Descargado 81 veces














![Optimización de rendimientos de quesería
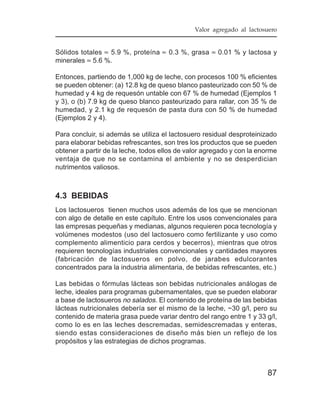
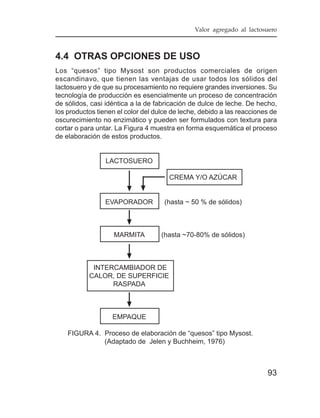
de los quesos blancos pasteurizados latinoamericanos, por ser frescos y
de alto contenido de humedad, la refrigeración a temperaturas por debajo
de 4 oC es indispensable durante el transporte y almacenamiento.
La actividad de agua de un queso se puede estimar fácilmente a partir de
su composición. El siguiente ejemplo ilustra la aplicación de la ecuación
propuesta por Esteban y Marcos (1990), para el cálculo del valor de aw, en
un queso blanco pasteurizado con 52 % de humedad y 2.5 % de sal.
aw = 1 - 0.00565 [(g de sal)/(100 g de agua en el queso)]
= 1 - 0.00565 [(2.5)(100)/(52)] = 1 - 0.027 = 0.973
Cabezas et al. (1988) propusieron la siguiente ecuación, que se puede
usar de rutina en una planta de quesería para estimar el valor de a w,
basada en el punto de congelación de un extracto acuoso del queso,
medido por crioscopía bajo condiciones específicas:
aw = 1.0155 + 0.1068 (p.c.)
Donde p.c. es el punto de congelación del extracto acuoso, en oC. Los
instrumentos necesarios para obtener los datos requeridos por ambas
ecuaciones, crióscopo, balanza de humedad y potenciómetro con
electrodo específico para cloruros, no son costosos para una empresa
mediana y, de hecho, la mayoría de ellas ya cuentan por lo menos con un
crióscopo y una balanza de humedad.
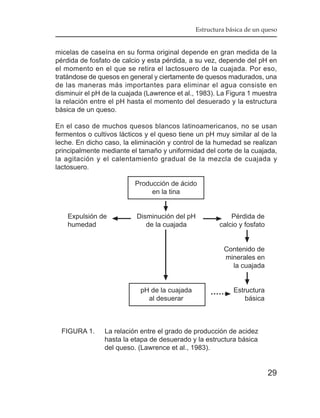
El contenido de humedad en el queso es determinante para el valor de la
actividad de agua, por lo que es importante conocer con cierto detalle los
mecanismos principales de expulsión de agua de la cuajada. Antes del
corte, la cuajada tiene la misma composición de la leche y, a partir del
corte, comienza la expulsión de líquido. A este proceso se le llama
sinéresis y su control es, desde luego, un paso esencial en la fabricación
de cualquier queso. Sin embargo, como ha señalado Walstra (1993), es
importante recordar que no se trata de expulsión de agua, sino de
lactosuero, que es una solución acuosa. Entonces, al estudiar la sinéresis,
