Descargar para leer sin conexión
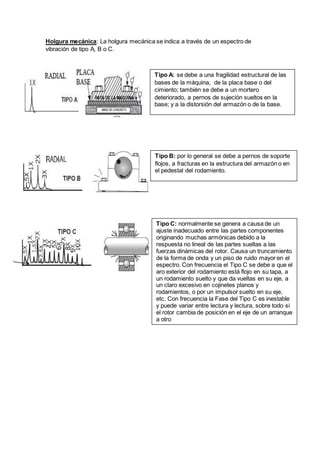

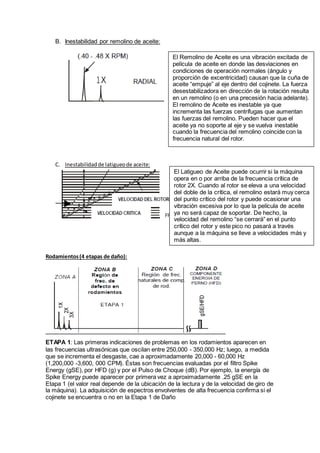



La holgura mecánica se indica a través de tres tipos de vibraciones (A, B, C) que se deben a diferentes causas como fragilidad estructural, pernos sueltos o ajustes inadecuados entre partes. El rozamiento del rotor produce un espectro similar que excita resonancias. Los cojinetes planos pueden mostrar altas amplitudes verticales y problemas de desgaste o holgura. Los rodamientos pasan por cuatro etapas de daño donde aparecen diferentes frecuencias hasta llegar a un paro catastrófico.





















































