
Recomendados
Más contenido relacionado
Similar a Técnicas de corte metalúrgico
Similar a Técnicas de corte metalúrgico (20)
Último
Último (20)
Técnicas de corte metalúrgico
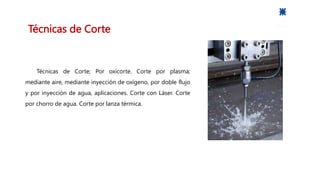
- 1. Técnicas de Corte Técnicas de Corte; Por oxicorte. Corte por plasma; mediante aire, mediante inyección de oxígeno, por doble flujo y por inyección de agua, aplicaciones. Corte con Láser. Corte por chorro de agua. Corte por lanza térmica.
- 2. Proceso Oxicorte Este proceso de corte se basa en el fenómeno de combustión u oxidación violenta, lograda al calentar la pieza o zona a cortar a una temperatura de 800 a 900ºC y someterla a un chorro de oxigeno de alta velocidad. De esta manera se tiene un proceso de oxidación a alta velocidad por lo que la combustión prosigue a través de la pieza. Se debe tener en cuenta que la temperatura de combustión en el proceso de corte debe ser inferior a la de fusión del metal. Oxicorte
- 3. Continuación Con este procedimiento se pueden cortar; - Hierro dulce - Acero al carbono - Acero de baja aleación y de moldería. No se puede emplear este proceso de corte para; - Aceros inoxidables - Cobre - Aluminio
- 4. Soplete de Oxicorte: - Llaves para Ox y Ac (gas de precalentamiento) - Palanca para el O2 de corte - Un conducto para el Ac y otro para el O2. Boquilla de oxicorte: - Es de latón -En los orificios o estrías exteriores pasa el gas de precalentamiento Ac y O2 y por el orificio interior y central el O2 para el corte. Tubos: - Tubo de Acetileno - Tubo de Oxigeno. -Ambos con sus respectivos manorreductores y mangueras. Equipo de Oxicorte
- 5. Oxicorte semi-automático - Pantógrafo - Pantógrafo - Célula fotoeléctrica - Control numérico
- 6. A TEMPERATURAS EXTREMADAMENTE ALTAS, LOS ATOMOS DE UN GAS SE PUEDEN DISOCIAR EN CARGAS POSITIVAS Y NEGATIVAS FENÓMENO CONOCIDO COMO IONIZACIÓN. UN GAS IONIZADO ES UN EXCELENTE CONDUCTOR DE LA ELECTRICIDAD. ¿QUÉ ES EL PLASMA? Slide 6
- 9. Proceso de corte por Plasma Este proceso de corte se realiza mediante una masa de gas llamada plasma la que se produce cuando un chorro de gas, inicialmente frío, se calienta con un arco eléctrico y se le hace pasar por un orificio estrecho que reduce su sección. De esta manera se forma un conductor eléctrico gaseoso de alta densidad de energía, formado por una mezcla de electrones libres, iones positivos, átomos disociados y moléculas del gas. La temperatura que se genera en el centro del plasma es de 50.000ºC y posee velocidad sónica (800km/h). El gas de preferencia empleado para el proceso de corte por plasma es el Nitrógeno.
- 10. ETAPAS DE GENERACION DE PLASMA Cuando se emite un comando de arranque a la fuente de alimentación, genera hasta 400 VCC de voltaje de circuito abierto e inicia el preflujo de gas a través de un cable de manguera colocado en la antorcha. La boquilla está conectada temporalmente al potencial positivo de la fuente de alimentación a través de un circuito de arco piloto y el electrodo está en negativo.
- 12. GENERACION DEL ARCO PLASMA
- 13. AL INICIO DEL CORTE
- 14. Tipos de arco-plasma Arco-Plasma no Transferido; se produce cuando el arco salta entre el electrodo y la boquilla, la cual está conectada al polo positivo de la fuente de corriente. De esta manera para hacer saltar el arco-plasma es necesario disminuir la distancia entre boquilla y la pieza. Este tipo de arco se emplea en SOLDADURA. Arco-Plasma Transferido; se produce estableciendo un arco piloto de cebado entre el electrodo y la boquilla. En el momento que se forma el arco entre la boquilla y la pieza el piloto se apaga automáticamente por medio de un relé, conectándose al mismo tiempo la pieza a cortar al polo positivo de la máquina. Este proceso de arco se usa en Corte.
- 15. PLASMA CONVENCIONAL DE FLUJO SIMPLE
- 16. Plasma de flujo doble (con protección) Este proceso usa dos gases, un gas plasma y otro de protección. En sistemas de menos de 125 A, por lo general se usa aire para el plasma y la protección. La ventaja de la tecnología de protección es que aísla eléctricamente a la boquilla del contacto con el metal fundido que retorna de la perforación y también permite el corte con arrastre en las aplicaciones manuales. Otras mejoras (tecnología de flujo cónico) han incrementado el rendimiento de corte y la duración de la boquilla en algunos sistemas.
