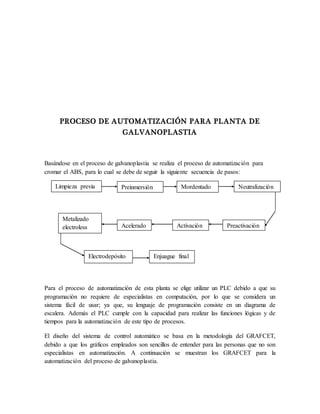
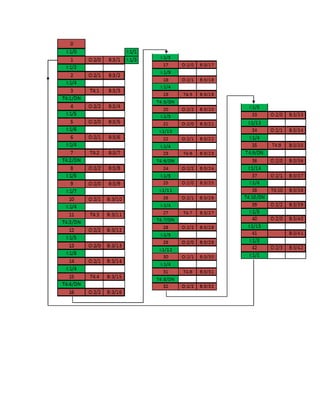
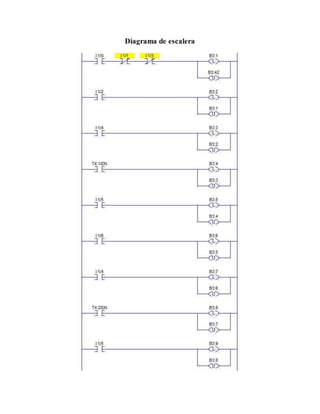
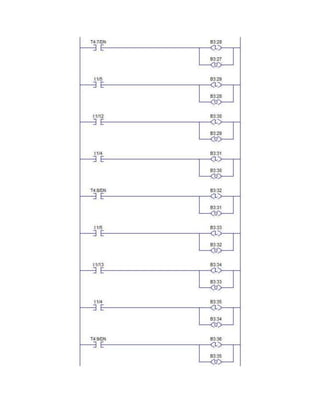
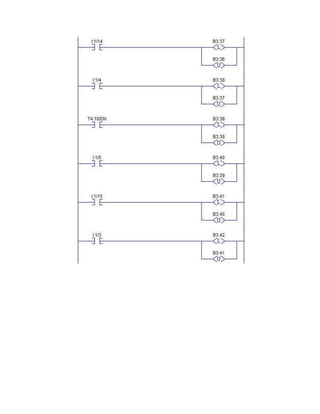
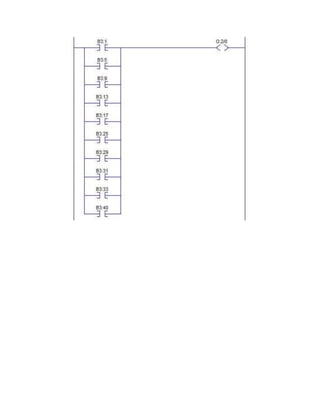
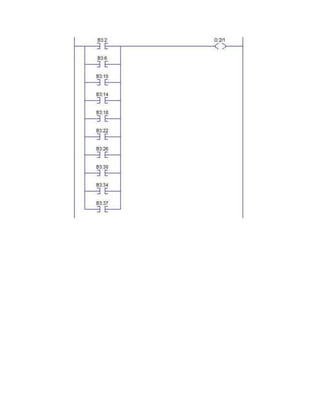
El documento describe el proceso de automatización de una planta de galvanoplastia. Se utilizará un PLC y sensores para controlar el movimiento de las piezas a través de los diferentes procesos como limpieza, mordentado y metalizado. Se muestran diagramas de flujo y una tabla con la descripción de los componentes eléctricos y electrónicos utilizados en el sistema de automatización.

























![Encendido Electrónico JR360 V2 [V071212]](https://cdn.slidesharecdn.com/ss_thumbnails/encendidoelectrnicojr360v2v071212-121207102526-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)








































