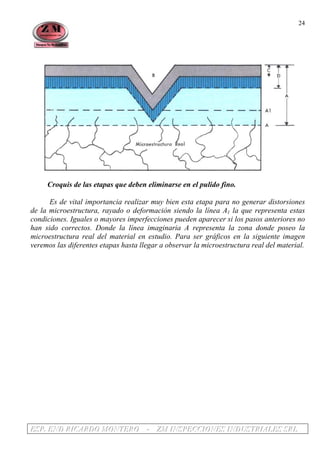
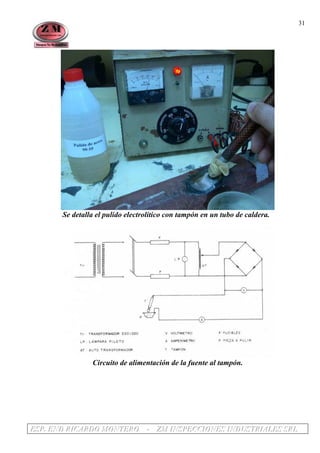
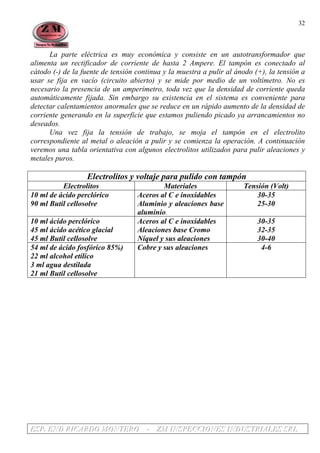
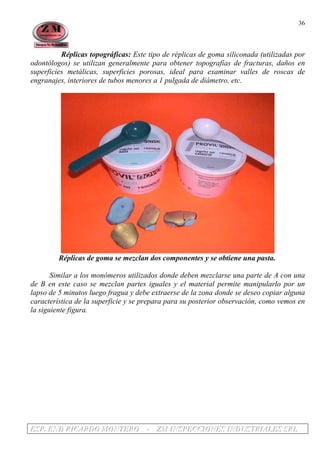
Este documento describe la técnica de metalografía no destructiva mediante réplicas metalográficas y sus aplicaciones industriales para evaluar el estado microestructural y estimar la vida útil remanente de componentes que operan en condiciones críticas de alta temperatura y presión, como en calderas e instalaciones industriales. La técnica permite detectar cambios microestructurales que indican alteraciones en la historia térmica del material y posibles transformaciones que pueden afectar sus propiedades mecánicas.