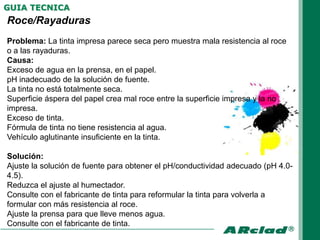
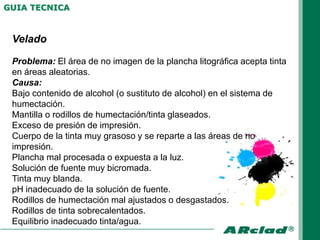
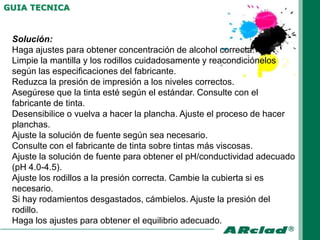
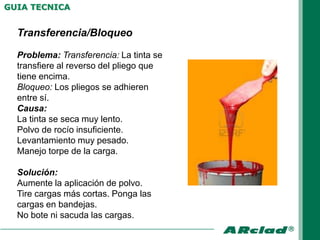
El documento describe varios problemas relacionados con la impresión y la tinta, incluyendo tinta pálida, tinta que se sale de la superficie impresa, y falta de adherencia del pigmento de la tinta. Para cada problema, se enumeran las posibles causas y soluciones como consultar con los fabricantes de tinta y papel, ajustar parámetros como la concentración de la tinta y la solución de fuente, y mejorar los procedimientos y equipos de impresión.


































![Sistemas ..[1]](https://cdn.slidesharecdn.com/ss_thumbnails/sistemas-1-120202150313-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)









![Troquelado de sustratos[1]](https://cdn.slidesharecdn.com/ss_thumbnails/troqueladodesustratos1-120202150327-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)


![Dispensado de etiquetas[1]](https://cdn.slidesharecdn.com/ss_thumbnails/dispensadodeetiquetas1-120202150454-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)





![Tecnologí..[1]](https://cdn.slidesharecdn.com/ss_thumbnails/tecnolog-1-120202150854-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)



















