Este documento proporciona información sobre códigos G y M utilizados en programación de control numérico computarizado (CNC). Explica las diferencias entre simuladores CNC como cncsimulator y Denford, y describe conceptos como coordenadas absolutas e incrementales, compensación de herramientas, subprogramas y llamadas a macros. También incluye ejemplos de programas principales y subprogramas con los códigos discutidos.
Un libro sin recetas, para la maestra y el maestro Fase 3.pdfsandradianelly
Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestra y el maestro Fase 3Un libro sin recetas, para la maestr
Today is Pentecost. Who is it that is here in front of you? (Wang Omma.) Jesus Christ and the substantial Holy Spirit, the only Begotten Daughter, Wang Omma, are both here. I am here because of Jesus's hope. Having no recourse but to go to the cross, he promised to return. Christianity began with the apostles, with their resurrection through the Holy Spirit at Pentecost.
Hoy es Pentecostés. ¿Quién es el que está aquí frente a vosotros? (Wang Omma.) Jesucristo y el Espíritu Santo sustancial, la única Hija Unigénita, Wang Omma, están ambos aquí. Estoy aquí por la esperanza de Jesús. No teniendo más remedio que ir a la cruz, prometió regresar. El cristianismo comenzó con los apóstoles, con su resurrección por medio del Espíritu Santo en Pentecostés.
ACERTIJO DE CARRERA OLÍMPICA DE SUMA DE LABERINTOS. Por JAVIER SOLIS NOYOLAJAVIER SOLIS NOYOLA
El Mtro. JAVIER SOLIS NOYOLA, crea y desarrolla ACERTIJO: «CARRERA OLÍMPICA DE SUMA DE LABERINTOS». Esta actividad de aprendizaje lúdico que implica de cálculo aritmético y motricidad fina, promueve los pensamientos lógico y creativo; ya que contempla procesos mentales de: PERCEPCIÓN, ATENCIÓN, MEMORIA, IMAGINACIÓN, PERSPICACIA, LÓGICA LINGUISTICA, VISO-ESPACIAL, INFERENCIA, ETCÉTERA. Didácticamente, es una actividad de aprendizaje transversal que integra áreas de: Matemáticas, Neurociencias, Arte, Lenguaje y comunicación, etcétera.
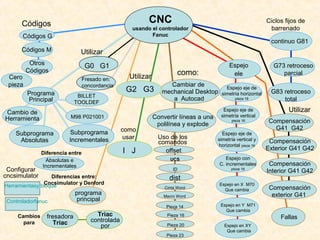
1. Códigos G
Cambiar de
mechanical Desktop
a Autocad
CNC
usando el controlador
Fanuc
Códigos M
Diferencias entre:
Cncsimulator y Denford
offset
Códigos
I J
Subprograma
Absolutas
Convertir líneas a una
polilínea y explode
Programa
Principal
como:
ID
dist
Utilizar
G0 G1
Subprograma
Incrementales
como
usar
G2 G3
Utilizar
programa
principal
M98 P021001
BILLET
TOOLDEF
UCS
Compensación
G41 G42
Absolutas e
Incrementales
Diferencia entre
Utilizar
Compensación
Exterior G41 G42
Compensación
Interior G41 G42
Compensación
exterior G41
continuo G81
Ciclos fijos de
barrenado
G73 retroceso
parcial
G83 retroceso
total
Uso de los
comandos
fresadora
Triac
Cambios
para
Triac
controlada
por
Espejo
ele
Espejo eje de
simetría horizontal
pieza 16
Espejo en X M70
Que cambia
Espejo eje de
simetría vertical
pieza 16
Espejo en Y M71
Que cambia
Espejo en XY
Que cambia
Espejo con
C. incrementales
pieza 16
Otros
Códigos
Espejo eje de
simetría vertical y
horizontal pieza 16
Cambio de
Herramienta
Configurar
cncsimulator
Herramientasy bloque
Controladorfanuc
Fresado en:
concordancia
FallasPieza 16
Pieza 23
Pieza 14
Pieza 20
Cinta Word
Macro Word
Cero
pieza
2. mapa
