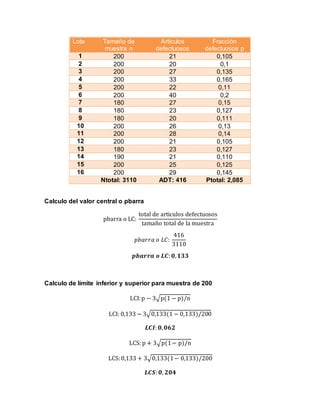
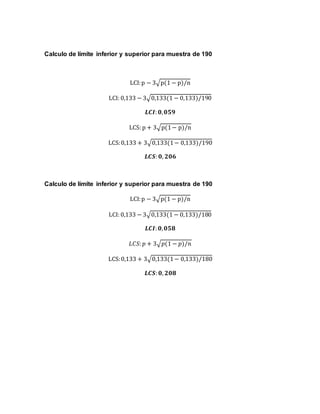
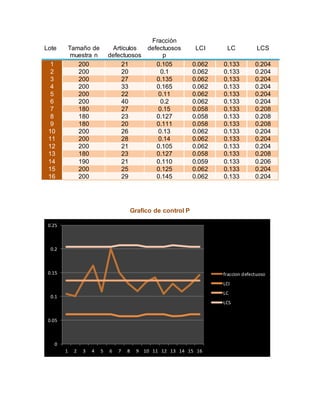
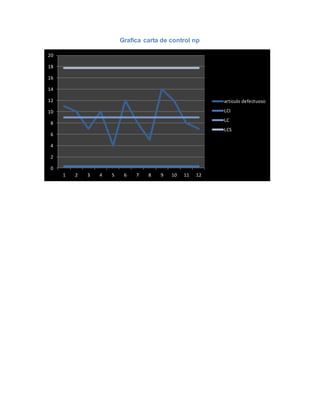
Este documento presenta los datos y cálculos para construir cartas de control P y np para analizar la calidad de producción de artículos. Se muestran 16 lotes con el tamaño de muestra, artículos defectuosos y fracción defectuosa para cada lote. Se calculan los límites de control inferior y superior para cada tamaño de muestra. Luego, se grafica la carta de control P. También se presentan datos de 12 lotes con muestras de 150 piezas cada una para construir la carta de control np, calculando el valor central, límites de