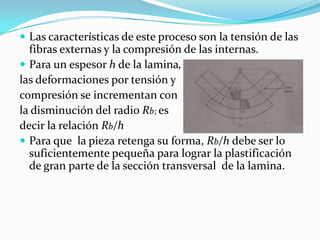
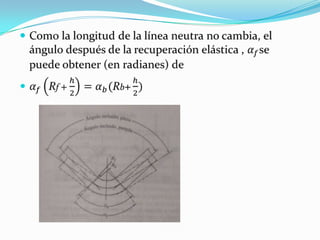


Este documento describe las características del proceso de doblado, incluyendo que las deformaciones por tensión y compresión aumentan con la disminución del radio de doblado en relación al espesor de la lámina, y que para que la pieza retenga su forma este ratio debe ser pequeño para lograr la plastificación. También explica que la línea neutra se desplaza hacia el lado comprimido cuando se usan radios pequeños, alargando el eje de la pieza.





































