
Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Similar a Automatización de procesos agroindustriales - Introducción
Similar a Automatización de procesos agroindustriales - Introducción (20)
Último
Último (20)
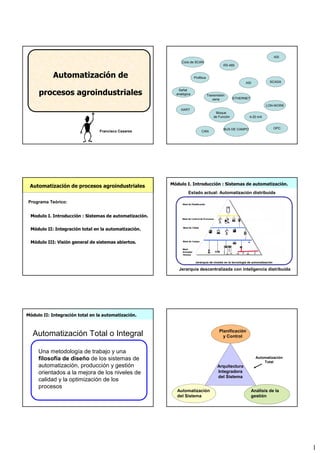
Automatización de procesos agroindustriales - Introducción
- 1. 1 Automatización de procesos agroindustriales Francisco Casares Profibus ASI Ciclo de SCAN LON-WORK CAN SCADA Transmisión serie RS-485 BUS DE CAMPO ASI HART Señal analógica 4-20 mA ETHERNET Bloque de Función OPC Modulo I. Introducción : Sistemas de automatización. Módulo II: Integración total en la automatización. Módulo III: Visión general de sistemas abiertos. Automatización de procesos agroindustriales Programa Teórico: Jerarquía de niveles en la tecnología de automatización Estado actual: Automatización distribuida Módulo I. Introducción : Sistemas de automatización. Jerarquía descentralizada con inteligencia distribuida Automatización Total o Integral Una metodología de trabajo y una filosofía de diseño de los sistemas de automatización, producción y gestión orientados a la mejora de los niveles de calidad y la optimización de los procesos Módulo II: Integración total en la automatización. Automatización del Sistema Análisis de la gestión Planificación y Control Arquitectura Integradora del Sistema Automatización Total
- 2. 2 Características de la solución buscada: •Alta disponibilidad y recuperación entre caídas. • Posibilidad de escalar en forma horizontal y vertical. • Administración centralizada. • Fácilmente implementable. • Alto nivel de modularidad. Desventajas: Solución de costoso crecimiento si no se acierta en la elección de los componentes Módulo III: Visión general de sistemas abiertos. Módulo I. Introducción : Sistemas de automatización. Francisco Casares Módulo I. Introducción : Sistemas de automatización. - PRINCIPIOS DE AUTOMATIZACIÓN: - CONCEPTO DE AUTOMATIZACIÓN. - TÉCNICAS DE AUTOMATIZACIÓN. - TIPOS DE CONTROLES EN UN PROCESO. - NIVELES EN LA AUTOMATIZACION DE PROCESOS - ESTANDARES DE SEÑALES ANÁLOGICAS - FUNCIONAMIENTO DIGITAL DE UN SISTEMA: EL SISTEMA BINARIO Módulo I. Introducción : Sistemas de automatización. PRINCIPIOS DE AUTOMATIZACIÓN: - CONCEPTO DE AUTOMATIZACIÓN. - TÉCNICAS DE AUTOMATIZACIÓN. - TIPOS DE CONTROLES EN UN PROCESO. La AUTOMATIZACIÓN es la sustitución de la acción humana por mecanismos, movidos por una fuente de energía exterior, capaces de realizar ciclos completos de operaciones que se pueden repetir indefinidamente. Módulo I. Introducción : Sistemas de automatización. NECESIDAD DE AUTOMATIZACIÓN • EVITAR TAREAS TEDIOSAS PARA EL SER HUMANO • ABARATAR COSTES DE PRODUCCIÓN • INCREMENTAR LA CALIDAD DE LOS PRODUCTOS (ESTANDARIZACIÓN) • ACORTAR LOS TIEMPOS DE INTRODUCCIÓN DE UN NUEVO PRODUCTO EN EL MERCADO Un sistema automático supone la existencia de: Fuentes de energía Órganos de mando ----> ordenan el ciclo a realizar. (ordenadores, autómatas, etc) Órganos de trabajo ----> ejecutan las acciones. (Motores, pistones, resistencias, etc) Módulo I. Introducción : Sistemas de automatización. La utilización correcta de estos elementos presupone el conocimiento de los elementos individuales y su funcionamiento, así como las posibilidades de unión
- 3. 3 Módulo I. Introducción : Sistemas de automatización. TÉCNICAS DE AUTOMATIZACIÓN Según la naturaleza del automatismos empleado se puede hablar de automatización: - MECÁNICA - NEUMÁTICA - OLEOHIDRAULICA - ELÉCTRICA - ELECTRÓNICA - MIXTA Módulo I. Introducción : Sistemas de automatización. TÉCNICAS DE AUTOMATIZACIÓN Según la naturaleza del automatismos empleado se puede hablar de automatización: - MECÁNICA - NEUMÁTICA - OLEOHIDRAULICA - ELÉCTRICA - ELECTRÓNICA - MIXTA Módulo I. Introducción : Sistemas de automatización. AUTOMATIZACIÓN MECÁNICA Compuesta por: Ruedas Dentadas, Poleas, Cremalleras, Levas, Palancas, etc. Inconvenientes: Sistemas complicados y de escasa flexibilidad. Ventajas: Montaje y mantenimiento