Grupo Modal Código Función GrupoModalCódigo Función
1 si G00
Interpolación Lineal. movimiento a máxima
velocidad
9 si G74 C. de Barrenado con cambio de giro del husillo
1 si G01
Interpolación Lineal. Movimiento con
velocidad controlada por el avance (F)
9 si G76 Ciclo de Barrenado con Espera
1 si G02 Interpolación Circular Sentido Horario *9 si G80 Cancelación de los C. de Barrenado G73 al G89
1 si G03 Interpolación Circular Sentido anti horario 9 si G81 Ciclo de Barrenado Continuo
0 no G04 Espera de la maquina (máximo 500 seg) 9 si G82 Ciclo de Barrenado Continuo y con Espera
*2 si G17 Selecciona Plano X Y 9 si G83 Ciclo de Barrenado Progresivo
2 si G18 Selecciona Plano X Z 9 si G84 C. de Barrenado con cambio de giro del husillo
2 si G19 Selecciona Plano Y Z 9 si G86 Ciclo de Barrenado Continuo
6 si G20 Entrada de datos en S. Ingles ( pulgadas ) 9 si G87 Ciclo de Barrenado Inverso
6 si G21 Entrada de datos en Sistema Métrico ( mm ) 9 si G89 Ciclo de Barrenado con espera al final
0 no G28 Movimiento al punto especificado *3 si G90 Coordenadas Absolutas
7 si G40
Cancela compensación del cortador
( G41--G42 )
3 si G91 Coordenadas Incrementales
7 si G41 Compensación Izquierda 0 no G92 Cero pieza
7 si G42 Compensación Derecha *5 si G94 Avance por minuto
8 si G43 Compensación de longitud de herramienta 5 si G95 Avance por Revolución
8 si G49
Cancelación compensación de longitud de
herramienta
*10 si G98 Retorno al punto Inicial del Ciclo
9 si G73 Ciclo de Barrenado Progresivo 10 si G99 Retorno al punto R del Ciclo
Modal -- significa que el código permanece activo hasta que es sustituido por otro del mismo grupo
* -- se activan al encender la máquina
3. mapa
Código Función Ejemplo
M00 Paro Opcional M25 Sujeta la herramienta
M02 Fin del Programa M30 Fin de programa. Regreso al inicio del programa
M03 Giro del husillo en sentido Horario M32
Mueve carrusel en sentido Horario en 1 sola
posición
M04 Giro del husillo en sentido Antihorario M33
Mueve carrusel en sentido antihorario en 1 sola
posición
*M05 Paro del husillo M62 Enciende Señal de Salida 1
M06 Cambio de Herramienta M63 Enciende Señal de Salida 2
M08 Enciende el refrigerante M64 Apaga Señal de Salida 1
*M09 Apaga el refrigerante M65 Apaga Señal de Salida 2
M10 Abre dispositivo de sujeción M66 Espera que Señal de Salida 1 se Encienda
M11 Cierra dispositivo de sujeción M67 Espera que Señal de Salida 2 se Encienda
M13
Activa refrigerante y gira el husillo en sentido
horario
M70 Activa la función espejo en X
M14
Activa refrigerante y gira el husillo en sentido
antihorario
M71 Activa la función espejo en Y
M19 Revisa la orientación del husillo M76 Espera que Señal de Salida 1 se Apague
M20 Entra el carrusel de la herramienta M77 Espera que Señal de Salida 2 se Apague
M21 Sale el carrusel de la herramienta M80 Desactiva la función espejo en X
M22 Baja el carrusel de la herramienta M81 Desactiva la función espejo en Y
M23 Sube el carrusel de la herramienta M98 Llamada de Subprograma
M24 Libera la herramienta M99 Fin del subprograma y regresa al programa principal
* -- se activan al encender la máquina
4. mapa
Descripción
S Velocidad programada de giro del husillo. (RPM)
F Velocidad de corte en mm/rev o mm/min.