- 17. Plasma de alta definición En este proceso, el diseño especial de la boquilla estrecha el arco e incrementa la densidad de la energía. Dada la mayor energía del arco, el plasma de alta definición logra una calidad de corte superior en materiales de hasta 50 mm (2 pulg.) con una angularidad superior de la cara de corte, una sangría más estrecha y mayores velocidades de corte que la tecnología de corte por plasma convencional. Con estos sistemas, es común lograr cortes de piezas con una precisión de +/- 0,25 mm (0,010 pulg.).
- 18. Modalidades de corte con plasma a) Corte con plasma de aire: el gas empleado es aire y los electrodos son de circonio o hafnio. Mejora la velocidad un 25% y suele aplicarse sólo al acero inoxidable y al aluminio, debido a que en los aceros la superficie queda oxidada. b) Corte con inyección de O2: utiliza N2 como gas de cebado e introduce el O2 en el momento en que se produce el chorro- plasma en una proporción de 80% de N2 y 20% de O2. Se aplica a aceros al carbono . Doble Flujo
- 19. Modalidades de corte con plasma c) Corte con doble flujo: añade un segundo gas de protección alrededor de la boquilla y usa una capsula protectora de cerámica que la protege del arco doble. Como gas de corte se utiliza el N2 y como gas de protección el CO2, aire, Ar-H2 dependiendo del metal a cortar. d) Corte con inyección de H2O: se inyecta agua de manera radial y laminar y emplea el N2 para todo tipos de materiales. El agua ayuda a la vez a refrigerar la boquilla. Por inyección de agua
- 20. CORTE PLASMA CON AGUA
- 21. Aplicaciones de Corte por Plasma. En un principio fue utilizado para corte fundamentalmente en aceros inoxidables y en aleaciones de Aluminio. Y ahora se emplea en cualquier metal que sea eléctricamente conductor como Mg, Ti, Cu, Ni y aleaciones de Cu y Ni. otro aspecto positivo es que posee una velocidad de corte de 5 veces mayor al oxicorte por lo que provoca una incidencia térmica mínima en los bordes de los metales a cortar, los aceros al carbono solo muestran cambios estructurales hasta una profundidad de 0,2mm, mientras que los aceros inox. Austeníticos no presentan cambios de estructura. Como medio plasmágeno puede emplearse cualquier gas o mezcla de gases que perjudique ni al electrodo de tungsteno ni a la pieza a cortar.
- 22. Aplicaciones de Corte por Plasma.
- 23. ¿Cómo corta el plasma?
- 25. PARTES DE LA ANTORCHA DE CORTE PLASMA
- 27. GASES EMPLEADOS EN EL PROCESO PLASMA (PAC) Slide 27 PLASMA SECUNDARIO - Aire - Nitrógeno - Oxígeno - Argón-Hidrógeno (65%-35%) - Aire - Nitrógeno - Dióxido de Carbono (CO2) - Agua
- 28. VENTAJAS Slide 28 Los sistemas de corte plasma poseen velocidades de corte más altas, comparadas con oxicorte. Oxicorte es un proceso orientado a corte para aceros al carbono Arranque instantáneo del corte, NO requiere precalentamiento. No requiere gas combustible. La ausencia de precalentamiento combinado con la alta velocidad de corte minimiza la ZAT y disminuye la distorsión. Se elimina el costo de los gases combustibles debido a que el proceso opera con aire comprimido. Es un proceso altamente portable
- 29. VENTAJA: Slide 29 Se puede cortar cualquier material eléctricamente conductor: Aceros al Carbono Aceros de Baja Aleación y Alta Resistencia [HSLA] Aceros de Baja Aleación Tratados Térmicamente [HTLA] Aceros al Manganeso Fundiciones de Hierro (Gris, Maleable, Nodular) Aceros Inoxidables Aluminio y sus aleaciones Cobre y sus aleaciones
- 30. GASES RECOMENDADOS Slide 30 GAS ESPESOR MATERIAL TIPO DEL MATERIAL Acero Acero Aluminio Carbón Inoxidable Aire Plasma Aire secundario Delgados Hasta 1” 1” a 2” Bueno/Excelente Bueno/Excelente Bueno/Excelente Bueno/Excelente Bueno Bueno Bueno/Excelente Bueno Bueno Nitrógeno Plasma Aire Secundario CO2 Secundario Delgados Hasta ½” ½” a 2” Bueno/Excelente Bueno/Excelente Bueno/Excelente Bueno/Excelente Bueno/Excelente Bueno/Excelente Bueno/Excelente Bueno/Excelente Bueno/Excelente Nitrógeno Plasma Agua Secundario Delgados ¼”a 1” 1”a 2” Excelente Bueno N/R Bueno Excelente N/R Bueno Bueno/Excelente N/R Ar/H2 Plasma N2 o CO2 Secundario Delgados ¼” a 1-1/4” ½”a 2” N/R N/R N/R N/R Bueno Excelente N/R Excelente Excelente Oxigeno Plasma Hasta 2” Excelente Bueno N/R
- 31. REQUERIMIENTOS PARA EL SISTEMA • Potencia de entrada disponible: 1 o 3 Fases, Voltaje y conexiones eléctricas disponibles. • Gases: Presiones, reguladores, si es envasado en cilindros. • Compresor de aire
- 32. Los CUTMASTER® TRUE™ han sido diseñados con la idea de que la capacidad de corte recomendada sea la verdadera.
