Descargar como PDF, PPTX


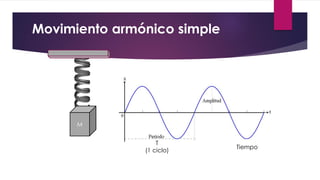
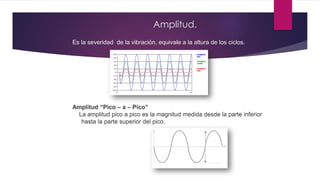
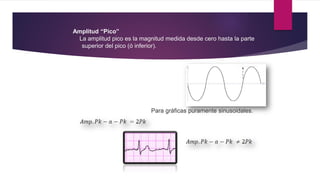
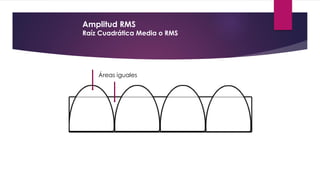
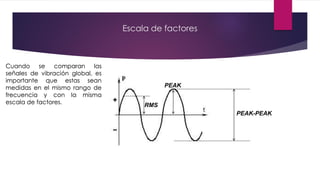

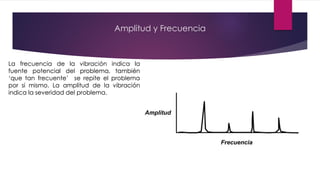
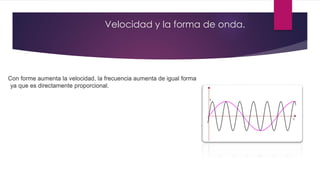

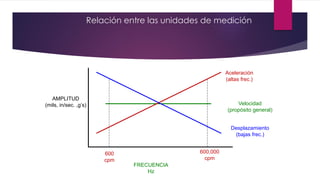





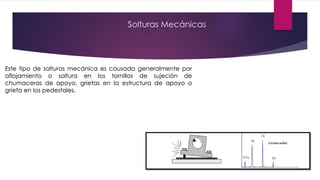
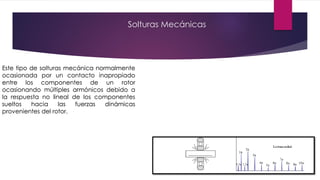
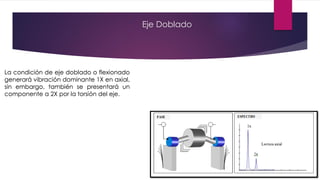
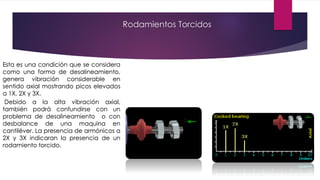
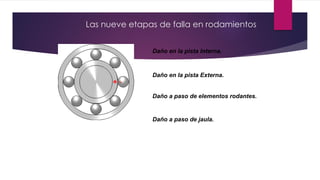
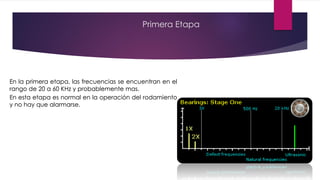
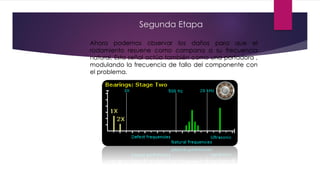
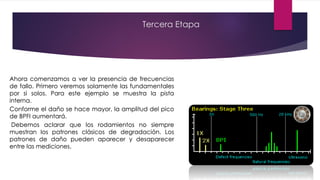
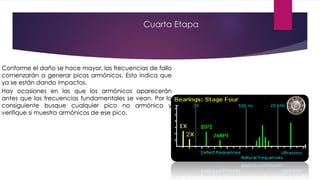
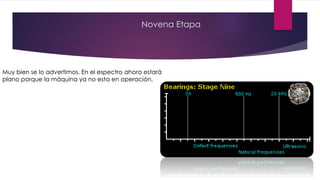





Este documento trata sobre el análisis de vibraciones mecánicas. Explica que cada máquina tiene una firma de vibración única determinada por su diseño y componentes. Mediante el análisis espectral de vibraciones se pueden detectar problemas en máquinas con suficiente anticipación. Describe conceptos como amplitud, frecuencia, desbalance, desalineamiento, resonancia y etapas de falla en rodamientos, así como su detección a través del análisis de vibraciones.

![Evaluacion de la_severidad_vibratoria_(tutorial)[1]](https://cdn.slidesharecdn.com/ss_thumbnails/evaluaciondelaseveridadvibratoriatutorial1-140411215552-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)







































































