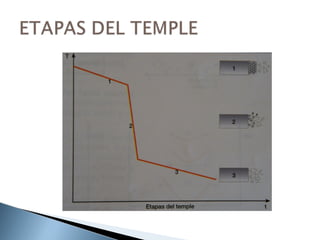
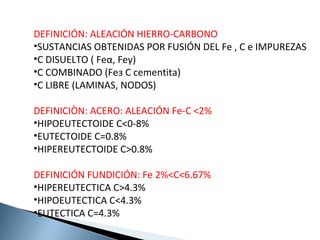
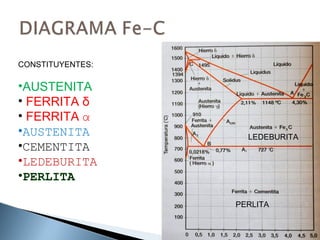
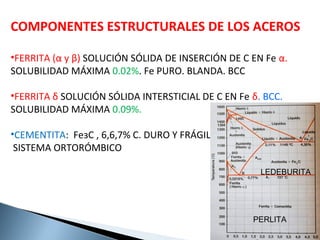
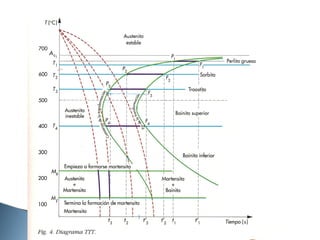
1. El documento describe diferentes tratamientos térmicos de los aceros, incluyendo definiciones de aleaciones hierro-carbono, aceros y fundiciones. 2. Explica los constituyentes de los aceros como ferrita, cementita, perlita y austenita y las transformaciones en el diagrama hierro-carbono. 3. Cubre tratamientos térmicos como temple, normalizado y revenido para modificar las propiedades mecánicas de los aceros.
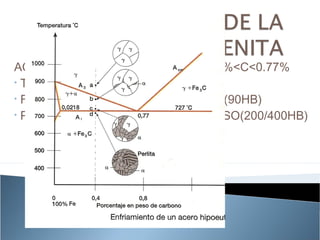
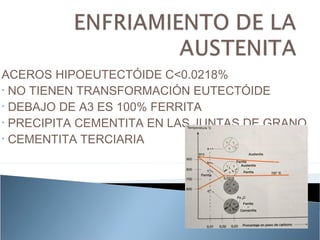
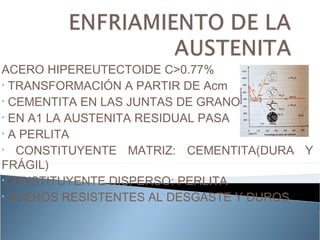
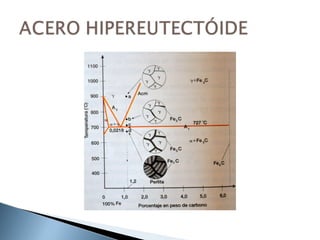
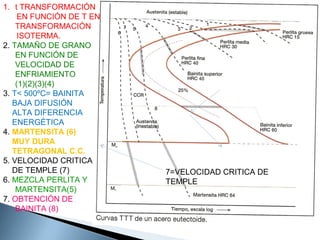
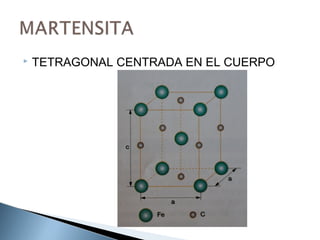
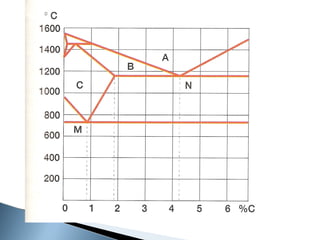
![• MARTENSITA (SOLUCIÓN SOBRESATURADA DE C EN Fe α) OBTENIDA
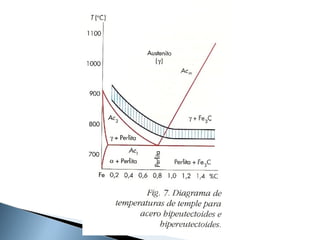
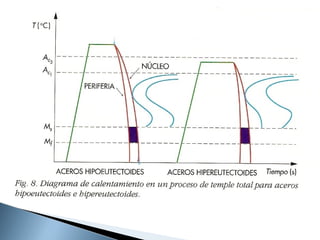