- 34. Características de la Antorcha Misma Antorcha 1Torch Los mismos consumibles desde 30 a 120 amps. Nuevo 120 Amp y 60 Amp Boquilla arrastre. Mayores velocidades de corte para aumentar la productividad y la velocidad de corte. Todos los modelos TRUE pueden usar extensiones para la antorcha y cambiar de aplicaciones manuales a mecanizadas o automatizadas. Slide 39
- 36. Velocidad de Corte Correcta
- 37. Velocidad de Corte Incorrecta
- 38. La Solución: Guías para Corte Circular
- 42. Proceso de corte con Láser El LASER significa; Light Amplification by Stimulated Emission of radiation. Instalación El haz se focaliza con ayuda de una lente o de un espejo parabólico de manera que se produzca la fusión de una pequeña zona del material, la operación se asiste con un chorro de gas a presión que actúa: - Por acción mecánica de manera que evacúe el material líquido sobre el sólido, los humos y los vapores producidos por el la combustión. - Por acción química, en el caso de que el gas reacciones con el material a cortar Empleo de O2 Con él se consiguen máximas velocidades de corte en aceros al carbono, aleados e inoxidables, Ti y sus aleaciones. Helio o Argón Si se desea impedir la oxidación en la superficie cortada se emplea estos gases inertes.
- 43. Aplicaciones de Corte con LASER. El LASER puede cortar: - Metales, Plásticos, Madera, Materia textiles, Cuero, Vidrio, Caucho y Cerámica. Las velocidades típicas están entre 1 y 10m/min con una anchura de corte de 0,2 y 0,4mm.
- 44. Proceso de corte por Chorro de agua La energía necesaria la proporciona un fino chorro de agua a alta presión, sola o mezclada con polvo abrasivo, normalmente Corindón, que impacta sobre la superficie del material a cortar a una velocidad que duplica la del sonido.
- 45. Instalación • Planta de tratamiento del agua, que filtra, descalcifica y desaliniza. • Equipo de bombeo del agua luego de ser tratada. • Unidad opcional de alimentación de polvo abrasivo. • Boquilla de corte, provista de un zafiro o cono de diamante con un orificio de salida de 0,05 a 0,5mm. Instalación para el proceso de corte por agua.
- 46. Características del proceso • No deforma el material. • La sección de corte es recta. • No posee ZAT • Perfora en cualquier dirección, el ancho de la ranura de corte es de 0,1 y 1,5mm. • El proceso puede ser robotizado. • El consumo de agua es mínimo y sin contaminaciones. • La velocidad de corte se establece en función del espesor de la pieza y su dureza. Emplean archivo CAD-2D
- 47. Proceso de corte por Lanza Térmica La energía calorífica necesaria para el corte se obtiene de la reacción fuertemente exotérmica de la oxidación del Fe. En este proceso se alcanzan temperaturas de alrededor de 5.500ºC. Se aplica fundamentalmente a trabajos de obra civil, demoliciones de estructuras…etc.
- 48. Instalación • Tubo de Oxigeno provisto de regulador de presión que puede oscilar entre 5 y 25 kg/cm2. • Manguera flexible de conexión entre el O2 y la lanza. • Lanza Térmica, provista de válvula de corte de O2, consiste en un tubo de acero lleno de varillas de acero dulce. • Los diámetros de las lanzas varían de 7 a 17mm y su longitud de 400 a 4.000mm. Para encender la lanza se acerca su extremo a un soplete hasta que alcance la temperatura de ignición del Fe, a partir de entonces se abre lentamente la válvula de O2, luego se mantiene la lanza a una distancia de 20mm de la superficie a cortar.
- 49. Preguntas