
Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Similar a Chvorinov
Similar a Chvorinov (20)
Último
Último (20)
Chvorinov
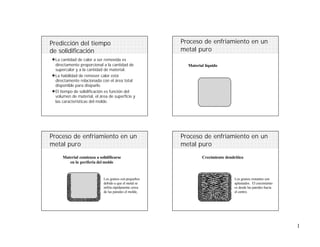
- 1. 1 Predicción del tiempo de solidificación La cantidad de calor a ser removida es directamente proporcional a la cantidad de supercalor y a la cantidad de material. La habilidad de remover calor está directamente relacionada con el área total disponible para disiparlo. El tiempo de solidificación es función del volumen de material, el área de superficie y las características del molde. Proceso de enfriamiento en un metal puro Material líquido Proceso de enfriamiento en un metal puro Material comienza a solidificarse en la periferia del molde Los granos son pequeños debido a que el metal se enfría rápidamente cerca de las paredes el molde, Proceso de enfriamiento en un metal puro Crecimiento dendrítico Los granos restantes son aplastados. El crecimiento es desde las paredes hacia el centro.
- 2. 2 Proceso de enfriamiento en una aleación Los componentes de la aleación se segregan. Esto influye en las propiedades del componente ya que la pieza es más rica de un componente en una región que en otra. Algunos procesos son mejores que otros en evitar esta situación. tiempo temperatura Tp Tm 1t∆ Tp = Temperatura de derrame Tm = Temperatura de solidificación Curva de enfriamiento para un metal puro tiempo temperatura Tp Tm 1t∆ 2t∆ 1t∆ = tiempo para bajar a Tm 2t∆ = tiempo de solidificación local (TST en la Regla de Chvorinov) Curva de enfriamiento para un metal puro Regla de Chvorinov ts = tiempo de solidificación local V = volumen del material A = área de superficie disponible para disipar el calor Cm = Constante del molde n = índice de Chvorinov (usaremos n = 2) n ms A V Ct = dónde:
- 3. 3 Quizz/10/sp 15p 4p 6p gh2v = V=8.97pie/seg Ejemplo de diseño de “risers” Tenemos un “riser” en forma de cilindro. Se debe tardar 1.5 veces en solidificar con relación a la pieza. El “riser” está separado de la pieza. Datos: 2” 3” 8” Los “risers” evitan que la pieza sufra el problema de cavidad por encogimiento Separado de la pieza Sobre la pieza El cómputo del área de superficie del “riser” y la pieza depende de la posición del “riser”:
- 4. 4 Análisis n pieza mpiezas A V Ct = n riser mrisers A V Ct = tsriser = 1.5 tspieza n pieza m n riser m A V C. A V C = 51 n pieza n riser A V . A V = 51 pieza n riser A V . A V = 51 Análisis: cómputos relacionados con la pieza 2” 3” 8”= 48 pulg3832 ⋅⋅=V ( )322 ⋅⋅=A ( )822 ⋅⋅+ ( )832 ⋅⋅+ = 92 pulg2 lgpu. A V pieza 52170 92 48 == Análisis: Cómputos relacionados con el “riser” Identificar las variables D H 4 2 HD V π = Derivar ecuaciones 2 4 DA π = 2∗ DHπ+ DHD HD A V π π π + = 2 2 2 4 + = H D DH 2 4 ( )HD DH 42 + = riser separado de la pieza ( )HD DH A V riser 42 + = D H Tenemos dos variables y una ecuación pieza n riser A V . A V = 51 lgpu. A V pieza 52170= ( ) 5217051 42 .. HD DH n ∗= +
- 5. 5 Conversión HrD ∗= ( )HD DH H H 421 1 + Es necesario realizar una conversión de variables para simplificar los cómputos. Podemos definir r = D/H y re-escribir la ecuación en términos de ésta: + ∗ = H H H D H H D 42 r r ( ) ( )42 + ∗ = r Hr ( )HD DH A V riser 42 + = D H Tenemos dos variables y pieza n riser A V . A V = 51 lgpu. A V pieza 52170= DH n ∗= ( ) 5217051 42 .. r Hr n ∗= + ∗ Tomando n=2 (valor típico): ( ) 63890 42 . r Hr = + ∗ Para resolver el problema podemos presumir un valor para r y despejar por H. Digamos que r = 0.75, entonces: ( ) 63890 451 750 . . H. = + ∗ 63890 750 55 . . . H = H=4.685 pulg lgpu...HrD 51436854750 =∗=∗= Propiedades del material que influyen en el proceso Viscosidad La mayoría de los metales cuando se encuentran sobre la temperatura de fundición se comportan como fluidos Newtonianos. Esto significa que la viscosidad aumenta de acuerdo al grado de supercalor. Propiedades del material que influyen en el proceso Viscosidad Tensión de superficie Cuando es necesario que el metal derretido fluya por canales estrechos la tensión de superficie es significativa. Esto resulta en la imposibilidad de llenar esquinas afiladas.
- 6. 6 Propiedades del material que influyen en el proceso Viscosidad Tensión de superficie Fluidez Es la habilidad de un material para llenar al molde. Depende del material y el molde. Aumenta de acuerdo al grado de supercalor ya que se reduce la viscosidad y con aumento en la temperatura inicial del molde. INME 4055 La Tabla 7-2, página 196 consiste de las propiedades de algunos materiales para fundición. Agenda Objetivos Introducción Flujo de fluido y transferencia de calor Procesos de fundición para materiales metálicos Guías para el diseño de moldes INME 4055 Actividades durante el proceso de fundición de metales
- 7. 7 Control y corrección de la composición Producción del molde Derretir material Especificaciones del componente Materia prima Vertir material derretido Solidificación Remoción del molde Limpieza, inspección Derretido y derrame El proceso de derretido requiere un buen control de la composición así como reducir el impacto de los contaminantes y la oxidación. Las inclusiones y las burbujas de gases atrapados afectan la calidad del producto y sus propiedades. Un esquema alterno los clasifica en base al propósito del fundido Fundición de lingotes n Se preparan piezas para trabajarlas luego mediante otros procesos. n Alrededor del 85% se procesa de esta forma. Re-derretido de lingotes n Es la preparación de lingotes para procesarlos en otras fábricas. Fundición con forma n La pieza se hace en su forma final en un molde. Comparación de los tipos de moldes flexible económico sencillo limitada calidad de superficie necesita fabricarse cada vez re-utilizable buen terminado de superficie gran razón de producción mejor control de solidificación límite en la variedad de materiales a echarse en el molde costoso Desechable Permanente - +
- 8. 8 Etapas en el diseño de moldes Calcular volumen y peso del fundido. Diseño de correderas y “risers”. Selección del tiempo de derrame Diseño de alimentadores para suplir los moldes de la mejor forma posible. Otros elementos relacionados con el molde patrón Modelo que se utiliza para producir un molde Debe proveer para el encogimiento. Procesos de moldes desechables moldes de arena tradicionales moldes acorazados moldes con patrones desechables moldeo por inversión (“investment casting”) Pasos en la producción de moldes de arena Fabricar “core” Fabricar molde Fabricar patrón Preparar arena Derretir metal Llenar molde Solidificación y enfriamiento Remoción del molde Limpieza e inspección ArenaMetal