T
Herramienta (hace referencia posición en el
carrusel)
H Herramienta (hace referencia a la longitud )
Q Profundidad (ciclos de barrenado)
R Retracción (ciclo de barrenado)
K Repetición (ciclo de barrenado)
5. (
N10 G91 G28 X0 Y0 Z0
N20 G90 G21
N30 M06 T2
N40 M03 S1000
(
N50 G0 X0 Y0 Z1
N60 X25 Y25
N70 G1 Z-2
N80 X75 Y25
N90 X75 Y75
N100 X25 Y75
N110 X25 Y25
N120 G0 Z1
(
N130 X0 Y0 Z1
N140 G41
N150 X20 Y20
N160 G1 Z-4
N170 X80 Y20
N180 X80 Y80
N190 G0 Z1
N200 G40
(
N10 G91 se activa
N20 G90 sustituye a G91 pertenece al grupo
N30 M06 T2 realiza cambio de herramienta
N40 M03 S1000 gira sentido horario
(
N50 G0 se activa
N60 G0 activo
N70 G1 sustituye a G0 pertenece al grupo
N80 G1 activo
N90 G1 activo
N100 G1 activo
N110 G1 activo
N120 G0 sustituye a G1 pertenece al grupo
(
N130 G0 activo
N140 G41 se activa
N150 G0 activo
N160 G1 sustituye a G0 pertenece al grupo
N170 G1 activo
N180 G1 activo
N190 G0 sustituye a G1 pertenece al grupo
N200 G40 sustituye a G41 pertenece al grupo
mapa
6. significado
( el paréntesis es un comentario
N10 número de secuencia
G91 G28 Z0 ( se mueve únicamente en Z
G28 X0 Y0 ( se mueve en X y en Y simultáneamente
G91 G28 X0 Y0 Z0 home ( otra manera; se mueven X Y Z
G28 Movimiento al punto especificado
G91 Coordenadas Incrementales
G90 Coordenadas Absolutas
G21 Sistema Métrico (mm)
M06 Cambio de Herramienta
T2 Herramienta a usar numero 2
M03 giro husillo sentido horario
S1000 velocidad de giro husillo
G0 X45 Y45 Z1 coordenadas del punto inicial del subprograma
M98 llamado al subprograma
P02 No. de veces a ejecutar el subprograma (2 veces)
1001 nombre del subprograma ( numérico)
N90 y N130 G0 Z1 levanta la herramienta después ejecutar el
subprograma
G91 G28 Z0
G28 X0 Y0
G90 Coordenadas Absolutas
M30 fin de programa
mapa
Ejemplo:
Programa principal
( Simulador cncsimulator
( programa 1000 con fanuc
N10 G91 G28 Z0
N20 G28 X0 Y0
N30 G90 G21
N40 M06 T2
N50 M03 S1000
( C. Absolutas
N60 G0 X45 Y45 Z1
N70 G0 Z0
N80 M98 P021001
N90 G0 Z1
( C. Incrementales
N100 G0 X45 Y45 Z1
N110 G0 Z-4
N120 M98 P021002
N130 G0 Z1
N140 G91 G28 Z0
N150 G28 X0 Y0
N160 G90
N170 M30
home
Video
envía a home antes de fin de programa
8. mapa
Programa principal
( Simulador Fanuc
( programa 1000
[BILLET X90 Y90 Z15
[TOOLDEF T1 D5
[TOOLDEF T2 D10
[TOOLDEF T3 D2.5
N10 G91 G28 Z0
N20 G28 X0 Y0
N30 G90 G21
N40 M06 T2
N50 M03 S1000
( C. Absolutas
N60 G0 X45 Y45 Z1
N70 G0 Z0
N80 M98 P021001
N90 G0 Z1
( C. Incrementales
N100 G0 X45 Y45 Z1
N110 G0 Z0
N120 M98 P021002
N130 G0 Z1 M05
N140 G91 G28 Z0
N150 G28 X0 Y0
N160 G90
N170 M30
Para la fresadora didáctica
BILLET tamaño del bloque
TOOLDEF declaración de herramienta
T2 número de herramienta
D10 diámetro de la herramienta
Nota: se declaran únicamente las herramientas
que se utilicen en el programa, en este
caso se pueden omitir T1 y T3.