económico. Ejemplos típicos: Motores de combustión, relojes mecánicos, etc. TÉCNICAS DE AUTOMATIZACIÓN: Módulo I. Introducción : Sistemas de automatización. MÁQUINA DE VAPOR DE WATT (1819) Módulo I. Introducción : Sistemas de automatización. AUTOMATIZACIÓN NEUMÁTICA Generacion de movimientos lineales: - Muy simple y económicos - Longitud de trabajo 1-2 m máximo - Fuerza limitada a 1000-2000 kg debido a la baja presión utilizado en el aire comprimido (10 bares máximo). Generacion de movimientos rotativos - Simple y económico (eléctrica < neumática < hidráulica) - Velocidad de rotación elevada - Par disponible relativamente débil - Rendimiento menor que los eléctricos equivalentes - Compite con los motores eléctricos en el accionamiento de herramientas manuales TÉCNICAS DE AUTOMATIZACIÓN: Módulo I. Introducción : Sistemas de automatización.
- 4. 4 Módulo I. Introducción : Sistemas de automatización. AUTOMATIZACIÓN NEUMÁTICA Inconvenientes: Mantenimiento del estado del aire. Desembolso económico grande en la instalación. Ventajas: Sencillez. Economía una vez instaladas. Seguridad (interesante en zonas ATEX) Ejemplos Típicos: Prácticamente la Totalidad de las Automatizaciones Industriales, Tienen Instalaciones Neumáticas . TÉCNICAS DE AUTOMATIZACIÓN: Módulo I. Introducción : Sistemas de automatización. AUTOMATIZACIÓN Hidráulica Generacion de movimientos lineales: - Muy simple - Velocidad de trabajo pequeña (0,5 m/s) - Fuerzas disponibles muy grandes de fácil regulación - Instalación cara - Longitud de trabajo desde algunos milímetros hasta decenas de metros. Generacion de movimientos rotativos - Simple - Velocidad de rotación limitada - Buen rendimiento y par elevado - No son sobrecargables - Campo definido en el cual son indiscutibles: pocas revoluciones y gran par de torsión. TÉCNICAS DE AUTOMATIZACIÓN: Módulo I. Introducción : Sistemas de automatización. AUTOMATIZACIÓN HIDRÁULICA Diferencias: Ejecución de las ordenes más lenta. Desarrolla más trabajo. Ejemplos Típicos: Prensas, Frenos y Dirección de Automóviles. TÉCNICAS DE AUTOMATIZACIÓN: Módulo I. Introducción : Sistemas de automatización. AUTOMATIZACIÓN ELÉCTRICA Fuente de energía: Transmisión fácil y rápida, coste reducido acumulación difícil Órganos de mando: Relé, contactor, temporizador. Órganos de trabajo: Movimientos rotativos motor Excelente rendimiento Velocidad limitada Movimientos lineales electroimanes Motores lineales Ejemplos Típicos: apagados/encendidos de luces. TÉCNICAS DE AUTOMATIZACIÓN: Módulo I. Introducción : Sistemas de automatización. AUTOMATIZACIÓN ELÉCTRICA-ELECTRONICA Fuente de energía: Transmisión fácil y rápida, coste reducido acumulación difícil Órganos de mando: Ordenador, Autómata programable. Órganos de trabajo: Movimientos rotativos motor Excelente rendimiento Velocidad limitada Movimientos lineales electroimanes Motores lineales Ejemplos Típicos: Cualquier proceso industrial. TÉCNICAS DE AUTOMATIZACIÓN: Módulo I. Introducción : Sistemas de automatización. AUTOMATIZACIÓN MIXTA En un campo de actuación concreto no se encuentra una técnica de automatización en solitario, funcionan varias técnicas a la vez íntimamente relacionadas, unas como órganos de mando, otras como órganos de trabajo, siendo la propia aplicación quien efectúa la selección. TÉCNICAS DE AUTOMATIZACIÓN:
- 5. 5 Módulo I. Introducción : Sistemas de automatización. Criterio Neumática Hidráulica Electricidad Fuerza lineal Fuerzas limitadas, debido a la baja presión y al diámetro del cilindro (50.000 N). Produce fuerza en reposo sin consumo de energía. Grandes fuerzas utilizando alta presión. Produce fuerza en reposo con consumo de energía. Mal rendimiento; gran consumo de energía en la marcha en vacío. No produce fuerza en reposo. Fuerza rotativa Par de giro en reposo también sin consumo de energía. Par de giro también en reposo, originándose consumo de energía. Par de giro más bajo en reposo. Seguridad frente a las sobrecargas Sí, se para. Vuelve a moverse