Descargado 1604 veces

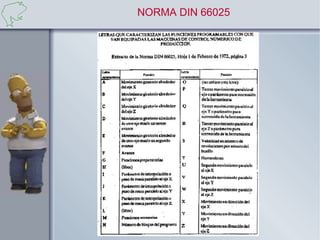
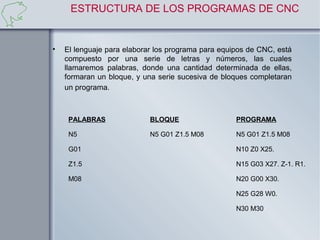
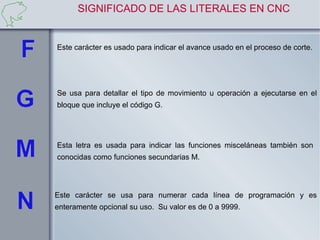
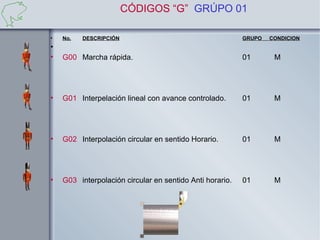
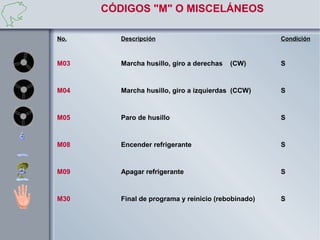
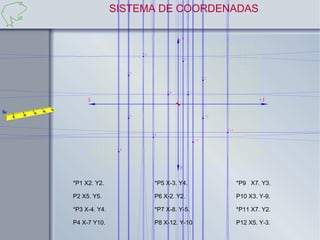
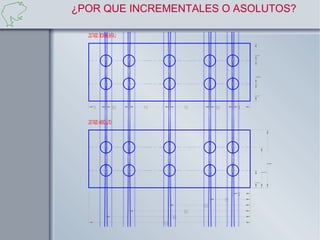
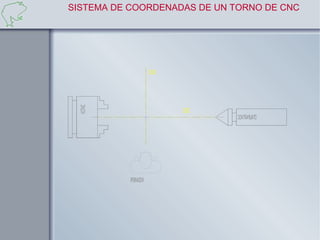
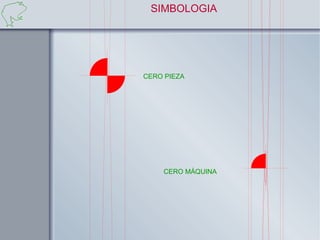

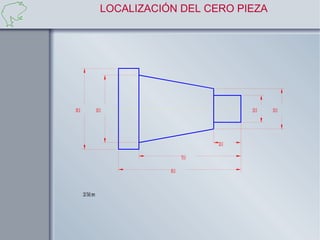
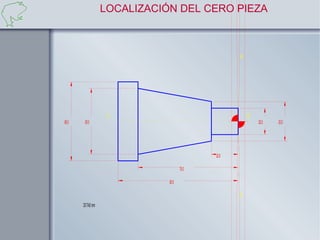




El documento presenta una introducción al control numérico computarizado (CNC), explicando que es un sistema que controla máquinas mediante un lenguaje de programación compuesto de números, letras y símbolos interpretados por una computadora. Luego describe los objetivos básicos del curso sobre CNC, incluyendo conocer el significado de CNC, las normas de programación, el desarrollo histórico y la nomenclatura utilizada. Finalmente, introduce conceptos clave como los códigos y bloques de programación, los sistemas de coordenadas y la diferencia entre















