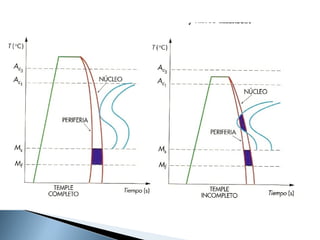
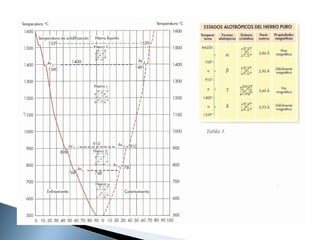
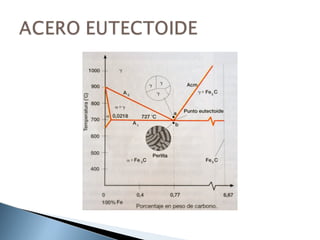
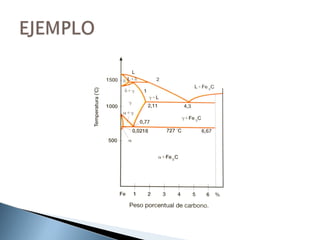
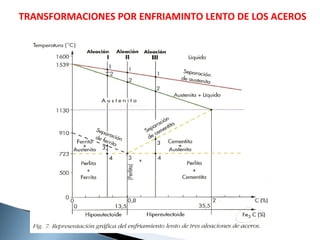
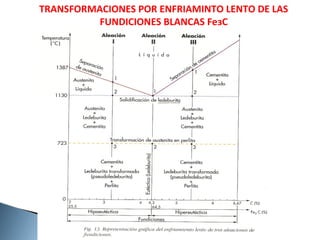
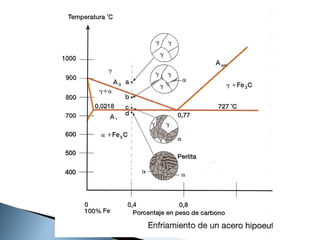
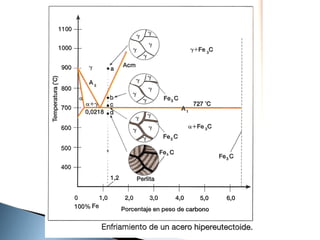
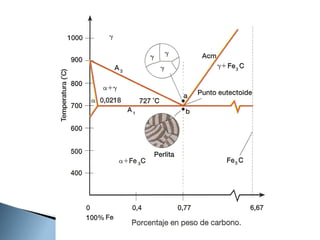
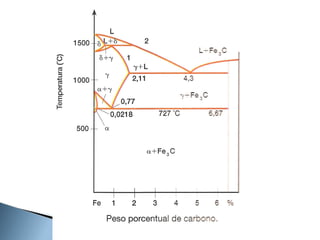
POR ENFRIAMIENTO RÁPIDO DE AUSTENITA
• NO SE PRODUCE DIFUSIÓN, SINO CAMBIO DE ESTRUCTURA DEBIDO
A QUE SE PRODUCE A T BAJA (tetragonal centrada en el cuerpo)
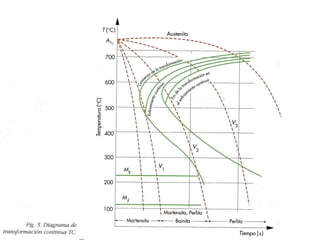
• EL PROGRESO DE LA TRANSFORMACIÓN DEPENDE DE T NO DE
TIEMPO (TRANSFORMACIÓN ATÉRMICA) Ms-Mf
• COMIENZA A TEMP. Ms Y TERMINA A TEMP. Mf.
• AUMENTO DE VOLUMEN DE AUSTENITA –MARTENSITA
• LA CANTIDAD DE MARTENSITA FORMADA AUMENTA SI DISMINUYE T
• Ms DISMINUYE AL AUMENTAR [C] O ELEMENTOS ALEADOS.](https://image.slidesharecdn.com/tratamientostrmicos-121007152541-phpapp02/85/Tratamientos-termicos-27-320.jpg)