Descargar como PDF, PPTX




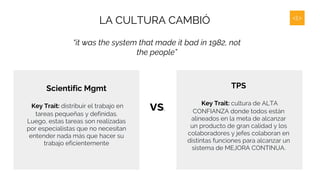

El caso Nummi entre Toyota y General Motors destaca cómo, en 1984, GM eligió la planta de Fremont para aprender el Toyota Production System (TPS) tras su cierre en 1982. Al implementar el TPS y reestructurar la cultura laboral, Nummi se convirtió en la fábrica de automóviles de mejor calidad en EE. UU. en tres años, demostrando la importancia del trabajo en equipo y la mejora continua. Sin embargo, a pesar de los éxitos en Nummi, GM no logró replicar estos avances en el resto de sus fábricas.