Para el simulador cncsimulator el tamaño
del bloque se define en el menu:
Simulate:
Edit tools parametros herramienta
Detail settings Tamaño del bloque
Video
9. mapa
Programa principal
( Simulador Denford fanuc
( programa 1000
( programa 1000
[BILLETX90Y90Z15
[TOOLDEFT1D5
[TOOLDEFT2D10
[TOOLDEFT3D2.5
N10 G91 G28 Z0
N20 G28 X0 Y0
N30 G90 G21
N40 M06 T2
N50 M03 S1000
( C. Absolutas
N60 G0 X45 Y45 Z1
N70 M98 P021001
N80 G0 Z1
( C. Incrementales
N90 G0 X45 Y45 Z1
N100 M98 P021002
N110 G0 Z1 M05
N120 G91 G28 Z0
N130 G28 X0 Y0
N140 G90
N150 M30
M98 llamado a subprograma
P02 número de veces a ejecutar el programa
(dos veces)
1001 nombre del subprograma
(el nombre debe ser numérico 4 dígitos)
1002 nombre del subprograma
10. mapa
Programa principal
( Simulador cncsimulator
( programa 1000
N10 G91 G28 X0 Y0 Z0
N20 G90 G21
N30 M06 T2
N40 M03 S1000
( C. Absolutas
N50 G0 X45 Y45 Z1
N60 G26 U02 “1001.fnc”
N70 G0 Z1
( C. Incrementales
N80 G0 X45 Y45 Z1
N90 G26 U02 “1002.fnc”
N100 G0 Z1 M05
N110 G91 G28 X0 Y0 Z0
N120 G90
N130 M30
G26 llamado a subprograma
U02 número de veces a ejecutar el programa
(dos veces)
“1001.fnc” nombre del subprograma
(el nombre puede ser alfanumerico y debe
tener el punto y la extension .fnc )
“1002.fnc” nombre del subprograma
19. mapa
Ejemplo: Subprograma Absolutas
( Simulador cncsimulator
( subprograma 1001 del prog1000
( cajera circular con T2
N10 G91
N20 G1 Z-2 F50
N30 G90
N40 G1 X40 Y45 F200
N50 G2 X40 Y45 I5 J0
N60 G1 X35 Y45
N70 G2 X35 Y45 I10 J0
N80 G1 X30 Y45
N90 G2 X30 Y45 I15 J0
N100 G1 X29 Y45
N110 G2 X29 Y45 I16 J0
N120 G1 X45 Y45
N130 M99
significado
G91 a partir del ultimo valor de Z desciende 2 cada vez
G1 Z-2 que se ejecuta el subprograma
F50 velocidad de avance
G90 cambio a coordenadas Absolutas
de la secuencia N40 a N110 resto del subprograma
N120 regreso al punto inicial del subprograma
M99 fin de subprograma y regreso al programa principal
Video
20. mapa
Ejemplo: Subprograma Incrementales
( Simulador cncsimulator
( subprograma 1002 del prog1000
( cajera circular con T2
N10 G91
N20 G1 Z-2 F50
N30 G1 X-5 Y0 F200
N40 G2 X0 Y0 I5 J0
N50 G1 X-5 Y0
N60 G2 X0 Y0 I10 J0
N70 G1 X-5 Y0
N80 G2 X0 Y0 I15 J0
N90 G1 X-1 Y0
N100 G2 X0 Y0 I16 J0
N110 G1 X16 Y0
N120 G90
N130 M99
significado
G91 a partir del ultimo valor de Z desciende 2 cada vez
G1 Z-2 que se ejecuta el subprograma
F50 velocidad de avance
N30 se mueve 5 hacia la izquierda
N40 giro circular con un radio de 5
se repite hasta con un radio de 16 (centro de la herramienta)
de la secuencia N30 a N120 resto del subprograma
N110 regreso al punto inicial del subprograma
N120 G90 cambio a Coordenadas Absolutas
M99 fin de subprograma y regreso al programa principal
Video
24. G02 Interpolación Circular
sentido horario
G03 Interpolación Circular
sentido anti horario
ejemplo:
N10 G02 X20 Y30 R10
N10 G02 X20 Y30 R-10
N10 G02 X20 Y30 I8 J6
X, Y coordenadas al punto final
R radios ≤ 180°
R- radios > 180° y < 360°
I J de 0° a 360°
mapa
Nótese que en el plano G18 la visión desde
la posición del operario es contraria a los dos
otros planos, esto se debe a que es siempre
desde la posición de la herramienta desde
donde se debe mirar.
