

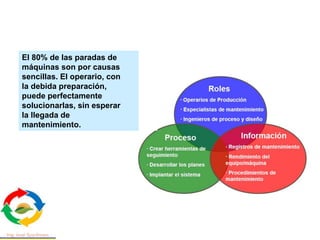





El documento describe los conceptos clave del TPM (Mantenimiento Productivo Total) o Lean Manufacturing. Explica que el TPM implica la participación de todos los empleados en el mantenimiento de los equipos para maximizar la eficiencia. También describe los 7 pasos para la implementación del TPM, que incluyen establecer estándares de limpieza y capacitar a los operarios en tareas básicas de mantenimiento.



































