cuando se elimina la sobrecarga. Sí, se para. Vuelve a moverse cuando se elimina la sobrecarga. No, se estropea. Movimiento lineal Generación fácil; alta aceleración; alta velocidad (1,5 m/s y más). Generación fácil mediante cilindros; buena regulabilidad. Complicado y caro. Movimiento rotativo u oscilante Motores neumáticos con muy altas revoluciones (500.000 min -1 ); elevado coste de explotación; mal rendimiento; movimiento oscilante por conversión mediante cremallera y piñón. Motores hidráulicos y cilindros oscilantes con revoluciones más bajas que en la neumática; buen rendimiento. Rendimiento más favorable en accionamientos rotativos; revoluciones limitadas. Regulabilidad Fácil regulabilidad de la fuerza y de la velocidad, pero no exacta. Regulabilidad muy buena y exacta de la fuerza y la velocidad en todo caso Posible sólo limitadamente siendo el gasto considerable Acumulación de energía y transporte Posible, incluso en apreciables cantidades sin mayor gasto; fácilmente transportable en conductos (1.000 m) y botellas de aire comprimido. Acumulación posible sólo limitadamente; transportable en conductos de hasta unos 100 m. Acumulación muy difícil y costosa, fácilmente transportable por líneas a través de distancias muy grandes. Comparación de los medios de trabajo entre las diversas técnicas Influencias ambientales Insensible a los cambios de temperatura; ningún peligro de explosión; hay peligro de congelación existiendo elevada humedad atmosférica. Sensible a las fluctuaciones de temperatura; fugas significan suciedad y peligro de incendio. Insensible a las fluctuaciones de temperatura; en los ámbitos de peligrosidad hacen falta instalaciones protectoras contra incendio y explosión. Gastos de energía Alto en comparación con la electricidad; 1 m 3 de aire comprimido a 6 bar cuesta de 0,006 a 0,012 euros. Alto en comparación con la electricidad. Gastos más reducidos de energía. Manejo No requiere de especialistas ni en ejecución ni en mantenimiento. No presenta peligros. Requiere de especialistas. Precisa conducciones de retorno. Sólo con conocimientos técnicos; peligro de accidente; la conexión errónea causa a menudo la destrucción de los elementos y del mando. Criterio Neumática Hidráulica Electricidad Fuerza lineal Fuerzas limitadas, debido a Grandes fuerzas Mal rendimiento; gran Comparación de los medios de trabajo entre las diversas técnicas Módulo I. Introducción : Sistemas de automatización. Las señales de mando son independientes de los órganos receptores TIPOS DE CONTROLES DE UN PROCESO: OPERARIO CONSIGNAS ORDENES SISTEMA DE CONTROL ACTUADORES PROCESO Producto de entrada Producto terminado Control en lazo abierto: perturbaciones El sistema de control no recibe información del comportamiento del proceso Módulo I. Introducción : Sistemas de automatización. Las señales de mando dependen de los órganos receptores TIPOS DE CONTROLES DE UN PROCESO: OPERARIO CONSIGNAS ORDENES SISTEMA DE CONTROL ACTUADORES PROCESO Producto de entrada Producto terminado Control en lazo cerrado: perturbaciones sensores Existe una realimentación a través de los sensores al sistema de control Módulo I. Introducción : Sistemas de automatización. - PRINCIPIOS DE AUTOMATIZACIÓN: - CONCEPTO DE AUTOMATIZACIÓN. - TÉCNICAS DE AUTOMATIZACIÓN. - TIPOS DE CONTROLES EN UN PROCESO. - NIVELES EN LA AUTOMATIZACION DE PROCESOS - ESTANDARES DE SEÑALES ANÁLOGICAS - FUNCIONAMIENTO DIGITAL DE UN SISTEMA: EL SISTEMA BINARIO
