Descargado 291 veces










































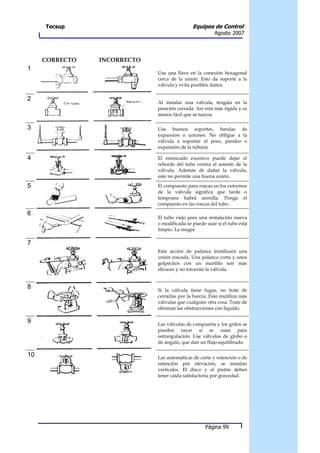

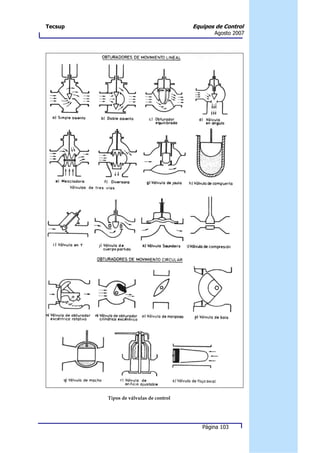

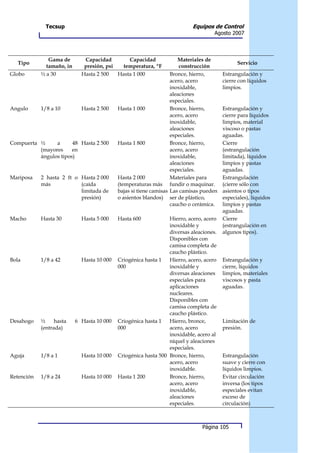



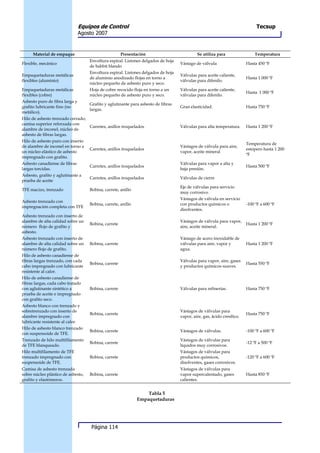

Este documento describe diferentes tipos de equipos de control, incluyendo variadores de velocidad mecánicos, electrónicos e hidráulicos y válvulas de control. Explica el funcionamiento de reductores de velocidad que utilizan ruedas dentadas cilíndricas, cónicas y tornillos sin fin para variar la velocidad. También describe los componentes y tipos de válvulas de control como compuertas, globo, mariposa y bola, así como sus usos en líquidos y gases.











![Bombas centrifugas[1]](https://cdn.slidesharecdn.com/ss_thumbnails/bombascentrifugas1-150318142245-conversion-gate01-thumbnail.jpg?width=640&height=640&fit=bounds)






















