N10 G02 X20 Y30 I8 J-
6
29. Ejemplo:
N40 G2 X55 Y55 I+30 J-15
I distancia horizontal del punto inicial
al centro del arco.
de la figura: I+30
J distancia vertical del punto inicial
al centro del arco
de la figura: J-15
Signo:
Para I el centro con respecto al punto
inicial se encuentra a la derecha.
Para J el centro con respecto al punto
inicial se encuentra abajo.
Nota: el signo + no es necesario
escribirlo
analogía al sistema
de coordenadas.
signo = cuadrante
I = X J
= Y
X
y
30. N40 G2 X55 Y55 I J
N40 G2 X55 Y55 I J
N40 G2 X70 Y40 I J
N40 G2 X40 Y40 I J
A completar
33. C. Absolutas
G2 X60 Y60 I20 J0
C. Incrementales
G2 X20 Y20 I20 J0
C. Absolutas
G X Y I J
C. Incrementales
G X Y I J
mapa
180°
90°
34. C. Absolutas
G2 X80 Y40 I20 J0
C. Incrementales
G2 X40 Y0 I20 J0
C. Absolutas
G2 X60 Y60 I20 J0
C. Incrementales
G2 X20 Y20 I20 J0
C. Absolutas
G X Y I J
C. Incrementales
G X Y I J
mapa
270°
180°
90°
35. C. Absolutas
G2 X80 Y40 I20 J0
C. Incrementales
G2 X40 Y0 I20 J0
C. Absolutas
G2 X60 Y60 I20 J0
C. Incrementales
G2 X20 Y20 I20 J0
C. Absolutas
G2 X60 Y20 I20 J0
C. Incrementales
G2 X20 Y-20 I20 J0
C. Absolutas
G X Y I J
C. Incrementales
G X Y I J
mapa
90°
180°
360°
270°
36. C. Absolutas
G2 X80 Y40 I20 J0
C. Incrementales
G2 X40 Y0 I20 J0
C. Absolutas
G2 X60 Y60 I20 J0
C. Incrementales
G2 X20 Y20 I20 J0
C. Absolutas
G2 X60 Y20 I20 J0
C. Incrementales
G2 X20 Y-20 I20 J0
C. Absolutas
G2 X40 Y40 I20 J0
C. Incrementales
G2 X0 Y0 I20 J0
mapa
360°
90°
180°
270°
37. G41 compensación de radio izquierda
G42 compensación de radio derecha
G40 cancelación de la compensación de radio
Condiciones que deben ser cumplidas:
El primer movimiento deberá ser lineal, ya sea
G00 ó G01
La distancia del movimiento deberá ser mayor
o igual al radio de la herramienta.
G41
G42
38. G41 compensación de radio izquierda
G42 compensación de radio derecha
Movimiento perpendicular del punto de
referencia con una distancia igual al radio de
la herramienta.
La compensación se hace después de la
lectura del siguiente punto.
mapa
39. (Programa 2000
( compensación G41 exterior
N10 G91 G28 X0 Y0 Z0
N20 G90 G21
N30 M06 T2
N40 M03 S1000
(compensación Izquierda G41
N50 G0 X0 Y0 Z1
N60 G41
N70 G0 X20 Y20
N80 G1 Z-2
N90 G1 X20 Y80
N100 G1 X80 Y80
N110 G1 X80 Y20
N120 G1 X20 Y20
N130 G0 Z1
N140 G40
N150 G91 G28 X0 Y0 Z0
N160 G90
N170 M30
N60 hace la compensación en el aire ( Z1 )
N70 cumple condición de movimiento lineal (G0 ó G1) y
la distancia (distancia entre N50 y N70) deberá ser mayor o igual al
radio de la herramienta.
N140 cancela compensación en el aire ( Z1 )
sentido
Video
Distancia entre
estos dos puntos
40. (Programa 2001
( compensación G42 exterior
N10 G91 G28 X0 Y0 Z0
N20 G90 G21
N30 M06 T2
N40 M03 S1000
( compensación derecha G42
N50 G0 X0 Y0 Z1
N60 G42
N70 G0 X20 Y20
N80 G1 Z-2
N90 G1 X80 Y20
N100 G1 X80 Y80
N110 G1 X20 Y80
N120 G1 X20 Y20
N130 G0 Z1
N140 G40
N150 G91 G28 X0 Y0 Z0
N160 G90
N170 M30
N60 hace la compensación en el aire ( Z1 )
N70 cumple condición de movimiento lineal
(G0 ó G1) y la distancia mayor o igual al
radio de la herramienta.