- 6. 6 Módulo I. Introducción : Sistemas de automatización. NIVELES EN LA AUTOMATIZACION DE PROCESOS Ejemplo: Almazara PATIO Batidora Módulo I. Introducción : Sistemas de automatización. NIVELES EN LA AUTOMATIZACION DE PROCESOS Ejemplo: Almazara PATIO Batidora Islas de automatización Gestión ? Control ? Todos los dispositivos y sistemas deben estar integrados en una solución automatizada conjunta, donde se alcance la uniformidad en el almacenamiento de datos, configuración, programación e incluso la comunicación. Módulo I. Introducción : Sistemas de automatización. NIVELES EN LA AUTOMATIZACION DE PROCESOS Módulo I. Introducción : Sistemas de automatización. NIVELES EN LA AUTOMATIZACION DE PROCESOS Ejemplo: Almazara Arquitectura integradora Automatización del Sistema Gestión Arquitectura Integradora del Sistema Módulo I. Introducción : Sistemas de automatización. Planificación y Control Módulo I. Introducción : Sistemas de automatización. Debe de haber una arquitectura integradora que enlace los diferentes aspectos que nos podamos encontrar mediante uno/ o varios sistemas de comunicación que permita la interrelación entre ellos Es, decir si se desea tender a una gestión integral es necesario que todos y cada uno de los aspectos de la gestión sean concebidos para su intercomunicación con el resto. Arquitectura Integradora del Sistema
- 7. 7 Niveles de Automatización en la Arquitectura distribuida Jerarquía descentralizada con inteligencia distribuida Nivel de Célula Nivel de campo “Situacion actual” de la tecnología de automatización Ejemplo: Almazara genérica Fabrica Áreas Células Maquinas - Se subdivide la fabrica en Áreas funcionales. - Cada área se divide en tareas coherentes autónomas (células). - Cada célula se puede dividir en células más pequeñas hasta llegar a nivel de maquina. Así se puede diseñar el control de cada parte para que tenga una respuesta eficiente y la existencia de fallos no haga caer al sistema - Se describe el funcionamiento de cada áreas, con entradas y salidas eléctricas, así como las necesidades de comunicación con otros elementos. - Se define la arquitectura integradora Ejemplo: Almazara genérica ALMAZARA ÁREASFÁBRICA Ejemplo: Almazara genérica Áreas Caldera Oficinas Bodega Fábrica Patio ALMAZARA CÉLULASÁREASFÁBRICA Ejemplo: Almazara genérica Áreas Células Línea de recepción patio Área patio Línea de recepción patio Ejemplo: Almazara genérica Varias líneas en paralelo haciendo la misma función células
- 8. 8 Célula de CalefacciónCaldera Célula de AdministraciónOficinas Célula de Almacen. de AceiteBodega Célula de Aclarado Línea de Extracción n ........ Línea de Extracción 2 Línea de Extracción 1 Fábrica Almacen. previo Molturación Báscula de Pesaje de Camiones Línea de Recepción n ........ Línea de Recepción 2 Línea de Recepción 1 Patio ALMAZARA CÉLULASÁREASFÁBRICA Ejemplo: Almazara genérica Áreas Células Célula de CalefacciónCaldera Célula de AdministraciónOficinas Célula de Almacen. de AceiteBodega Célula de Aclarado Línea de Extracción n ........ Línea de Extracción 2 Línea de Extracción 1 Fábrica Almacen. previo Molturación Báscula de Pesaje de Camiones Línea de Recepción n ........ Línea de Recepción 2 Línea de Recepción 1 Patio ALMAZARA CÉLULASÁREASFÁBRICA Ejemplo: Almazara genérica Áreas Células Maquinas Célula: Línea de recepción patio Ejemplo: Almazara genérica Máquinas Lavadora Limpiadora etc xx xx xx xx xx xx Xx xx xx Sensores Actuadores TAG Célula: Línea de recepción patio Ejemplo: Almazara genérica Lavadora Limpiadora etc xx xx xx xx xx xx xx xx xx Sensores Actuadores TAG Total xx xx xx Se elige el autómata que controla la célula Se planifica las comunicaciones PLANO DE LA INSTALACION Ejemplo: Almazara genérica FLUJO DE DATOS Se debe describir el flujo de datos de las diferentes estaciones conectadas. Para cada flujo: - Mostrar el volumen y la frecuencia - Calcular el ancho de banda necesario Para crear grupos y, de este modo, determinar el uso de los conmutadores, se debe crear una tabla con todas las estaciones redundancia Ejemplo: Almazara genérica
