Descargado 146 veces

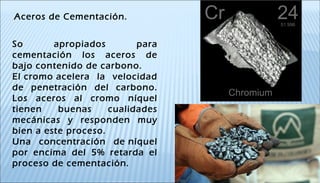

La cementación es un tratamiento térmico que consiste en suministrar carbono a la superficie del acero para endurecerla sin modificar el núcleo blando, lo que produce una pieza con superficie dura y núcleo resistente. Esto se logra recubriendo las piezas con una sustancia rica en carbono y calentándolas a altas temperaturas, lo que hace que el carbono se difunda sólo en la superficie.



































































