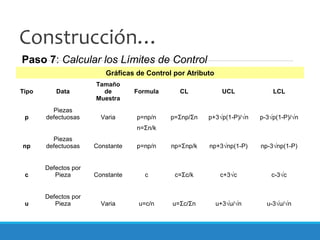
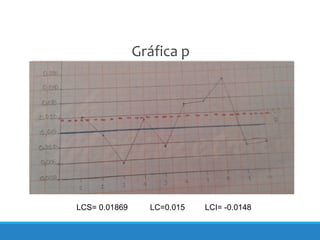
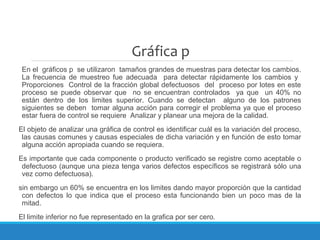
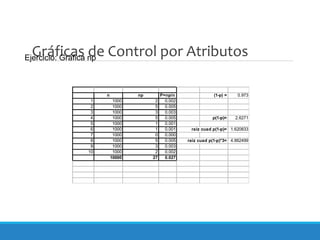
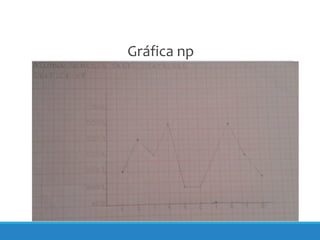
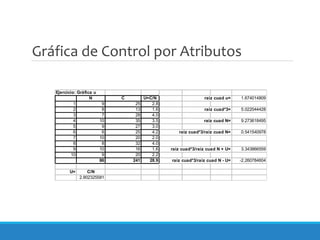
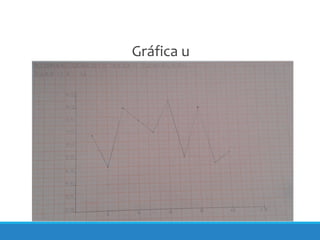
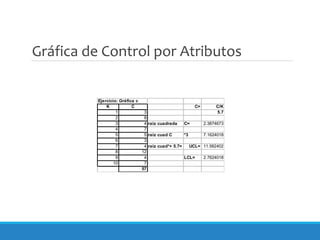
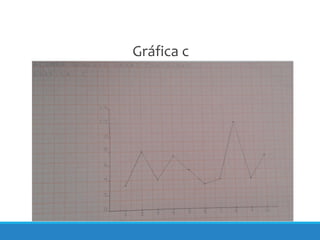
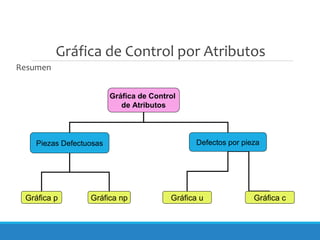
Este documento describe los tipos de gráficas de control por atributos, incluyendo gráficas p, np, c y u. Explica cómo construir estas gráficas mediante 12 pasos como recopilar datos, calcular límites de control y representar la información en un gráfico. También cubre cómo interpretar las gráficas para identificar causas especiales que indiquen que un proceso está fuera de control.