38](https://image.slidesharecdn.com/lalecheyelqueso-110629232435-phpapp02/85/La-leche-y-el-queso-49-320.jpg)


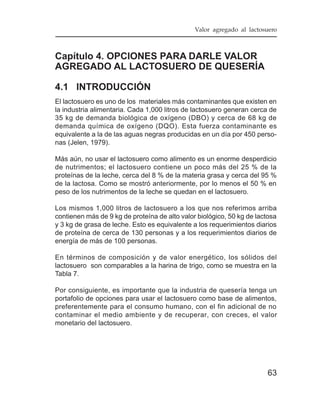
![Factores que disminuyen el rendimiento
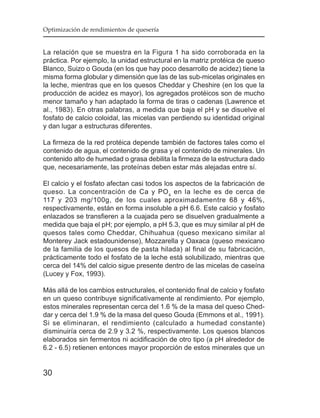
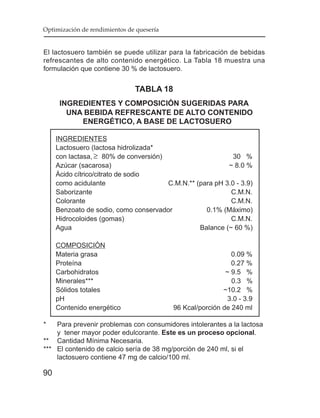
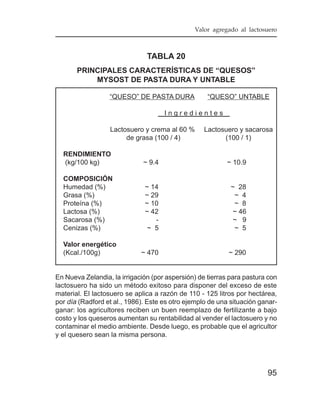
3.4 PREDICCIÓN DEL RENDIMIENTO Y
EJEMPLOS
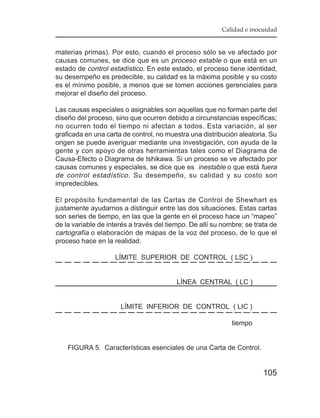
No existe consenso acerca de una manera única y correcta para predecir
el rendimiento, a partir de la composición de la leche y de la composición
deseada en el queso, bajo condiciones determinadas de procesamiento.
En 1990, Emmons et al. publicaron un estudio en el que discuten varios
tipos de fórmulas empleadas para predecir rendimientos a partir de la
composición de la leche y tal vez una de las recopilaciones más completas
es el Boletín Especial que sobre este tema publicó en 1991 la Federación
Internacional de Lechería (International Dairy Federation, 1991b).
Aunque algunas de las fórmulas fueron desarrolladas para quesos
específicos, tales como Cheddar y Gouda, otras son de aplicación general.
En mi experiencia, la fórmula más útil y práctica para empresas pequeñas
y medianas que desean consolidar esfuerzos hacia la optimización, es la
siguiente, que no es otra cosa que un balance de materiales, denominada
Fórmula Tipo G en el Boletín Especial mencionado arriba (Emmons et al.,
1991):
R= (G • Kg) + (C • Kc) + [S + H + (Hfes•SL)/(1-SL)] • R
(el cálculo es iterativo)
donde:
R = Rendimiento, kg de queso/100 kg de leche
G = Contenido de grasa en la leche, kg de grasa/100 kg de leche.
Kg = Factor de conversión, de grasa en la leche a grasa en el queso.
C = Contenido de caseínas en la leche, kg de caseínas/100 kg de
leche.
Kc = Factor de conversión, de caseína en la leche a paracaseinato de
fósforo y calcio en el queso. Este término incluye la retención de
minerales de leche en el queso, la pérdida de “finos” de queso en
el lactosuero y la pérdida del glicomacropéptido en el lactosuero.
S = Fracción de sal añadida (cloruro de sodio) en el queso.
H = Fracción de humedad en el queso.
