Este documento describe los criterios para el cálculo de mazarotas en el moldeo de piezas metálicas. Explica que la mazarota se usa para compensar la contracción del metal durante la solidificación. Detalla dos criterios para calcular la mazarota: 1) el volumen mínimo requerido basado en la contracción, y 2) el módulo de enfriamiento para asegurar que la mazarota se solidifique después que la pieza. También incluye un ejemplo de cálculo de mazarota para una pieza dada.












![F TECNOLOGÍA MECÁNICA
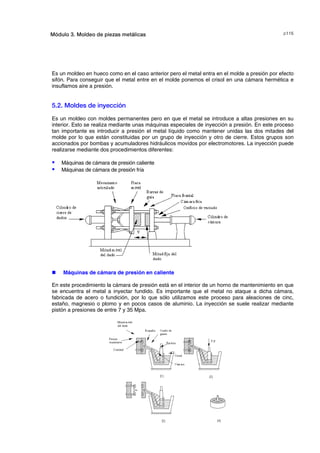
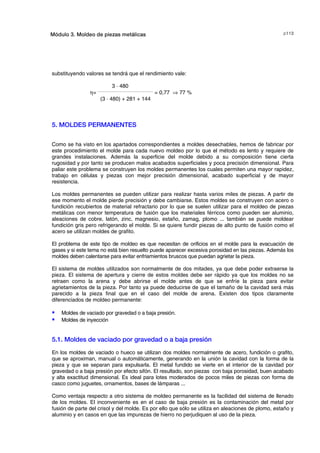
S Fundición en hueco por gravedad
[1] Se abre el molde manualmente o mediante un cilindro hidráulico y se rocía el interior con lubricantes para evitar que la pieza
se pegue al molde y disminuir rozamientos que desgastarían este.
[2] Se sitúa el noyo en caso necesario y se cierra el molde.
[3] Se vierte el metal fundido en la cavidad del molde por gravedad.
[4] Se separan las dos partes del molde para evacuar la pieza.
[5] Pieza final.
S Fundición a baja presión
© los autores, 2000; © Edicions UPC, 2000.](https://image.slidesharecdn.com/calculomazarota-130711111739-phpapp02/85/Calculo-mazarota-14-320.jpg)