdel principioyfindel contorno amecanizar, para que el control localice laparte del programaendonde se encuentra,y estassonsolicitadas en las direcciones P y Q respectivamente en donde solamente se colocara el número utilizado en N. Los números que acompañan a la literal N son de uso arbitrario, esto quiere decir que
- 16. INSTITUTO SUPERIOR TECNOLÓGICO SIETE DE OCTUBRE DOCENTE: TECNOLOGOMECANICOFRANKLIN FERNANDOSÁNCHEZMENA puede sercualquieraentre 1y9999, siempre ycuandoel segundo(Q) seamayorque elprimero (P).El primer bloque establecido para el contorno (P) se comandara un G00 o un G01. G71 CICLO FIJO DE DESBASTE HORIZONTAL. FORMATO: G71 U(pc) R(sp)G71 P(pb) Q(ub) U(mx) W(mz) F(av) S(vl) T(hr) Donde: Pc: pc Profundidad de corte de cada pasada. Valor radial. Sp Separación de la herramienta para el retroceso. Pb Primer bloque de la secuencia establecida para el contorno. ub Ultimo bloque de la secuencia establecida para el contorno. mx Material excedente para el acabado en el eje X. mz Material excedente para el acabado en el eje Z. av Avance de corte. vl Velocidad del husillo. hr No. de herramienta y compensador. Las funciones F(av), S(vl), y T(hr) pueden ser no programadas durante el ciclo “G71”, siendo operacionales los especificados en los parámetros preparatorios, sin embargo si son incluidas enG71 los usados en los parámetros preparatorios no son operacionales durante la ejecución del ciclo. Notas: 1) pb: Primerbloque de lasecuenciaprogramadaque indicael perfil atornear. Este debe contener G00 o G01. De no ser así, la pantalla del CNC nos muestra la alarma No. 65. 2) El puntoendonde deberáde posisionarselaherramientade corte para el inicio del ciclo G71, deberá de ser fuera de la intersección horizontal y vertical de los puntosP(pb) y Q(ub) como se muestra en el dibujo siguiente.
- 17. INSTITUTO SUPERIOR TECNOLÓGICO SIETE DE OCTUBRE DOCENTE: TECNOLOGOMECANICOFRANKLIN FERNANDOSÁNCHEZMENA El ciclo “G71” se ejecuta con la siguiente secuencia de movimientos: Desde el punto “A” se inicia el recorrido en la direcciónde las flechascon una profundidadde corte encada pasadaespecificadaenU(pc),unaseparación de laherramientaR(sp),dejandoun excedente de material para el acabado establecido