55](https://image.slidesharecdn.com/lalecheyelqueso-110629232435-phpapp02/85/La-leche-y-el-queso-66-320.jpg)

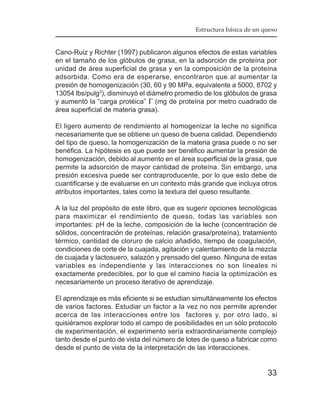
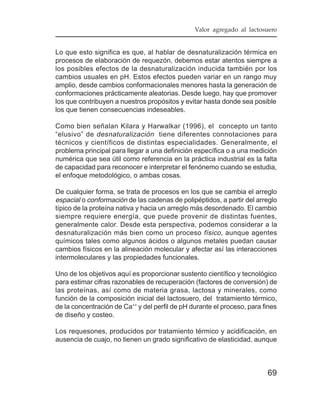
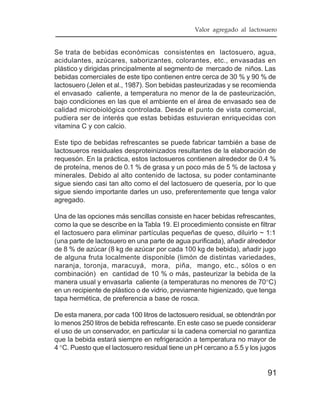
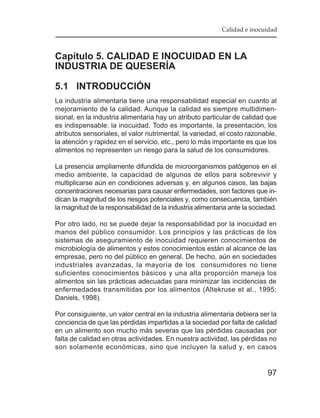
/87.5 ≈ 6.9 %
Lactosa y minerales ~(6.9 - 0.9 - 0.3) ≈ 5.7 %
Usaremos estos datos de composición más adelante para predecir el
rendimiento de requesón elaborado a partir de este lactosuero.
58](https://image.slidesharecdn.com/lalecheyelqueso-110629232435-phpapp02/85/La-leche-y-el-queso-69-320.jpg)

![Optimización de rendimientos de quesería
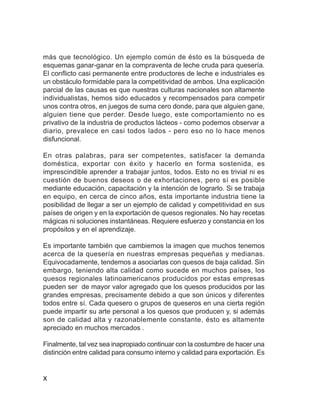
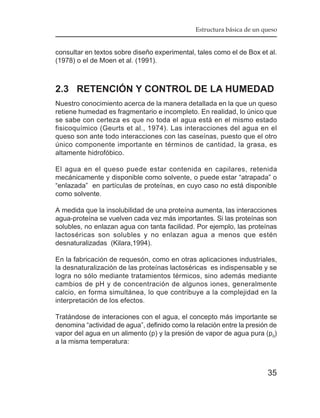
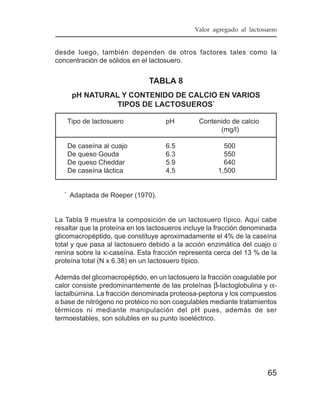
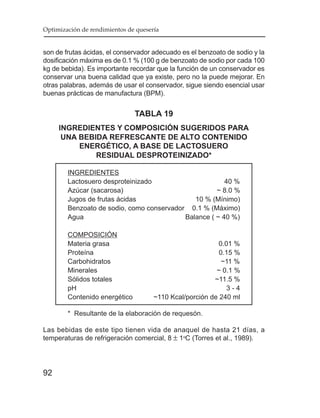
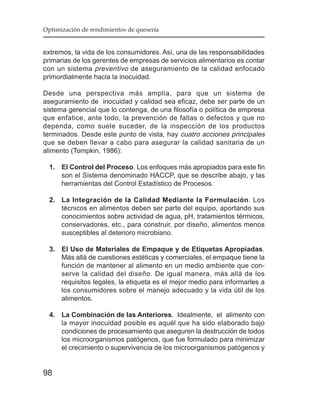
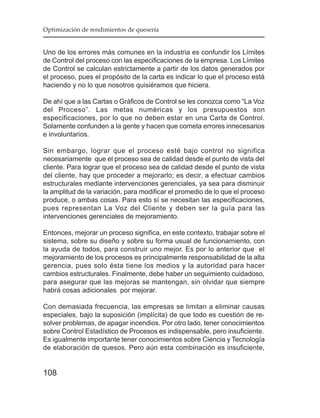
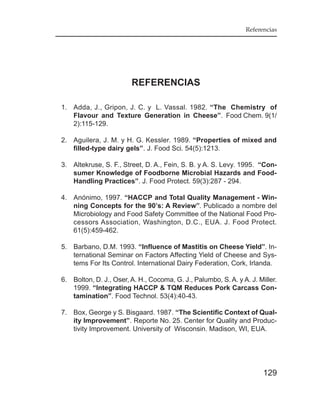
Procedemos a hacer el mismo cálculo iterativo que en el ejemplo anterior,
suponiendo un valor de R para el lado derecho de la fórmula, calculando
el valor de R en el lado izquierdo, y así sucesivamente hasta que coinciden
el valor supuesto y el valor calculado:
R= (G • Kg) + (C • Kc) + [S + H + (Hfes•SL)/(1-SL)] • R
Iteración Rsupuesto Rcalculado
1 9.0 8.4
2 8.4 8.1
3 8.0 7.9
4 7.9 7.9
Entonces, con un proceso de quesería 100% eficiente, deberíamos
obtener ≈ 7.9 kg de este queso por cada 100 kg de leche fluida