N140 cancela compensación en el aire ( Z1 )
sentido
mapa
Video
61. mapa
(pieza 16 inferior izquierda T2
( Coordenadas incrementales
( inicio en el punto 3
( subprograma 6001
N10 G91
N20 G1 Z-2 F50
N30 X30 F300
N40 Y5
N50 X-30
N60 G3 X-5 Y5 I0 J5
N70 G1 Y20
N80 X-5
N90 Y-20
N100 G3 X10 Y-10 I10 J0
N110 G90
N120 M99
(pieza 16 inferior derecha T2
( Coordenadas incrementales
( inicio en el punto 3
( subprograma 6002
N10 G91
N20 G1 Z-2 F50
N30 X-30 F300
N40 Y5
N50 X30
N60 G2 X5 Y5 I0 J5
N70 G1 Y20
N80 X5
N90 Y-20
N100 G2 X-10 Y-10 I-10 J0
N110 G90
N120 M99
Que cambia:
Espejo en X
R5
R10
Cambio de:
signo en X,
signo en I, J
G2 por G3
o
G3 por G2
Video
62. mapa
(pieza 16 inferior izq. T2
( Coordenadas incrementales
( inicio en el punto 3
( subprograma 6001
N10 G91
N20 G1 Z-2 F50
N30 X30 F300
N40 Y5
N50 X-30
N60 G3 X-5 Y5 I0 J5
N70 G1 Y20
N80 X-5
N90 Y-20
N100 G3 X10 Y-10 I10 J0
N110 G90
N120 M99
(pieza 16 superior izq. T2
( Coordenadas incrementales
( inicio en el punto 3
( subprograma 6003
N10 G91
N20 G1 Z-2 F50
N30 X30 F300
N40 Y-5
N50 X-30
N60 G2 X-5 Y-5 I0 J-5
N70 G1 Y-20
N80 X-5
N90 Y20
N100 G2 X10 Y10 I10 J0
N110 G90
N120 M99
Cambio de:
signo en Y,
signo en I, J
G2 por G3
o
G3 por G2
Que cambia:
Espejo en Y
R5
R10
Video
63. mapa
(pieza 16 inferior izq. T2
( Coordenadas incrementales
( inicio en el punto 3
( subprograma 6001
N10 G91
N20 G1 Z-2 F50
N30 X30 F300
N40 Y5
N50 X-30
N60 G3 X-5 Y5 I0 J5
N70 G1 Y20
N80 X-5
N90 Y-20
N100 G3 X10 Y-10 I10 J0
N110 G90
N120 M99
(pieza 16 superior derecha T2
( Coordenadas incrementales
( inicio en el punto 3
( subprograma 6004
N10 G91
N20 G1 Z-2 F50
N30 X-30 F300
N40 Y-5
N50 X30
N60 G3 X5 Y-5 I0 J-5
N70 G1 Y-20
N80 X5
N90 Y20
N100 G3 X-10 Y10 I-10 J0
N110 G90
N120 M99
Cambio de:
signo en: X, Y
signo en: I, J
Que cambia:
Espejo en XY
R5
R10
Video
64. mapa
Los ejes complementarios de
rotación se designan como A, B, C
Fresadora TRIAC
Etiqueta en el Eje
X señala que esta
invertido
Etiqueta en el Eje
X señala que esta
invertido
66. mapa
Falla por G2 o G3
Falla por letras minúsculas
Falla por espacios
Falla por número de líneas
Falla por Falta de un comentario
El controlador de fanuc
solo acepta mayúsculas
Video
Video
Video
Video
Video
72. mapa
N40 G2 X55 Y55 I+30 J-15
La fórmula más simple de interpolación es la de conectar dos puntos con una
línea recta. Este método, llamado Interpolación Lineal, se muestra en la
figura 1.
74. Para avanzar da un clic en la página o
En las líneas de texto si aparece el icono
Si aparece es para regresar a la página
anterior
Si aparece es para avanzar
Si aparece es para regresar al mapa
Si aparece es para indicar sonido en
diapositiva
mapa