Descargado 748 veces




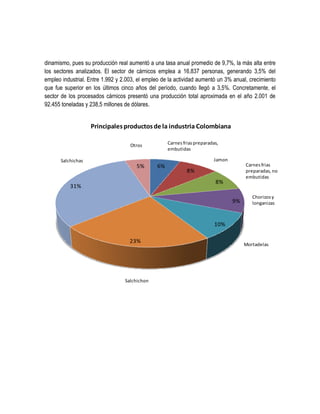












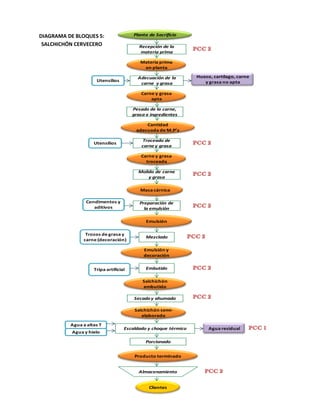
















Este documento presenta una clasificación de los productos cárnicos elaborados en Colombia. Se divide los productos en tres grandes grupos: productos procesados cocidos, productos procesados crudos y productos procesados enlatados. Los productos procesados cocidos incluyen embutidos como salchichas, cábanos y salchichones, así como jamón cocido y pernil. Los productos procesados crudos se subdividen en frescos como chorizo y longaniza, y madurados que requieren un proceso de maduración mínimo de















