semidescremada de la composición señalada o, en otras palabras, se
necesitan (100/7.9) = 12.7 kg de leche para producir un kg de este queso
para rallar. La diferencia entre esta cantidad calculada y la cantidad real
obtenida en promedio a través del tiempo es una indicación del espacio de
oportunidad para intervenir en el proceso y mejorarlo.
La cantidad de lactosuero producido es:
100 - 7.9 (1 - 0.02) ≈ 92.3 kg
y la composición del lactosuero sería la siguiente:
Proteína (3.13)(1 - 0.75)(100)/92.3 ≈ 0.8 %
Grasa (2.5)(1 - 0.93)(100)/92.3 ≈ 0.2 %
Sólidos totales [(100x0.113) - (7.9)(0.65 - 0.02)](100)/92.3 ≈ 6.9 %
Lactosa y minerales ~ (6.9 - 0.8 - 0.2) ≈ 5.9 %
Finalmente, con esta eficiencia, la composición del queso sería la
siguiente:
60](https://image.slidesharecdn.com/lalecheyelqueso-110629232435-phpapp02/85/La-leche-y-el-queso-71-320.jpg)





























Este documento presenta tres puntos clave: 1. Proporciona información de contacto para consultas sobre el documento, incluyendo el nombre y datos de contacto del autor. 2. Explica que las opiniones expresadas en el documento no necesariamente representan las opiniones de la Organización de los Estados Americanos u otros organismos. 3. Contiene una tabla de contenido detallada que resume los temas clave tratados en cada capítulo del documento, incluyendo la leche y el queso, la estructura básica de un queso blanco lat



































