- 9. 9 Niveles de Automatización en la Arquitectura distribuida Jerarquía de niveles en la tecnología de automatización Nivel de Célula Nivel de campo (Nível de fabrica) (Nível de Área) Jerarquía de niveles en la tecnología de automatización Niveles de Automatización en la Arquitectura distribuida Nivel de Célula Nivel de campo (Nível de fabrica) (Nível de Área) Jerarquía de niveles en la tecnología de automatización Niveles de Automatización en la Arquitectura distribuida Nivel de Célula Nivel de campo (Nível de fabrica) (Nível de Área) Jerarquía de niveles en la tecnología de automatización Niveles de Automatización en la Arquitectura distribuida CELULA Nivel de Célula Nivel de campo (Nível de fabrica) (Nível de Área) Niveles de Automatización en la Arquitectura distribuida Los sistemas de comunicación proporcionan el esqueleto sobre el que se articulan las estrategias de automatización Nivel de Célula Nivel de campo (Nível de fabrica) (Nível de Área) Características de la solución buscada: •Alta disponibilidad y recuperación entre caídas. • Posibilidad de escalar en forma horizontal y vertical • Administración centralizada • Fácilmente implementable • Alto nivel de modularidad
- 10. 10 Necesario la realización de un estudio de implantación previo, ya que se deben identificar los procesos autónomos, asignar elementos a cada proceso y diseñar el modelo de intercomunicación para responder a las necesidades del problema planteado. Solución de costoso crecimiento si no se acierta en la elección de los componentes. Desventajas: Niveles de Automatización en la Arquitectura distribuida Jerarquía de niveles en la tecnología de automatización Nivel de Célula Nivel de campo Fabrica Áreas Células Maquinas Niveles de Automatización en la Arquitectura distribuida Jerarquía de niveles en la tecnología de automatización Nivel de Célula Nivel de campo Sistemas participantes diferentes mas importantes: Autómatas programables Comunicación industrial SCADA Software industrial (de programación autómatas, etc) 1970-1980 control centralizado Grandes autómatas E/S E/S •Lógica solo en el controlador •No hay ninguna tolerancia a fallos del PLC •Posibilidad de escalar limitada E/S Área 3Área 2 Área 1 Historia del control PLC 1990’s Aparecen islas de automatización PLC PLC 1997 Empiezan a aparecer buses de comunicación Industrial. La tolerancia a fallos aumenta. Modbus Profibus Nivel: Proceso Nivel: Maquinas simples Se puede escalar horizontalmente y verticalmente Historia del control PLC 2000 Se desarrollan los ordenadores industriales. PLC PLC Modbus Profibus Nivel: Proceso Nivel: Maquinas simples Nivel: Gestión Ethernet Industrial Historia del control
- 11. 11 PLC 2000 Se desarrollan los ordenadores industriales. PLC PLC Modbus Profibus Nivel: Proceso Nivel: Maquinas simples Nivel: Gestión Ethernet Industrial ASI HART Nivel: Actuador/Sensor Historia del control PLC 2000 Se desarrollan los ordenadores industriales. PLC PLC Modbus Profibus Nivel: Proceso Nivel: Maquinas simples Nivel: Gestión Ethernet ASI HART Nivel: Actuador/Sensor Estado de la automatización: Control descentralizado con Inteligencia distribuida PLCPLC PLC Modbus Profibus Nivel: Maquinas simples Nivel: Gestión Ethernet ASI HART Nivel: Actuador/Sensor Mantenimiento Produccion Sistemas Distribuidos PLCPLC PLC Modbus Profibus Nivel: Maquinas simples Nivel: Gestión Ethernet ASI HART Nivel: Actuador/Sensor Mantenimiento Produccion PLCPLC PLC Modbus Profibus Nivel: Maquinas simples Nivel: Gestión Ethernet ASI HART Nivel: Actuador/ Sensor Mantenimiento Produccion Los sistemas de comunicación proporcionan el esqueleto sobre el que se articulan las estrategias de automatización Niveles de Automatización en la Arquitectura distribuida Jerarquía de niveles en la tecnología de automatización Nivel de Célula Nivel de campo ¿Qué elementos principales participan en esta arquitectura?
- 12. 12 Jerarquía de niveles en la tecnología de automatización Sistemas participantes diferentes más importantes: Autómatas programables Comunicación industrial SCADA Software industrial Nivel Físico Protocolo Sensores Módulo I. Introducción : Sistemas de automatización. - PRINCIPIOS DE AUTOMATIZACIÓN: - CONCEPTO DE AUTOMATIZACIÓN. - TÉCNICAS DE AUTOMATIZACIÓN. - TIPOS DE CONTROLES EN UN PROCESO. - NIVELES EN LA AUTOMATIZACION DE PROCESOS - ESTANDARES DE SEÑALES ANÁLOGICAS - FUNCIONAMIENTO DIGITAL DE UN SISTEMA: EL SISTEMA BINARIO